Таб.1 Химический состав стали
Массовые доли элементов ,% в наплавленном металле
|
Углерод,
Не более
|
кремний
|
марганец
|
никель
|
молибден
|
Сера,
Не более
|
Фосфор,
Не более
|
0,11
|
0,12-0,25
|
0,35-0,70
|
.
|
.
|
0,030
|
0,035
|
 Таб. 2химические свойство электродов Таб. 2химические свойство электродов
Технические характеристики
|
ВД-306
|
Питающая сеть
|
380В,50гц,3фаза
|
Номинальный сварочный ток, А (не менее)
|
315
|
Приделы регулирования сварочного тока, А (min-max)
|
45…315
|
Номинальное рабочее напряжение,В (не менее)
|
32
|
Потребляемая мощность,кВа
|
11,4
|
Относительная продолжительность нагрузки на заданном цикле сварке,% (ПН)
|
60
|
Габаритные размеры,мм
|
560*510*660
|
Масса, кг
|
104
|
Сечение жипы сетевого кабеля, мм2
|
6
|
Сечение сварочных проводов,мм2
|
35
|
Воздушное охлаждение:
|
принудительное
|
Диаметр электрода, мм
|
2…5
|
Материал обмоток
|
-
|
Таб. 3 техническая характеристика ВД- 306
Допустимая
Сила тока, А
|
Сечение проводов мм.
Одной---двойной
|
Допустимая
Сила тока,А
|
Сечение проводов мм.
одинарного
|
двойного
|
100
200
300
400
|
16
25
50
70
|
2х10
2х16
2х25
|
600
800
1000
|
95
-
-
|
2х35
2х50
2х70
|
Таб. 4 Сечение сварных проводов в зависимости от силы сварочного тока
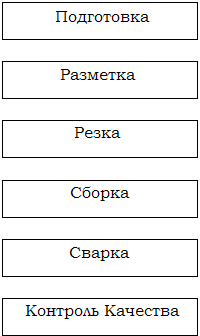
Таб.5 Технологическая схема
Толщина металла,мм…….. 1-2 3 4-5 6-8 9-12 13-15 16 и более
|
Диаметр злектрода, мм …. 1,5-2 3 3-4 4 5 5 6
|
Таб.6
Диаметр электрода d=3-6мм
|
I=(20+6d)dk
|
Таб.7 Расчет сварочного тока
Минимальная
|
Максимальная
|
L=0,5
|
L=d+1
|
Таб.8 расчет длины дуги |
 Скачать 7.27 Mb.
Скачать 7.27 Mb.