пример кур. Реферат пояснительная записка с., рис., табл., приложений, источников
 Скачать 0.56 Mb. Скачать 0.56 Mb.
|

2.3 Процесс спекания агломерата на агломашинеПод процессом спекания понимают совокупность превращений при которых сжигаемое просасываемое воздухом твердое топливо в слое шихты обеспечивает развитие высоких температур в зоне горения и оплавление материалов. В результате получается спек, обладающий необходимыми физико-химическими свойствами. Основными параметрами, характеризующими процесс спекания являются температура поверхности зажженной шихты, высота слоя, скорость спекания, температура в зоне горения, время пребывания шихты на ленте (скорость ленты) и степень законченности спекания. Начальной стадией спекания является зажигание шихты, при котором необходимо воспламенить частицы содержащегося в ней топлива и внести в слой количество тепла, обеспечивающее дальнейшее развитие горения. Наряду с обеспечением необходимых температуры и количества тепла следует иметь в зажигательном горне соответствующий состав продуктов сгорания с тем, чтобы в них содержалось достаточное количество кислорода, идущего на сжигание топлива в слое. Чтобы в горн не подсасывался со стороны холодный воздух или не выбивалось из него пламя, особенно со стороны бортов тележек, необходимо поддерживать определенное давление, а для обеспечения перемещения зоны горения и просасывания газов через слой создавать в вакуум-камерах под горном соответствующее разрежение. При зажигании шихты основными факторами являются температура поверхности и количество тепла, аккумулируемое в верхнем слое шихты. Определенное влияние на процесс зажигания оказывает величина разрежения под зажигаемым слоем. При слишком малом разрежении продукты горения просасываются медленно, что приводит к замедлению процесса зажигания, особенно скорости теплопередачи в нижние горизонты слоя, а также снижению скорости перемещения фронта горения твердого топлива. При повышенном разрежении теплопередача осуществляется слишком быстро, фронт горения отстает, концентрация тепла в зажигаемом слое снижается, в результате чего спек получается непрочным. Спекание шихты ведется на колосниковой решетке паллет агломерационной машины методом просасывания воздуха. Просасываемый через слой шихты воздух образует зону горения высотой 15-35 мм с температурой 1400-1600°С, передвигающуюся вниз с вертикальной скоростью спекания  мм/с. Спекаемая шихта перемещается от головной к хвостовой части машины со скоростью движения аглоленты мм/с. Спекаемая шихта перемещается от головной к хвостовой части машины со скоростью движения аглоленты  мм/с. В таких условиях зона горения приобретает форму наклонного плоского слоя (рисунок 2.3). В зоне длиной мм/с. В таких условиях зона горения приобретает форму наклонного плоского слоя (рисунок 2.3). В зоне длиной  происходит зажигание сырой шихты 1; в зоне горения 2 осуществляется спекание шихты на участке длиной происходит зажигание сырой шихты 1; в зоне горения 2 осуществляется спекание шихты на участке длиной  ; готовый агломерат 4 образуется за зоной спекания. На участке длиной ; готовый агломерат 4 образуется за зоной спекания. На участке длиной  агломерат охлаждается просасываемым воздухом. Сырая шихта и агломерат размещается на постели 3. агломерат охлаждается просасываемым воздухом. Сырая шихта и агломерат размещается на постели 3. 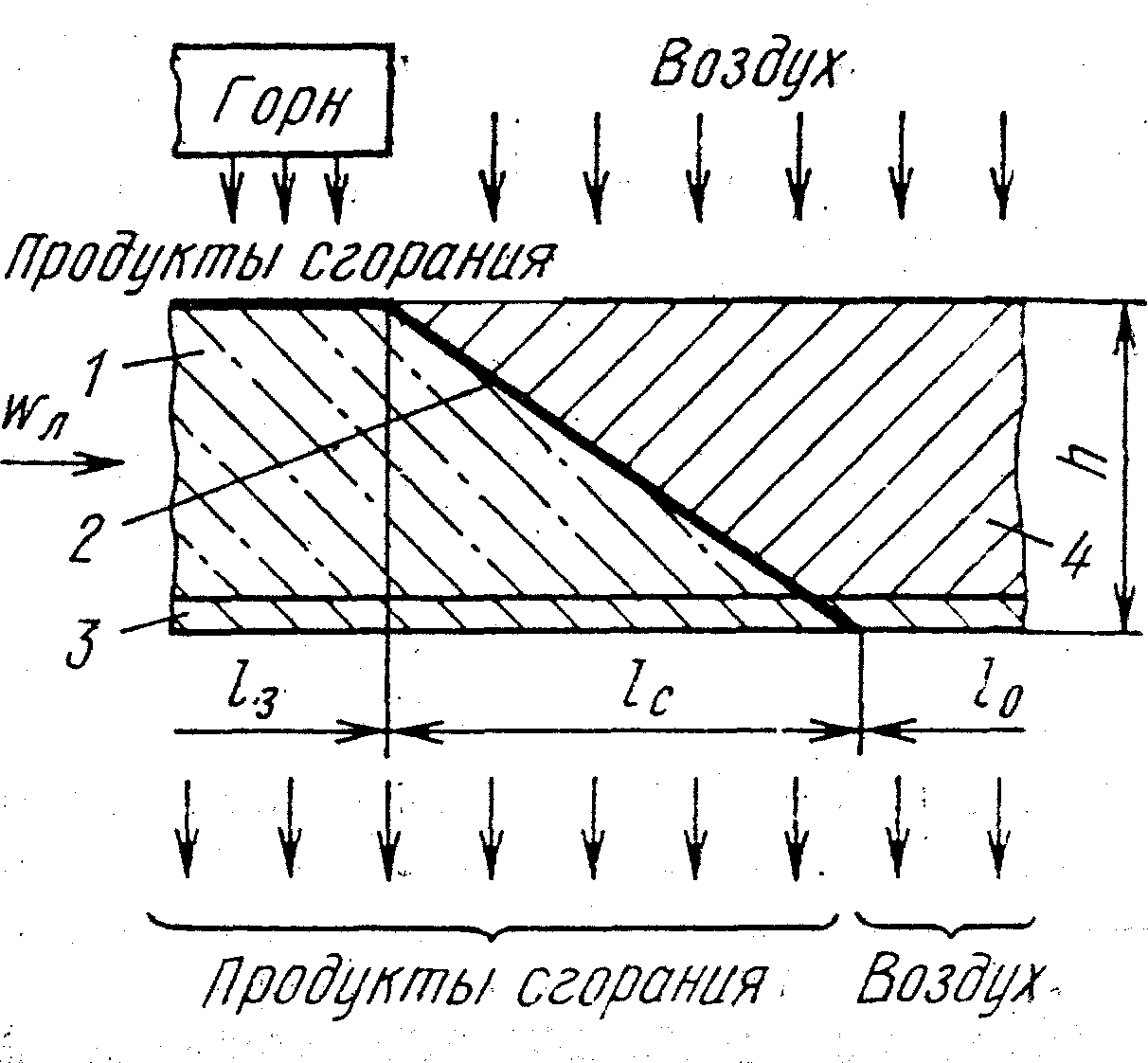 Рисунок 2.3 – Схема спекания шихты на агломашине Основные параметры агломерационного процесса при установившемся режиме связаны соотношением:  , (2.1) , (2.1)где h – высота слоя шихты;  - время спекания - время спеканияСкорость движения  поддерживается такой, чтобы процесс спекания заканчивался на заданной длине спекания . В зоне горения спекаемый материал сплавляется, образуя пористый агломерат. поддерживается такой, чтобы процесс спекания заканчивался на заданной длине спекания . В зоне горения спекаемый материал сплавляется, образуя пористый агломерат.Температура регулируется в ходе всего процесса спекания, т.к. от этого зависит качество спекаемой шихты. При нормальном ходе процесса спекания агломерат равномерно спечен и при выдаче с ленты раскален не более чем на 1/3 высоты «пирога». На незаконченность процесса спекания указывает низкая температура отходящих газов в последних вакуум-камерах и наличие не спекшейся шихты в изломе «пирога» у колосников паллет. Повышение температуры отходящих газов в коллекторе происходит вследствие замедления скорости движения паллет или кратковременной остановки агломерационной машины; повышения газопроницаемости шихты. Понижение температуры отходящих газов в коллекторе имеет место при: уменьшении содержания топлива в шихте по сравнению с оптимальным; переоплавление поверхности слоя шихты из-за высокой температуры зажигания; наличие большого количества вредных прососов воздуха; завышение скорости движения паллет. 3. процесс спекания – как объект автоматического управленияОсновными показателями хода технологического процесса агломерации (выходными величинами) является производительность агломашины и качество агломерата. Производительность агломашины измеряют в тонах годного агломерата, полученного за час работы. Качество оценивают по химическому составу агломерата, прочности и восстанавливаемости его. Косвенным обобщенным показателем качества агломерата может служить отношение FeO/Fe2O3 в готовом продукте, однозначно связанное с технологическими свойствами агломерата. Результаты агломерационного процесса во многом зависят от управления процессом спекания. Сложность процесса спекания как объекта автоматического управления определяется его зависимостью от большого числа технологических факторов, таких как свойство шихты, количество топлива, условия зажигания и т.д. Управление процессом спекания заключается в стабилизации его законченности в определенной точке по длине аглоленты и в подборе входных параметров с целью обеспечения максимальной производительности и высокого качества агломерата. Для оценки и контроля хода процесса спекания используются такие показатели, как температура и состав отходящих газов, освещенность в вакуум-камерах, магнитная проницаемость слоя и др. Законченность процесса спекания может нарушаться в результате изменений состава шихты, её влажности, степени уплотнения, высоты слоя шихты и скорости движения аглоленты. Все указанные возмущения в конечном итоге проявляются через изменение скорости спекания шихты, которая, таким образом, является возмущающим воздействием для системы управления законченностью спекания. В качестве показателей законченности спекания шихты обычно используется температурные показатели процесса: температура в одной из последних вакуум-камер, разность или сумма температур в разных вакуум-камерах, температура в общем газовом коллекторе. Применение микропроцессорной техники позволяет использовать некоторые комплексные показатели. В общем случае процесс спекания может быть представлен как многомерный объект с вектором состояния (выходные или управляемые величины) и вектором управления (управляющие воздействия). На выходные параметры могут воздействовать и возмущающие воздействия. Агломерационная машина является многопараметровым объектом, в котором две основные выходные величины – производительность агрегата и качество конечного продукта, при этом эти параметры существенно зависят от ряда входных воздействий: горизонтальной скорости движения агломерационной ленты, высоты спекаемого слоя, производительности эксгаустера, условий зажигания и физико-химических свойств шихты. Три последних входных величины можно заменить одним комплексным параметром – вертикальной скоростью спекания, а в качестве единого выходного параметра целесообразно принять активную длину агломерационной машины, в пределах которой завершается процесс спекания. Процесс производства агломерата протекает в условиях возмущающих воздействий: изменения химико-минералогического и зернового состава компонентов спекаемой шихты, условий дозирования, транспортирования, смешения и увлажнения шихты, а также укладки шихты на агломерационную машину. Для устранения влияния возмущений на ход технологического процесса используют следующие основные управляющие воздействия: соотношение (дозирование) компонентов спекаемой шихты, содержание углерода (коксика) в шихте, влажность шихты, скорость движения аглоленты, разрежение в вакуум камерах и др. Особенности процесса спекания и агломашины как объекта автоматического управления можно сформулировать следующим образом: агломашина представляет собой систему, характеризуемую многими входными и выходными параметрами; процесс непрерывный; работа агломашины подвержена резким возмущениям, связанным с произвольным изменением расхода шихты, запаздыванием системы и т.д.  Zi  ОУ XiYi   JE JEРисунок 3.1 – Агломашина как объект автоматического управления Xi – входные параметры (управляющие переменные), контролируются непрерывно и периодически; Zi – входные параметры (возмущающие воздействия), характеризующие химические и физические свойства компонентов шихты, а также конструктивные свойства оборудования, переменные указанной группы являются неконтролируемыми и периодически контролируемыми величинами; Yi – выходные параметры – зависимые переменные (выходные показатели), характеризующие качество и количество конечного продукта процесса (прочность, основность, восстановимость агломерата, производительность агломашины). Агломерационный процесс в целом характеризуется наличием обратных связей. Так, при неравномерной укладке шихты на аглоленту при изменении газопроницаемости отдельного участка шихты воздушные потоки по всей длине аглоленты перераспределяются, что создает эффект внутренних обратных связей. Значительное влияние на ход процесса оказывает добавка в шихту возврата. Наличие обратных связей значительно усложняет и затрудняет исследование процесса и его оптимизацию. Входные параметры: влажность шихты; газопроницаемость шихты; содержание углерода в шихте; высота слоя шихты; скорость движения аглоленты; производительность эксгаустера; условия зажигания – температура горна (температура среды в горне), температура зажигания (температура над поверхностью спекаемой шихты), обобщенная температура, измеряемая при помощи термопары, установленной в середине горна, температура поверхности аглошихты; расход топлива; расход воздуха; расход компрессорного воздуха; расход воды на газоочистку, на скрубберы; длина аглоленты. Выходные параметры: скорость спекания; состав и температура отходящих газов; разряжения в вакуум-камерах; температуры в вакуум-камерах; время пребывания шихты на аглоленте. Возмущающие воздействия: изменение состава шихты; изменение влажности шихты; изменение степени уплотнения шихты; изменение высоты слоя шихты; изменение скорости движения аглоленты; подсосы холодного воздуха; изменение разряжения над зажигаемым слоем; изменение соотношения топливо-воздух. Наиболее распространенным управляющим воздействием в системе автоматического управления процессом спекания является изменение скорости аглоленты. Для обеспечения окончания процесса спекания в одном и том же месте по длине аглоленты скорость аглоленты должна постоянно соответствовать скорости спекания шихты  : : , (3.1) , (3.1)где l – расстояние от места зажигания до точки измерения; hc – заданная величина спеченного слоя в точке измерения. Обычно добиваются окончания процесса спекания в конце аглоленты, т.е. при  (где lл – рабочая длина ленты; Н – высота слоя шихты). При этом скорость аглоленты должны составлять: (где lл – рабочая длина ленты; Н – высота слоя шихты). При этом скорость аглоленты должны составлять: (3.2) (3.2)Для реализации указанного соотношения необходимо контролировать скорость спекания шихты. Одним из показателей скорости спекания может служить расход воздуха, просасываемого через спекаемый слой. Качество зажигания шихты существенным образом влияет на ход процесса спекания. При недостаточно интенсивном зажигании верхняя часть слоя может оказаться неспекшейся. Чрезмерно же высокая температура в горне и, следовательно, интенсивность зажигания приводит к оплавлению верхнего слоя агломерата, ухудшению газопроницаемости и снижению скорости спекания. Для каждых конкретных условий существует определенное значение интенсивности зажигания, при котором достигается высокая производительность агломашины и удовлетворительное качество агломерата. Количество тепла, вносимого в слой шихты при зажигании, зависит от температуры продуктов сгорания, продолжительности зажигания, расхода топлива на зажигание и др. Весьма важным является выделение тепла за счет горения твердого топлива, содержащегося в самой шихте. Определенные затруднения при автоматизации зажигания шихты связаны с отсутствием точных методов и средств контроля его эффективности. Кроме того, процесс зажигания подвержен влиянию целого ряда возмущающих воздействий (изменения теплоты сгорания топлива зажигания, состава и свойств шихты, скорости аглоленты и др.); значительное влияние оказывает величина разрежения под зажигаемым слоем. Таким образом, результаты процесса зажигания определяются рядом факторов, которые в значительной степени взаимозависимы. В связи с этим в качестве основного показателя процесса зажигания часто применяют расход тепла зажигания  , приходящегося на единицу поверхности слоя шихты. Расход топлива в горне определяется в данном случае выражением: , приходящегося на единицу поверхности слоя шихты. Расход топлива в горне определяется в данном случае выражением: , (3.3) , (3.3)где  - расход топлива на зажигание; - расход топлива на зажигание;  - ширина слоя шихты; - скорость аглоленты; - ширина слоя шихты; - скорость аглоленты;  - удельная теплота сгорания топлива; - удельная теплота сгорания топлива; - тепловой к.п.д. зажигательного горна. - тепловой к.п.д. зажигательного горна.Тепловой режим процесса можно контролировать, измеряя интенсивность свечения зажженной шихты после горна. Интенсивность излучения зависит от содержания топлива в шихте. На интенсивность свечения поверхности пирога заметно влияет влажность шихты, разрежение в вакуум-камерах, продолжительность пребывания шихты под зажигательным горном, температура горна, крупность топлива и др. Таким образом, датчик светимости шихты может давать достоверные показания только при условии стабилизации некоторых параметров (влажности шихты, температуры горна) или введения коррекции (по скорости движения ленты, по разрежению). По ходу процесса изменяется состав продуктов сгорания. Важнейшим фактором, определяющим состав отходящих газов, является содержание топлива в слое. Так как отношение СО:СО2 в газе зависит от температуры сгорания углерода, то эту зависимость можно использовать для оценки температуры в зоне спекания по составу газа. Один из основных показателей, характеризующих тепловой режим спекания, - механические свойства агломерата. Эти свойства обычно определяются путем различных испытаний, таких как разрушение агломерата во вращающемся барабане, сбрасыванием и др. При разгрузке агломерата с агломашины на колосниковый грохот также происходит своего рода испытание на прочность агломерата в естественных условиях. Количество выделяемого на грохоте возврата характеризует прочность получаемого агломерата. Таким образом, непрерывный контроль выхода возврата позволяет получать информацию об одном из важнейших свойств агломерата – его прочности. Обеспечение высоких показателей агломерационного процесса может быть достигнуто путем его оптимизации, что предполагает выполнение качественного металлургического расчета аглошихты, обеспечение необходимого усреднения материалов, поступающих в шихтовое отделение, повышение точности дозирования компонентов. Весьма перспективными в этой связи являются разработки и применение средств контроля химического состава компонентов. К оптимизации процесса относится выбор наиболее рациональных режимов зажигания и спекания шихты. В ходе процесса спекания оптимизирующие воздействия обычно направлены на изменение содержания углерода в шихте, влажности шихты и высоты спекаемого слоя. Непременным условием обеспечения автоматической оптимизации процесса является наличие на отдельных его участках автоматических систем стабилизации основных параметров. 3.1 Задачи управления процессом спекания Для обеспечения максимальной производительности агломашин служат системы автоматического контроля и управления процессом спекания, выполняющие операции подготовки шихты (увлажнения и окомкования), загрузки её на агломерационную машину, контроля теплового режима и оптимизации процесса спекания. Определенное значение имеют также локальные схемы контроля и управления уровнем материалов в потоках и емкостях, а также системы управления отдельными механизмами агломерационной фабрики – дробилками, эксгаустерами, обжиговыми установками и др. Точность дозирования компонентов шихты влияет на качество готового агломерата и ход спекания на аглоленте. Постоянство химического состава шихты достигается дозировкой шихтовых материалов системой бункеров с питателями. Дозирование осуществляется по массе материалов с учетом их химического состава. Соотношение компонентов шихты регулируют путем автоматического поддержания расхода отдельных составляющих с корректировкой по данным химических анализов и анализов влажности материалов. Качество регулирования при этом зависит от частоты отбора проб и анализа. Для обеспечения качественной загрузки шихты спекательные тележки агломашины оборудуют промежуточным (загрузочным) бункером, который, как промежуточная емкость, сглаживает колебания разности между приходом шихты из барабана-окомкователя и расходом ее на аглоленту. Чтобы не нарушалась газопроницаемость окомкованной шихты, уровень ее в промежуточном бункере необходимо поддерживать как можно точнее. Автоматизация управления процессами в спекательном отделении заключается в автоматическом поддержании высоты слоя аглошихты, загружаемой на машину, автоматическом регулировании уровня шихты в промежуточном бункере (промбункере) над агломашиной, контроле и автоматическом управлении процессом зажигания шихты и регулировании законченности процесса спекания в конце активного участка аглоленты. Отдельный узел управления составляют механизмы охлаждения и дозирования возврата. С целью оперативного управления агломерационным процессом на аглофабрике осуществляют контроль следующих технологических параметров: скорость движения аглоленты; объемных расходов природного газа и воздуха на зажигание; температуры зажигания слоя шихты, отходящих газов в последних вакуум-камерах, коллекторах агломашины, перед эксгаустерами, шихты перед барабанами-окомкователями; разрежения в вакуум-камерах, коллекторе агломашины перед эксгаустерами; толщина слоя агломерата на аглоленте. Скорость движения аглоленты необходимо контролировать, т.к. равномерное распределение шихты по ширине аглоленты является одним из необходимых условий для нормального протекания процесса спекания. Если скорость аглоленты увеличится, то температура шихта к 11-14 вакуум-камерам может быть выше нормы, что ухудшает качество спекаемой шихты. Контроль объемов расхода природного газа и воздуха на зажигание, т.к. необходимо равномерное зажигание шихты по аглоленте. Высокая температура факела, избыток тепла для зажигания вызывает плавление поверхности слоя и ухудшение его газопроницаемости. При низкой температуре зажигания получается плохо спеченная с малой прочностью верхняя часть «пирога». Температура регулируется в ходе всего процесса спекания, т.к. от этого зависит качество спекаемой шихты. АСУ ТП отделения спекания агломерата является подсистемой АСУ ТП агломерационного производства. В целом АСУ ТП должна обеспечивать за счет стабилизации и оптимизации технологического процесса: повышение производительности агломашин; повышение выхода годного агломерата; снижение доли возврата в шихте; повышение качества агломерационной шихты; снижение удельного расхода шихты на окомкование и брак по окомкованию и спеканию; уменьшение числа аварийных режимов работы; улучшение условий труда обслуживающего персонала; облегчение управления объектом. 4. СТРУКТУРА АСУТП процессом спекания на аглофабрике4.1 Обоснование выбора АСУТП На структурной схеме отображают в общем виде основные решения проекта по функциональной, организационной и технической структурам АСУ ТП с соблюдением иерархии системы и взаимосвязей между технологическим объектом и комплексом технических средств (КТС) системы управления. Многоуровневая структурная система управления обеспечивает надежность, оперативность, ремонтоспособность системы автоматизации, при этом легко решается оптимальный уровень централизации управления с минимальным количеством технологического контроля, управления и линий связи между ними. Так как, процесс спекания является сложным технологическим процессом (дозирование и подача сыпучих материалов, режим зажигания, подача шихты системой конвейеров, процесс спекания агломерата, скорость аглоленты и т.д.), то целесообразно применять многоуровневую структуру управления супервизорного типа. Супервизорная система с использованием средств локальной автоматики обеспечивает достаточно качественное управление для процессов с относительно небольшим количеством параметров и несложными алгоритмами выработки управляющих воздействий, а использование локальной автоматики уменьшает использование машинного времени ЭВМ, что целесообразно с экономических позиций: один компьютер можно использовать для управления несколькими АСУ, также возможно использование машинного времени для иных операций. Под супервизорным понимается такой режим работы АСУ ТП, когда на нижних уровнях функционируют регуляторы, управляющие локальными контурами (на базе серийных электронных устройств или контроллеров), а на верхнем – ЭВМ, на которой реализованы задачи управления этими контурами через механизм выдачи управляющих воздействий на автоматические задатчики локальных контуров. В дипломном проекте разработана система супервизорного типа. На высшем уровне ЭВМ, на низшем микроконтроллер. ЭВМ вырабатывает задание для микроконтроллера, а также осуществляет другие функции. Непосредственным управлением занят микроконтроллер. В данном случае ЭВМ может выполнять вычислительные функции АСУ отделения спекания, а также АСУ участка дозирования и даже АСУ ТП всей аглофабрики. Для обеспечения гибкости системы предусмотрены возможности перехода системы в полуавтоматический (ручное определение задания регулятору), а также ручной режим работы (ручное управление исполнительными механизмами). 4.2 Описание, выбранной системы АСУ Структурная система АСУ ТП представлена в графической части дипломного проекта на листе 2 и представляет собой двухуровневую систему супервизорного типа, состоящую из следующих уровней: 1. Уровень измерительных средств и локальных средств контроля и регулирования. Состоит из датчиков, сигнализаторов значений параметров, источников питания. Он представляет собой уровень, на котором осуществляется контроль и регулирование параметров процесса при помощи средств контроля и регулирования, находящихся на объекте автоматизации. Все эти средства расположены непосредственно на объекте и на щитах участков КИПиА и представляют собой: первичные датчики, вторичные приборы, станции управления, цифровые регулирующие устройства (микроконтроллер). Также на этом уровне расположены средства диспетчерской связи и производственной громкоговорящей связи. На этом уровне система выполняет следующие функции: контроль параметров, измерительное преобразование, контроль и сигнализация измерительных параметров, выбор режимов работы, регистрация параметров, связь с объектом. На верхней ступени этого уровня находится оператор, который непосредственно контролирует и, если необходимо, регулирует определенные параметры процесса. В данном проекте на нижнем уровне находятся средства локальной автоматики – микроконтроллер, который выполняет функции регулятора и аналоговый вторичный прибор для оперативного отображения текущей информации на щите КИПиА. Для обеспечения гибкости системы предусмотрены возможности перехода системы в полуавтоматический (ручное определение задания регулятору), а также ручной режим работы (ручное управление исполнительными механизмами). 2. Уровень централизованных средств контроля и управления. На этом уровне происходит контроли и управление процессом централизованно, т.е. имеется возможность управлять несколькими технологическими объектами одновременно и решать дополнительные задачи связанные с обработкой данных. На этом уровне расположена ЭВМ, выполняющая следующие функции: ручной ввод данных, регистрация параметров на внешних запоминающих устройствах, моделирование работы объекта и выдача заданий на локальные регулирующие устройства, расчет показателей работы за смену на основании поступающих данных в течении смены, расчет технико-экономических показателей. На высшей ступени этого уровня располагается оператор, который и производит контроль за работой ЭВМ и вводит недостающие данные о работе агрегата. На данном уровне нет средств связи с объектом, т.к. всю необходимую информацию ЭВМ получает через модуль интерфейсной связи микроконтроллера в цифровом виде. Уровень АСУ связан с предыдущим уровнем при помощи диспетчерской связи и производственной громкоговорящей связи. Данная структура позволяет системе гибко реагировать на выход из строя какого-либо элемента, для обеспечения непрерывности технологического процесса. При выходе из строя или нарушении связи с компьютером задание микроконтроллеру будет определено вручную. При выходе из строя или нарушении связи с микроконтроллером управление может осуществляться с помощью блока ручного управления. |