Пункт 2. Рис 1 Схема технологического процесса изготовления мебели из натуральной древесины
 Скачать 136 Kb. Скачать 136 Kb.
|

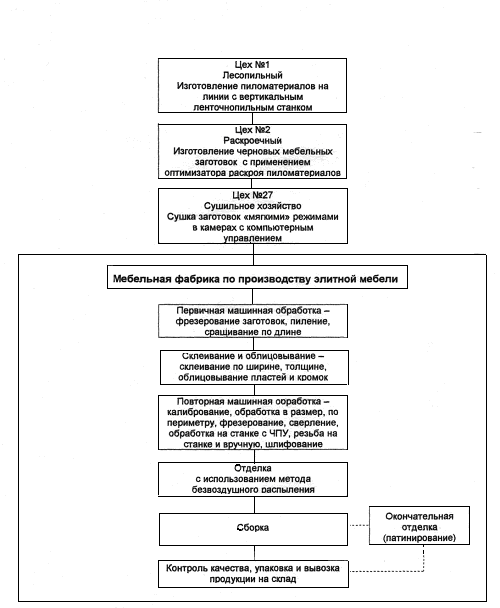 Рис.2.1 - Схема технологического процесса изготовления мебели из натуральной древесины 2. ХАРАКТЕРИСТИКА ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ПРЕДПРИЯТИЯ 2.1. Т е х н о л о г и ч е с к и й п р о ц е с с п р е д п р и я т и я В состав ОАО “Гомельдрев” входят: леспромхоз, деревообрабатывающий и фанерно-спичечный комбинаты. Предприятие обладает полной инфраструктурой производств, позволяющих обеспечить технологический цикл изготовления мебели из натуральной древесины. Основные цеха предназначены для выпуска конечной продукции -мебели различного назначения. На промплощадке головного предприятия организовано производство пиломатериалов из круглого леса, черновых мебельных заготовок, шпона, материала облицовочного на основе бумаг, пропитанных строганного и облицовок из него смолой с глубокой степенью отверждения. Имеется цех по централизованному раскрою плит, фанерованию и механической обработке щитовых деталей, цех по производству стульев и багетов, цех по изготовлению металлических деталей и фурнитуры, а также вспомогательные цеха. К ним относится цех по изготовлению инструмента с участием централизованной заточки инструмента для всех цехов предприятия, электроцех, обслуживающий электрооборудование в цехах, ремонтно-механический цех, котельная, компрессорная и цех эстетики. На предприятии также имеется обслуживающее хозяйство (столовая, кулинария, детские сады и ясли, пионерский лагерь), которое занимается обеспечением быта работников. На предприятии наблюдается замкнутый цикл производства мебели. Технологический процесс производства состоит из следующих циклов: 1. Распиловка круглого леса на пиломатериалы 2. Получение из них необходимых заготовок 3. Сушка заготовок 4. Механическая обработка заготовок (стружка, склейка, шлифовка) 5. Отделочные операции 6. Сборка мебели На ОАО "Гомельдрев" значительно развита кооперация. В частности цех N4-раскрой плиты ДСП, фанерование, шлифование, цех N18- изготовление гнутоклеенных деталей и отдельных комплектующих для сборки мебели, цех N19- специализируется на отделке мебели. Технологический процесс изготовления мебели из натуральной древесины включает в себя следующие этапы (рис.2.1): Технологический процесс начинается в лесопильном цехе с распиливания круглого леса на пиломатериал требуемого для последующих операций качества. Для распиливания круглого леса больших диаметров применяется ленточнопильный станок «Primultini» BSO/SB SFF, Италия. Станок позволяет распиливать круглый лес диаметром от 140 до 1100 мм и длинной до 6,5 м. Внедрение новой технологии и оборудования для изготовления пиломатериалов позволило уменьшить ширину пропила с 4,3 мм до 3,0 мм, т.е. уменьшило объём мягких отходов на 30%, повысило выход деловой древесины. Использование микропроцессорного управления, позволяющего хранить в памяти 62 программы оптимизации рационального радиального раскроя круглого леса в зависимости от его диаметра и необходимой толщины пиломатериалов позволило увеличить выход пиломатериалов на 10-13%, улучшило их качество за счет снижения шероховатости поверхности. За счет возможностей станка по комбинированному раскрою удалось получить максимальное количество наиболее ценных пиломатериалов радиального раскроя. В цехе по изготовлению мебельных заготовок применяется комплекс оборудования, позволяющий увязать многопильные станки и оптимизаторы в единую технологическую линию с поперечным транспортёром - накопителем брусков перед оптимизатором. Микропроцессорное управление оптимизатором даёт возможность хранения в памяти 600 типоразмеров заготовок, производит оптимизацию раскроя по разметке дефектных мест флюоресцирующим мелком с накоплением данных в памяти и последующей выдачей информации об обработанном материале, полученных деталях и отходах. Имеется возможность передачи информации о технологическом процессе в компьютерную сеть предприятия. Качественная сушка пиломатериалов и заготовок является одной из главных условий при изготовлении мебели из натуральной древесины. В настоящее время процесс сушки автоматизирован, используются сушильные камеры голландских и итальянских фирм-производителей. Камеры предоставляют возможность прямого управления параметрами сушки без применения промежуточной аппаратуры и включить в фазы сушки 10 ступеней градиентов влажности и температуры. В памяти контроллера хранится 350 режимов сушки, оптимально подобранных для разных пород древесины согласно новейшим достижениям технологии. Возможна также сушка по временной программе. При необходимости режимы сушки могут быть изменены, вновь создаваемые могут быть записаны в память. Управляющие программы энергосбережения оптимизируют работу вентиляторов и расход теплоносителя и электроэнергии на разных этапах сушки. Возможности системы управления практически не ограничены. Агентом сушки является тёплый воздух, подогреваемый горячей водой, а не паром, что обеспечивает возможность плавного регулирования температурных параметров и позволяет добиться качественной сушки пиломатериалов, уменьшает удельный расход теплоэнергии до 0,355гкал/м3 на 1м3 условного пиломатериала против 0,900гкал/м3 условного пиломатериала на действующих камерах, которые поэтапно выводятся из эксплуатации. Удельный расход электроэнергии на сушку 1м3 условного пиломатериала составляет по имеющимся сушильным блокам - 73,16 кВт/ч, по вновь вводимым -18,99 квт/ч. Производство мебельных щитов и объемных деталей из натуральной древесины производится из черновых мебельных заготовок после их выпиливания на линии с оптимизатором и сушки. Изготовление резьбы на деталях до средины 1998 года производилось исключительно вручную. С целью частичной механизации этого процесса и повышения производительности в 1998 году был закуплен копировально -фрезерный станок для гравировальных работ, мод. РrоИ R230/242 фирмы Reichenbaher, Германия. На этом станке производится предварительная, наиболее трудоемкая работа для удаления всего лишнего, а резчик производит только ручную доработку резьбы для придания декоративным элементам полного соответствия ручной работе. Отделка деталей и узловизделий мебели плоских форм производится на лаконаливной машине проходного типа, а изделия сложных и объемных форм отделываются в пульверизационных кабинах собственного производства, однако имеющих оригинальную систему очистки воздуха от лаковой пыли в виде сплошной водяной завесы. Для нанесения красителей и лаков используются установки безвоздушного распыления, которые позволяют, наряду с улучшением санитарно-гигиенических условий и экономией лакокрасочных покрытий получить высококачественное, равномерное покрытие на поверхности деталей и узлов мебели. Одним из заключительных этапов в производстве мебели является сборка. Мебель собирается на специально оборудованных рабочих местах сборочных участков из поступающих деталей и узлов при помощи специального пневмоинструмента. В качестве крепежных элементов используются разные виды стяжек, шканты, уголки, шурупы. Для крепления дверей применяются различной конструкции петли, а для фиксации - штанговые замки. Улучшить внешний вид и передать стиль мебели позволяет различная лицевая фурнитура: ручки, накладки, ключи, ключевины. Немаловажную роль в создании уюта и комфорта играют специально установленные светильники, создающие мягкую подсветку, а также использование специальных направляющих для выдвижных ящиков. С целью окончательного завершения образа изделий внедрена технология патинирования - создание искусственного «старения», имитация «под старину». Этот эффект создается при помощи специального красителя с нанесением на соответствующие места, требующие специального выделения, акцентирующие на себе большее внимание, с последующим закреплением нитроуретановым лаком. Оснащение производства высокотехнологичным оборудованием, внедрение новых технологий позволило начать серийное изготовление элитной и эксклюзивной мебели. Улучшить качество выпускаемых изделий, снизить расход лакокрасочных материалов до 10%, увеличить выход пиломатериалов из круглого леса на 10-13%, снизить себестоимость выпускаемых изделий, что позволяет применять гибкую ценовую политику на рынках сбыта изделий по сравнению с аналогами и делает их более привлекательными для потребителя. 2.2. Т р е б о в а н и я т е х н о л о г и ч е с к о г о п р о ц е с с а к н а д е ж н о с т и с и с т е м ы э л е к т р о с н а б ж е н и я Предприятие ОАО “Гомельдрев” относится к потребителям второй категории надежности электроснабжения, т.е. к потребителям, перерыв электроснабжения которых приведет к массовому недоотпуску продукции, простоям рабочих. Предприятие ОАО “Гомельдрев” относится к потребителям второй категории надежности электроснабжения, т.е. к потребителям, перерыв электроснабжения которых приведет к массовому недоотпуску продукции, простоям рабочих. Электроприемники II категории, согласно [1], рекомендуется обеспечивать электроэнергией от двух независимых взаимно резервирующих источников питания. Для электроприемников II категории при нарушении электроснабжения от одного из источников питания допустимы перерывы электроснабжения на время, необходимое для включения резервного питания действиями дежурного персонала или выездной оперативной бригады. Питание предприятия осуществляется от подстанции “Новобелицкая” по двум кабельным линиям 2х(ААБ 3×240). В состав предприятия входит ряд потребителей первой категории. К ним относятся сетевые и подпиточные насосы котельной. Электроприемники первой категории, согласно [1], должны обеспечиваться электроэнергией от двух независимых взаиморезервирующих ИП с автоматическим включением резерва (АВР), что и предусмотрено на предприятии. Внезапный перерыв их электроснабжения может быть допущен лишь на время действия устройств АВР. 2.3. Х а р а к т е р и с т и к а п р о и з в о д с т в е н н ы х п о м е щ е н и й п о к а т е г о р и я м п о ж а р о - и в з р ы в о о п а с н о с т и Условия окружающей среды в производственных помещениях и зонах, где размещается технологическое и связанное с ним электротехническое оборудование, определяются температурой воздуха, влажностью, наличием агрессивных газов и пыли, возможностью возникновения условий взрывопожароопасности. Пожароопасными являются такие среды в помещениях или на открытом воздухе, где применяются или хранятся горючие вещества; взрывоопасными – среды, в которых по условиям технологического процесса могут образовываться взрывоопасные смеси горючих газов или паров с воздухом, кислородом или другими окислителями, а также взрывоопасные концентрации различных веществ в виде пыли или волокон, находящихся во взвешенном состоянии. Взрывоопасной зоной называется помещение или ограниченное пространство в помещении наружной установке, в котором имеются или могут образовываться взрывоопасные смеси. Взрывоопасные смесь – это смесь горючих газов, паров легко воспламеняющихся жидкостей (ЛВЖ), имеющих температуру не выше 61 оС, горючих пыли волокон с нижним концентрационнм пределом не более 65 г/ м3 при переходе во взвешенное состояние, которая при определении концентрации способна взорваться при возникновении источника инициирования взрыва. Таблица 2.1 - Классификация производственных помещений по взрывоопасности
Продолжение таблицы 2.1
Выводы: Предприятие ОАО «Гомельдрев» обладает полной инфраструктурой производств, позволяющих обеспечить технологический цикл изготовления мебели из натуральной древесины. Технологический прцесс производства включает в себя распиловку круглого леса на пиломатериалы, получение из них необходимых заготовок, сушку заготовок, механическую обработку заготовок (стружка, склейка, шлифовка), отделочные операции, сборку мебели. Новейшее оборудование ведущих мировых производителей в области деревообработки позволяет обеспечить соответствие продукции самым жестким требованиям к качеству и экологической безопасности, даёт возможность ориентировать производство на интересы потребителя. Предприятие ОАО “Гомельдрев” относится к потребителям второй категории надежности электроснабжения. Обеспечение электроэнергией осуществляется от двух независимых взаимно резервирующих источников. В состав предприятия также входят потребители первой категории. К ним относятся сетевые и подпиточные насосы котельной. Для них предусмотрено питание электроэнергией от двух независимых взаиморезервирующих ИП с автоматическим включением резерва (АВР). Среди производственных помещений предприятия есть ряд помещений имеющих взрывоопасные зоны класса B-Ia, B-Iб, B-II, B-IIa. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||