Тесты по технологии переработки пластмасс. Все тесты по ОТПП. Сборник вопросов для тестирования по курсу технология переработки пластмасс Направление подготовки 18. 03. 01 Химическая технология
 Скачать 278.07 Kb. Скачать 278.07 Kb.
|

|
Б:….. (1) и ( 2) – только светостабилизаторов; В:….. (1) и (2) – только термостабилизаторов. 26. Время термостабильности расплава полипропилена повышается при наполнении… А:…..мелом; Б:….. графитом; В:….. тальком. 27. Повышенная влажность полиэтилентерефталата при переработке в расплаве… А:….. не влияет на его время термостабильности; Б:….. снижает его время термостабильности; В:….. повышает его время термостабильности. 28. Термостабильность расплава полимерного материала при увеличении скорости вращения шнека (экструзия, литье под давлением)… А:….. не изменяется; Б:….. снижается в результате сочетания термоокислительной и механической деструкции; В:….. повышается в результате уменьшения времени пребывания расплава под действием высокой температуры; 29. Снижение вязкости расплава полимера в условиях литья под давлением или экструзии происходит в результате… А:….. в результате механической деструкции полимера. Б:…..совокупного протекания термической, окислительной и механической деструкции полимера. В:…..термической деструкции полимера; 30. Под термоокислительной стабилизацией полимеров понимают применение…. А:….. добавок, которые снижают скорость процессов окисления и термической деструкции; Б:….. добавок, которые снижают вязкость полимеров; В:….. добавок, которые снижают температуру массы полимера. 31. Термостабильность расплава полимера при повышении температуры в условиях сдвигового воздействия А:….. не изменяется; Б:….. снижается; В:….. изменяется по кривой с максимумом. 32. Время термостабильности расплава полимера это временной промежуток, в течение которого…. А:….. при прогреве расплава его вязкость изменяется не больше, чем на 15% от исходного значения, а также не выделяются летучие продукты и не меняется окраска материала; Б:….. в расплаве полимера не протекают термоокислительные процессы; В:….. происходит снижение вязкости расплава до уровня, соответствующего методу переработки 33. Термостабильность расплава полимера с повышением температуры… А:….. снижается по экспоненциальному закону; Б:….. снижается по линейному закону; В:….. возрастает по экспоненциальному закону. 34. Влияние влажности материала 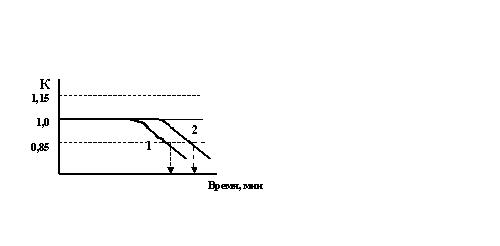 Список литературы к разделу «Термостабильность расплава полимеров» 1.Основы технологии переработки пластмасс. Учебник для вузов./ С.В.Власов, Л.Б. Кандырин, В.Н. Кулезнев и др. – М.: Химия, 2006.- С. 146 – 151, 152 – 153, 157 – 159, 162 – 166. 2. Ушакова О.Б. Реологические свойства термопластов. Лабораторный практикум по курсу ОТПП. Часть 1. – М.: ИПЦ МИТХТ им. М.В. Ломоносова, 2010. – С. 18 – 22. 3. Калинчев Э.Л., Саковцева М.Б. Свойства и переработка термопластов: Справочное пособие. – Л.: Химия, 1983. – С. 140-190. 4. КИНЕТИКА ОТВЕРЖДЕНИЯ ПРЕСС-ПОРОШКОВ 1. При оценке кинетики отверждения литьевых марок термореактивных пресс-порошков следует использовать пресс-форму А: тип В; Б: тип А ; В: тип Б. 2. Для фенопластов при определении кинетики отверждения стандартной температурой является А: 170оС; Б: 150оС; В: любая температура ниже Т дестр. пресспорошка. 3. При повышении температуры время вязко-пластичного состояния для пресс-порошков: А: увеличивается; Б: снижается; В: не изменяется. 4. Для оценки текучести пресс-порошков при формовании наряду с прибором Р-1 используют А: метод Рашига; Б: метод стаканчика; В: метод капиллярной вискозиметрии. 5. Временной интервал, в течение которого из пресс-материала может быть отформовано изделие, соответствует А: продолжительности отверждения; Б: продолжительности вязко-пластичного состояния; В: продолжительности выдержки материала в пресс-форме. 6 При повышении температуры время отверждения пресс-порошков А: снижается ; Б: увеличивается; В: остается неизменным.. 7 В состав пресс-порошков древесный наполнитель вводится для: А: для повышения вязкости материала; Б: повышения ударостойкости материала; В: для снижения расхода связующего. 8 Процесс отверждения фенолоформальдегидного пресс-порошка при увеличении содержания отвердителя А: замедляется; Б: ускоряется; В: идет с неизменной скоростью. 9 Скорость отверждения пресс-порошков резольного типа ниже, чем новолачного типа А: из-за большей разветвленности молекул резольного связующего; Б: из-за меньшей вязкости резольного связующего; В: из-за наличия в составе новолачных пресс-порошков большего количества отвердителя. 10.Отвердители вводят в состав резольных пресс-порошков А: для формирования 3-х мерной структуры материала в результате отверждения; Б: для снижения температуры отверждения; В: для создания равномерной степени отверждения материала в объеме изделия. 11. 100% степень отверждения связующего в изделиях из пресс-порошков может быть достигнута А: никогда; Б: при высоких температурах прессования; В: при большой длительности отверждения. 12 Повышение температуры отверждения изделий из пресс-порошков приводит А: к пропорциональному уменьшению времени вязко-пластичного состояния; Б: к изменению времени вязко-пластичного состояния по экспоненциальному закону; В: к снижению времени вязко-пластичного состояния по экспоненциальному закону; 13. Время смыкания пресс-формы должно быть А: больше времени вязко-пластичного состояния перерабатываемого материала при температуре пресс-формы; Б: меньше времени вязко-пластичного состояния перерабатываемого материала при температуре пресс-формы; В: меньше времени отверждения изделия в форме. 14. При ступенчатом повышении температуры в процессе прессования можно обеспечить А: сокращение времени отверждения; Б: повышение однородности сшитой структуры материала в изделии; В: повышение степени отверждения и однородности сшитой структуры материала в изделии. 15. Время отверждения изделия в форме определяется (для одного и того же материала при заданной температуре и давлении): А: временем отверждения; Б: толщиной изделия; В: формой и толщиной изделия. 16. Отвердители в состав новолачных пресс-порошков вводят А: для формирования 3-х мерной структуры материала в результате отверждения; Б: для снижения температуры отверждения; В: для создания равномерной степени отверждения материала в объеме изделия. 17. На точность определения времени вязко-пластичного состояния при испытаниях пресс-порошков на приборе Р-1 влияет А: скорость загрузки материала в измерительную камеру прибора; Б: временной промежуток между завершением загрузки материала и созданием давления на материал; В: объем загружаемого материала. 18. С увеличением времени выдержки в форме деформация при сдвиге образцов прессматериалов: А: увеличивается; Б: снижается; В: изменяется по кривой с максимумом. 19. Вязко-пластичные свойства материала и кинетику отверждения на начальной и промежуточной стадии при температуре его переработки определяют А: без предварительной выдержки материала в форме прибора Р-1; Б: при предварительной выдержке материала в форме прибора Р-1 в течение 2 минут; В: при предварительной выдержке материала в форме прибора Р-1 в течение 1 минуты; . 20. Величина зазора между ротором и стенкой рабочей камеры прибора Р-1 влияет на скорость отверждения пресс-материала (ответ 1) или продолжительность его прогрева до температуры отверждения (ответ 2): А: ответ 1; Б: ответ 2; В: оба ответа. 21. При проведении стандартных испытаний по оценке кинетики отверждения фенолоформальдегидных пресс-порошков за время отверждения принимается: А: время достижения максимальной величины напряжения сдвига; Б: время достижения напряжения сдвига 4 МПа, В: время достижения напряжения сдвига 6 МПа. 22. С увеличением времени выдержки в форме прочность при сдвиге образцов прессматериалов: А: увеличивается; Б: не меняется; В: изменяется по кривой с максимумом. 23. За стандартное время отверждения пресс-порошков при оценке кинетики отверждения на приборе Р-1 принимается время достижения напряжения сдвига 6,0 МПа поскольку А: за это время достигается максимальная степень отверждения; Б: прочность, соответствующая 6,0 МПа обеспечивает формоустойчивости изделий; В: увеличение времени отверждения сверх стандартного ведет к деструкции материала. 24. Метод Б при стандартных испытаниях пресс-материалов на приборе Р-1 позволяет: А: определить константу скорости отверждения прессматериала при стандартной температуре; Б: определить структурно-механические свойства отверждающейся массы при температуре переработки; В: определить стандартное время отверждения испытуемого материала. 25. Угол наклона кривой отверждения пресс-материала, получаемой на приборе Р-1 с повышением температуры А: уменьшается; Б: повышается; В: не изменяется. 26. При проведении стандартных испытаний по оценке кинетики отверждения аминоформальдегидных пресс-порошков за время отверждения принимается: А: время достижения максимальной величины напряжения сдвига, равного 0,5 от максимального; Б: время достижения напряжения сдвига 4 МПа, В: время достижения напряжения сдвига 6 МПа. 27. При ступенчатом повышении температуры в процессе прессования можно обеспечить: А: повышение степени отверждения и однородности сшитой структуры материала в изделии; Б: повышение однородности сшитой структуры материала в изделии; В: сокращение времени отверждения. 28.Уменьшение времени отверждения пресс-порошка при скорости деформации 15 с-1, по сравнению со скоростью 0,015 с-1, обусловлено А: большей константой скорости отверждения литьевых материалов, чем у прессовочных; Б: тем, что с ростом интенсивности деформации материала растет количество тепла, выделяющегося за счет трения, и быстрее достигается температура, при которой интенсивно идет процесс отверждения; В: большим экзотермическим эффектом при отверждении литьевых материалов, чем у прессовочных; 29. Рекомендуемая степень отверждения пресс-порошков при изготовлении изделий электротехнического назначения выше, чем конструкционных, поскольку А: с ростом степени отверждения растут прочностные характеристики изделий; Б: с ростом степени отверждения повышается электросопротивление изделий; В: для изделий электротехнического назначения степень отверждения не влияет на эксплуатационные требования. 30. Константа скорости реакции отверждения пресс-порошков может быть рассчитана при температуре отличающейся от стандартной по уравнению: А:  Б: Б:  ; ;В: k = kcт exp [U/RTcт] 31. С увеличением времени выдержки в форме деформация при сдвиге образцов прессматериалов: А: увеличивается; Б: снижается; В: изменяется по кривой с максимумом. 32. Повышение напряжения сдвига на начальном участке кинетической кривой отверждения пресс-порошков связано: А: с резким повышением числа сшивок; Б: преодолением сил сцепления между частицами пресс -порошка и разрушением его исходной структуры, сформировавшейся при изготовлении материала. ; В: с повышением коэффициента трения материала о стенки формы при нагревании . 33. Кинетической кривой отверждения пресс-порошков, предназначенных для литья под давлением, соответствует кривая : 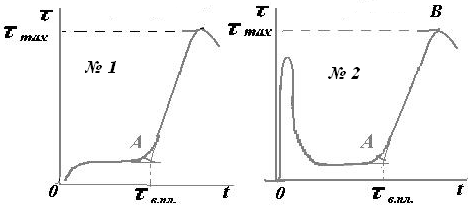 А: № 1; Б: ни одна из кривых; В: № 2 . Список литературы к разделу «Кинетика отверждения пресс-порошков» 1. Основы технологии переработки пластических масс. / Под редакцией В.Н. Кулезнева и В.К. Гусева. Учебник для вузов. – М.: Химия, 2006 г. – С. 42 – 73, 265 – 285, 419 – 437. 2. Ушакова О.Б. «Технологические свойства реактопластов». Лабораторный практикум по ОТПП. Часть 2. – М.; ИПЦ МИТХТ им. М.В. Ломоносова. – С. 29 – 50. 3. Ставров В.П., Дедюхин В.Г., Соколов А.Д. Технологичес-кие испытания реактопластов. – М.,: Химия, 1981, 248 с. 4. Шембель А.С., Антипина О.М. Сборник задач и проблемных ситуаций по технологии переработки пластмасс. – Л.: Химия, 1990. – С. 175 – 211. 15. Время отверждения изделия в форме определяется (для одного и того же материала при заданной температуре и давлении): А: скоростью отверждения; Б: толщиной изделия; В: формой и толщиной изделия. 5 ОПРЕДЕЛЕНИЕ КОНСТАНТ УРАВНЕНИЯ СОСТОЯНИЯ РАСПЛАВА ПОЛИМЕРА МЕТОДОМ ДИЛАТОМЕТРИИ 1. Уравнение состояния для расплавов полимеров имеет следующий вид: А: PV = RT; Б:  ; ; В:  ; ;2. Увеличение степени разветвленности полиэтилена: А: приводит к росту удельного объема полимера; Б: не влияет на величину удельного объема полимера; В: приводит к снижению удельного объема полимера. 3 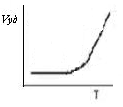 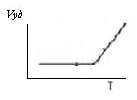 . Зависимость «удельный объем – температура» для аморфного низкомолекулярного вещества соответствует . Зависимость «удельный объем – температура» для аморфного низкомолекулярного вещества соответствует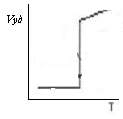
А Б; Б: В; В: А. 4 Физический смысл константы уравнения состояния расплава полимера «ω» – : А: удельный объем собственно макромолекулы полимера; Б: удельный объем полимера; В: отсутствует. 5. При увеличении скорости охлаждения образца аморфного полимера (при постоянном давлении) значение температуры затвердевания А: уменьшится; Б: увеличится ; В: не изменится. 6. С увеличением давления при определении зависимости его удельного объема от температуры кривая «V - T» пойдет А: выше; Б: не сместится; В: ниже. |