Реферат на тему Слесарное дело. слесарное дело. Резка ручными ножницами
 Скачать 207.96 Kb. Скачать 207.96 Kb.
|

|
МИНИСТЕРСТВО НАУКИ ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «БАШКИРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ» СИБАЙСКИЙ ИНСТИТУТ (ФИЛИАЛ)БАШГУ Технологический факультет Кафедра ЭТТМиК РЕФЕРАТ По дисциплине: «Слесарное дело» На тему: «Резка ручными ножницами» Выполнил студент 4 курса Заочной формы обучения Направления ЭТТМиК Вандышев В.В. Проверил: канд.тех.наук,доцент Симаков Г.Н. Сибай 2022 Резка ручными ножницами Ручными ножницами разрезают тонкий листовой материал: сталь толщиной 0,5...0,7 мм, кровельное железо, цветные металлы толщиной до 1,5 мм. Ножницы имеют два коротких лезвия (ножа) и две длинные ручки. Обе части ножниц соединены шарниром. Длина ножниц колеблется от 200 до 400 мм. Разрезание листового и полосового металла ножницами осуществляется без снятия стружки методом пластической деформации. Суть этого процесса заключается в отделении части металла под давлением пары режущих ножей по линии их направления (рис. 7.7). Оба ножа, вдавливаясь, производят смятие поверхности металла, а затем разделяют его. Для получения чистого среза необходимо правильно выбрать зазор между верхним и нижним ножами. При малом зазоре поверхность среза будет шероховатой, «рваной». При большом зазоре поверхность среза будет иметь большие заусенцы. Величина зазора между ножами зависит от толщины разрезаемого металла. У ручных ножниц этот зазор обычно не превышает 0,1...0,8 мм. 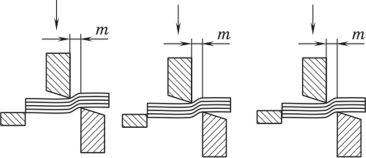 Рис. 7.7. Процесс разрезания ножницами В сечении режущая часть ножниц имеет форму клина с углом заострения (3 = 70° (рис. 7.8). Большой угол заострения берется для того, чтобы при резке лезвия не выкрашивались. Для уменьшения трения задний угол а принимают равным 1...20. 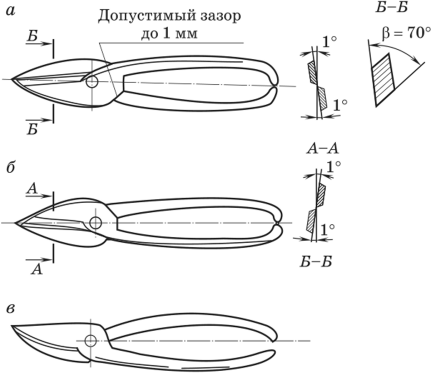 Рис. 7.8. Ручные ножницы: а — правые; б — левые; в — с криволинейным режущим лезвием Из равенства а +13 + у = 90° следует, что величина переднего угла у колеблется от 18 до 19°. Лезвия ножниц должны быть прямолинейными, острозаточенными. Ручные ножницы изготавливают с прямыми (рис. 7.8, а, б) и криволинейными (рис. 7.8, в) режущими лезвиями. По расположению режущей кромки лезвия ручные ножницы бывают правые и левые. Правыми называют ножницы, у которых во время резки скос на нижнем лезвии находится с правой стороны, левыми — ножницы, у которых скос находится слева. Правыми ножницами режут по левой кромке изделия в направлении движения часовой стрелки (рис. 7.9, а), а левыми ножницами — по правой кромке изделия против хода часовой стрелки (рис. 7.9, б). В основном применяют правые ножницы, так как при резке все время видна разметочная риска. При резке ножницы держат в правой руке (рис. 7.10). Большой палец располагают на верхней рукоятке, тремя пальцами обхватывают нижнюю рукоятку, а указательный палец или мизинец помещают между рукоятками (для раздвигания их). 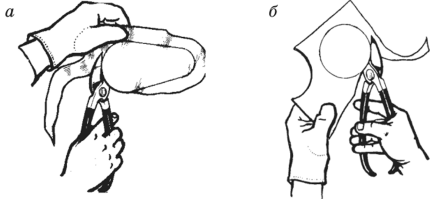 Рис. 7.9. Приемы резки ножницами: а — правыми; б — левыми 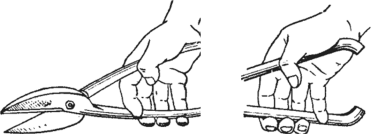 Рис. 7.10. Приемы держания ножниц Наименьшее усилие при резке будет тогда, когда материал глубже вдвигается в зев лезвия ножниц. Однако при большом раскрытии лезвий горизонтальная составляющая усилия резания (рис. 7.11) увеличивается настолько, что ножницы не режут, а выталкивают металл. При величине угла раскрытия примерно 30° силы трения и усилие левой руки рабочего способны противодействовать выталкивающему усилию. Этот угол следует считать наиболее благоприятным для резки металлов ручными ножницами. Ножницы устанавливают перпендикулярно к разрезаемой поверхности (иначе они будут мять металл) и перемещают по разметочной линии, плотно прижимая к прорези. Чтобы отрезаемая полоса металла не мешала, ее отгибают. Ножницами режут только пластичные металлы и сплавы. Листовой металл толщиной до 2 мм можно разрезать ручными ножницами, как показано на рис. 7.12. Ножницы нижней ручкой закрепляют в слесарные тиски, левой рукой подают заготовку в разъем лезвий, а правой рукой создают усилие резания и разжим ножниц. Не разрешается наносить удары молотком по верхней ручке, так как это может вызвать поломку ножниц. 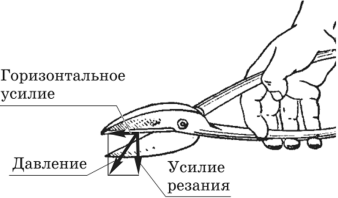 Рис. 7.11. Схема усилий при резке ножницами 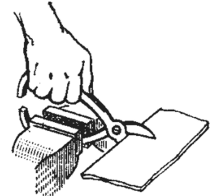 Рис. 7.12. Резка ножницами в слесарных тисках Для резки листовой стали толщиной до 2,5 мм применяют силовые ножницы (рис. 7.13). При работе рукоятку 8 (с насечкой) закрепляют в тисках, а рукоятку 1 (рабочую с пластмассовым наконечником) захватывают правой рукой. Рабочая рукоятка 1 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 3 заканчивается ножом 5 и соединен витом 6 через шайбу 4 с рукояткой 8. Эта система рычагов увеличивает силу резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам потайными заклепками. Эти ножницы имеют специальное приспособление для резки прутков диаметром до 8 мм. 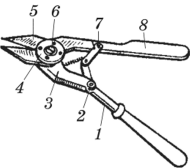 Рис. 7.13. Силовые ножницы: 1,8 — рукоятки; 2,7 — рычаги с пружиной ; 3 — рычаг; 4 — шайба; 5 — режущий нож; 6 — винт Для разрезания металла толщиной до 2 мм применяют стуловые ножницы. Нижнюю ручку закрепляют в параллельных тисках (рис. 7.14) или крепят на столе либо на другом жестком основании. Эти ножницы малопроизводительны, при работе требуют значительных усилий, поэтому их применяют для разрезания небольшой партии деталей.  Рис. 7.14. Резка стуловыми ножницами 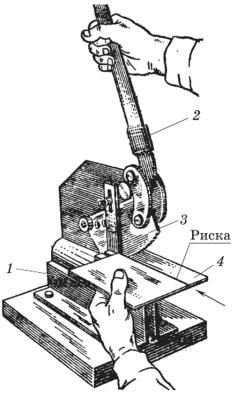 Рис. 7.15. Рычажные ножницы: 1 — нижний нож; 2 — рычаг; 3 — верхний нож; 4 — листовой металл Для разрезания листового металла толщиной до 4 мм применяют рычажные ножницы (рис. 7.15). Нижний нож 1, заточенный под углом 90°, закреплен на основании ножниц неподвижно. Верхний нож 3 с криволинейным лезвием перемещается рычагом 2. Разрезаемый металл 4 укладывают на нижний нож так, чтобы разметочная линия располагалась под верхним ножом. Движением рычага вниз лист надрезают. Затем рычаг отводят, заготовка подается дальше по разметке, и процесс многократно повторяют до полного разрезания. На рис. 1.11 показана конструкция еще одних рычажных ножниц для резки листового материала, круглых прутков и металлических угольников размерами 35 х 35 х 5 мм. Их устройство и приемы работы описаны в § 1.2. Для резки труб без снятия стружки используют труборезы. Резка труборезом производительнее, чем ножовками. Труборезы изготавливают трех размеров: № 1, 2, 3 для разрезания труб диаметром соответственно 1/4...3/4", 1...2,5" и 3...4". Трехроликовый труборез (рис. 7.16) имеет два острозаточенных режущих диска (ролика) 2, установленных на неподвижных 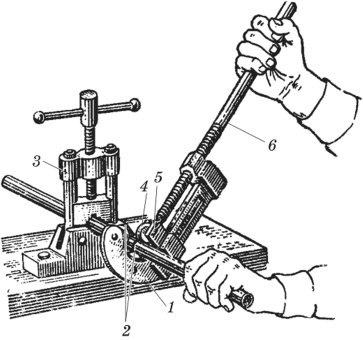 Рис. 7.16. Резка труб труборезом: 1 — корпус; 2 — режущие ролики; 3 — трубный прижим; 4 — подвижный ролик; 5 — подвижная щека; 6 — винт осях в корпусе 1, и подвижный ролик 4, установленный в подвижной щеке 5. Трубу зажимают в трубном прижиме 3. На нее надевают труборез и, вращая винт 6, вдавливают ролик в металл. Вращают труборез вокруг трубы и выполняют резку по разметке, периодически поджимая ролик. Место реза смазывают машинным маслом. |