Тесты по технологии переработки пластмасс. Все тесты по ОТПП. Сборник вопросов для тестирования по курсу технология переработки пластмасс Направление подготовки 18. 03. 01 Химическая технология
 Скачать 278.07 Kb. Скачать 278.07 Kb.
|

|
7. Зависимость «удельный объем – температура» для кристаллического полимера соответствует 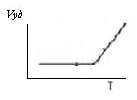 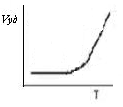 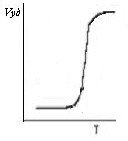
А: Б; Б: В; В: А. 8 Физический смысл константы уравнения состояния расплава полимера «π» – А: постоянная, равная отношению длины окружности к диаметру; Б: внутренне давление в полимере, обусловленное межмолекулярным взаимодействием; В: внутренне давление в полимере, обусловленное внешним давлением на образец. 9 Удельный объем полимера это А объем одного моля полимера; Б: величина, обратно пропорциональная его плотности; В: объем единицы массы гранулированного полимера. 10. На зависимости «Vуд – Т» образцу ПП с большей степенью кристалличности соответствует кривая 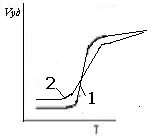 А: №1; Б: №2; В: недостаточно информации для оценки. 11. Уравнение состояния расплава полимера может быть применено для описания зависимости «Vуд – Т» для кристаллического полимера в интервале А: от – 273оС до Тдестр; Б: от Т пл до Т дестр; В: от +20оС до Т текучести. 12. Данные о значениях констант уравнения состояния позволяют рассчитать А давление в форме, необходимое для обеспечения оптимального удельного объема конкретного полимера при известной температуре формы и величине удельного объема; Б: давление в форме, необходимое для обеспечения оптимального удельного объема конкретного полимера при комнатной температуре и величине удельного объема; В: давление впрыска расплава, необходимое для обеспечения оптимального удельного объема конкретного полимера при известной температуре формы и величине удельного объема; 13. Отличие вида зависимости « удельный объем – температура» для кристаллических низкомолекулярных веществ и полимеров связано: А: с наличием различий в размерах кристаллитов в образце полимера и постоянством размеров кристаллов для низкомолекулярных веществ: Б: с наличием ММР для полимерных образцов и единственным значением ММ для низкомолекулярных: В: с наличием свободного объема в образцах полимеров и отсутствием его в образцах низкомолекулярных веществ. 14. При повышении температуры (при постоянном давлении) сжимаемость полимерного образца А снижается; Б: не изменяется; В: повышается. 15. При введении пластификаторов величина удельного объема полимера: А: снижается; Б: увеличивается; В: не изменяется. 16. Изменение объема полимерных образцов при нагревании или охлаждении связано: А с изменением собственного объема макромолекул; Б: с изменением свободного объема полимера; В: с изменением химической структуры полимера. 17. Уравнение состояния расплава полимера может быть применено для описания зависимости «Vуд – Т» для аморфного полимера в: А любом интервале температур; Б: в интервале от минус 273оС до Т дестр; В: только в интервале от Тпл до Т дестр. 18. На зависимости «Vуд – Т» образцу ПП с меньшей степенью кристалличности соответствует кривая А : №1; Б: №2; В: недостаточно информации для оценки. 19. При уменьшении скорости охлаждения образца аморфного полимера (при постоянном давлении) значение температуры затвердевания А: увеличится; Б: уменьшится; В: не изменится. 20. При введении наполнителя значение константы уравнения состояния расплава полимера «ω»: А уменьшается; Б: увеличивается; В: не изменится. 21. Зависмости «Vуд - Т» для аморфного полимера соответствует кривая
22. Уравнение состояния расплава полимера позволяет непосредственно рассчитать для аморфного полимера: А объемную усадку полимера при охлаждении из расплава; Б: линейную усадку полимера при охлаждении из расплава; В: среднюю линейную усадку полимера при охлаждении из расплава. 23. При увеличении скорости нагрева кристаллического образца температурный интервал плавления (на зависимости «Vуд - Т»): А: смещается в сторону меньших температур; Б: смещается в сторону более высоких температур; В: не изменяется. 24. Отличие вида зависимости « удельный объем – температура» для кристаллических низкомолекулярных веществ и полимеров связано: А: с наличием свободного объема в образцах полимеров и отсутствием его в образцах низкомолекулярных веществ. Б: с наличием ММР для полимерных образцов и единственным значением ММ для низкомолекулярных: В: с наличием различий в размерах кристаллитов в образце полимера и постоянством размеров кристаллов для низкомолекулярных веществ: 2 5. Зависмости «Vуд - Т» для аморфного полимера соответствует кривая
А: №1; Б: №2; В: №3. 26. Изменение объема полимерных образцов при нагревании или охлаждении связано: А с изменением собственного объема макромолекул; Б: с изменением свободного объема полимера; В: с изменением химической структуры полимера. 27. Значение константы π в уравнении состояния для расплавов полимеров с ростом полярности полимера А: снижается; Б: не изменяется; В: увеличивается 28. Уравнение состояния расплава полимера может быть применено для описания зависимости «Vуд – Т» для кристаллического полимера в интервале А: от Т пл до Т дестр; Б: от – 273оС до Тдестр ; В: от +20оС до Т текучести. 29 Физический смысл константы уравнения состояния расплава полимера «π» – : А: внутренне давление в полимере, обусловленное межмолекулярным взаимодействием; Б: постоянная, равная 3,14; В: внутренне давление в полимере, обусловленное внешним давлением на образец. 30. Уменьшение степени разветвленности полиэтилена: А: приводит к росту удельного объема полимера; Б: не влияет на величину удельного объема полимера; В: приводит к снижению удельного объема полимера. 31. При введении минерального наполнителя в полимер удельный объем композиции по сравнению с удельным объемом полимера А уменьшится; Б: не изменится В: увеличится 32. При увеличении скорости охлаждения образца аморфного полимера (при постоянном давлении) значение температуры стеклования А: повысится; Б: снизится ; В: не изменится. 33 Сшивка аморфного полимера приводит А: к увеличению удельного объема Б: к снижению удельного объема; В: не влияет на величину удельного объема Список литературы к разделу «Дилатометрия» 1. Основы технологии переработки пластмасс. / Под ред. Кулезнева В.Н. и Гусева В.К. , М.: Химия, 2006. – С. 449, 454, 2. Кулезнев В.Н., Шершнев В.А. - Химия и физика полимеров. М.: КолосС, 2007. – С168 -171, 172 -174, 204 -208. 3.Лапшин В.В. Основы переработки термопластов литьем под давлением, М.: Химия, 1974. – С. 39 – 48, 137 – 150. 4. Мак-Келви Д.М. Переработка полимеров /Пер. с англ. М.: Химия, 1965. – С. 370 - 372. 5. Ван Кревелен Д.В. свойства и химическое строение полимеров /Пер. с англ., . М.: «Химия» , 1976. - С. 92 – 95. 6 ПОСТРОЕНИЕ РАБОЧЕЙ ХАРАКТЕРИСТИКИ МОДЕЛИ ОДНОШНЕКОВОГО ЭКСТРУДЕРА 1. Процесс экструзии полимеров на одношнековых машинах – А: это процесс получения из исходного полимерного материала непрерывных профильных изделий путем непрерывного выдавливания расплава через формующий инструмент; Б: это периодический процесс; предназначенный для производства профильных изделий конечной длины; В: это процесс формования изделий путем продавливания расплава через формующую головку. 2. При экструзии поливинилхлоридных композиций используется А: шнек общего назначения с тремя зонами; Б: конический шнек с плавным уменьшением диаметра тела шнека; В: двухзонный шнек с резким изменением глубины нарезки после зоны загрузки. 3. Температура шнека в зоне загрузки должна быть А: выше температуры стенки цилиндра; Б: ниже температуры стенки цилиндра; В: одинаковой с температурой стенки цилиндр . 4. Производительность экструдера определяется А: величиной прямого потока, создаваемого шнеком и циркуляционным потоком; Б: величиной обратного потока; В: суммой трех потоков: прямого, обратного и потока утечек. 5. Шнеки общего назначения используются при переработке термостабильных аморфных полимеров и полимеров с малой степенью кристалличности, таких как А: полистирол; Б: полиэтилен высокой плотности; В: поликарбонат 6. Стабильность производительности экструзии определяется А: стабильностью подачи сырья в зону загрузки; Б: температурой перехода полимера в вязко-текучее состояние; В: температурой деструкции полимера. 7. Повышение температуры в зоне гомогенизации (дозирования) ведет к А: повышению производительности экструдера; Б: снижению производительности по шнеку; В: повышению производительности по шнеку. 8. Уменьшение глубины нарезки по длине шнека необходимо для А: уплотнения расплава полимера; Б: увеличения величины обратного потока ; В: снижения потока утечек. 9.: Температура полимера в зоне загрузки: А: должна быть выше температуры плавления полимера; Б: должна быть ниже температуры плавления полимера; В: не определяется температурой плавления или текучести полимера . 10. С увеличением числа оборотов шнека производительность экструдера А: не изменяется; Б: повышается; В: снижается. 11. На выходе из рабочего цилиндра устанавливается решетка А: для повышения давления перед головкой; Б: для крепления фильтрующих сеток; В: для повышения температуры расплава. 12. Влияние поток утечек на производительность возрастает А: при увеличении числа оборотов шнека; Б: при повышении вязкости расплава; В: при износе пары «шнек-цилиндр»; . 13. Применение каналов с неглубокой нарезкой шнека: А: ухудшает качество гомогенизации расплава; Б: не приводит к изменению качества гомогенизации; В: улучшает качество гомогенизации, особенно в зоне выдавливания 14. При использовании порошкообразного материала без принудительного дозирования: А: производительность экструдера нестабильна; Б: производительность экструдера такая же, как при использовании гранулята; В: производительность экструдера улучшается. 15. При увеличении давления перед формующей головкой производительность ее: А: снижается пропорционально величине давления; Б: возрастает пропорционально еP; В: возрастает прямо пропорционально величине давления. 16. Применение шнеков с глубокой нарезкой целесообразно для нетермостабильных материалов А: так как в таких каналах ниже скорость сдвига; Б: так как в таких каналах выше скорость сдвига; В: так же как и для термостабильных. 17. С ростом давления перед головкой производительность экструдера по шнеку А: снижается; Б: не изменяется; В: повышается. 18. Смесительный эффект в одношнековом экструдере обеспечивается А: за счет повышения давления в зоне гомогенизации (дозирования); Б: за счет циркуляционных потоков; В: за счет установки фильтрующих сеток. 19. Установка фильтрующих сеток необходима для А: исключения попадания в головку не проплавленных частиц полимера и посторонних включений; Б: для повышения сопротивления на выходе расплава из шнека; В: для повышения давления перед головкой. 20. Перемещение материала по направлению от загрузочного окна к формующей головке будет происходить А: если сила трения «материал - поверхность шнека» будет меньше, чем «материал – поверхность материального цилиндра»; Б: если сила трения «материал – поверхность шнека» будет больше, чем «материал – поверхность материального цилиндра»; В: в любом случае. 21. Плавление пробки полимера в зоне пластикации происходит А: под действием тепла, выделяющегося из-за внутреннего вязкого трения в материале в тонком слое расплава при сдвиговых деформациях; Б: за счет тепла, подводимого нагревателями к стенке рабочего цилиндра; В: за счет тепла, выделяющегося из-за внутреннего вязкого трения в материале и тепла, подводимого нагревателями 22. При производстве трубы и пленки следует использовать полимерный материал более вязкий: А: в случае трубы; Б: в случае пленки; В: в любом случае. 23. При плавлении пробки полимера слой расплава соскребается со стенки цилиндра А: и собирается перед толкающей гранью; Б: и собирается на поверхности шнека; В: и проталкивается в зазор между гребнем шнека и стенкой. 24. При отсутствии сопротивлений течению расплава на выходе из шнека экструдер работает как винтовой насос . А: с максимальной производительностью Q; Б: с минимальной производительностью Q; В: с производительностью Q, обусловленной потоком утечек. 25. При увеличении глубины канала шнека производительность по шнеку А: не изменяется; Б: снижается; В: возрастает. 26. При нагреве материала в зоне загрузки выше Тплавления А: падает производительность экструдера; Б: начинается термическая деструкция полимерного материала; В: увеличивается производительность экструдера. 27. Снижение давления в формующей головке определяется: А: площадью поперечного сечения каналов, по которым течет расплав; Б: конфигурацией каналов головки; В: площадью поперечного сечения каналов и их конфигурацией. 28. В зоне плавления полимерный материал находится в канале шнека: А: в твердом состоянии; Б: в двух состояниях: расплавленном и твердом; В: в расплавленном состоянии. 29. При прочих равных условиях пульсация производительности А: меньше у экструдеров с большим L/D; Б: меньше у экструдеров с меньшим L/D; В: не зависит от L/D. 30: При повышении температуры в зоне дозирования производительность экструдера: А: по шнеку возрастает, а по головке снижается; Б: по шнеку снижается, а по головке возрастает; В: снижается как по шнеку, так и по головке.. 31. Разнотолщинность экструдируемых изделий: А: увеличивается при большей пульсации производительности; Б: уменьшается при большей пульсации производительности; В: не связана с пульсацией производительности. 32. Повышение давления на фильтрующих сетках служит показателем А: снижения температуры расплава в зоне гомогенизации (дозирования); Б: засорения, т. е. увеличения сопротивления сеток; В: повышения вязкости расплава. 33. Уменьшение площади сечения каналов головки при сохранении их конфигурации: А: приводит к повышению производительности головки; Б: не влияет на производительность головки; В: приводит к снижению производительности головки. СПИСОК ЛИТЕРАТУРЫ К РАЗДЕЛУ «ПОСТРОЕНИЕ РАБОЧЕЙ ХАРАКТЕРИСТИКИ МОДЕЛИ ОДНОШНЕКОВОГО ЭКСТРУДЕРА» 1.Основы технологии переработки пластмасс /Под ред. Кулезнева В.Н. и Гусева В.К. – М.: Химия, 2004 – с. 372 – 418. 2. Ушакова О.Б. Построение рабочей характеристики одношнекового экструдера. Лабораторный практикум по курсу «Основы технологии переработки пластмасс». – М.: ИПЦ МИТХТ им. М.В. Ломоносова, 2010. – С. 3 - 21 3. Раувендааль К. Экструзия полимеров. С-Пб.: Профессия, 2006. – 850с. 4. Бортников В.Г. Основы технологии переработки пласти-ческих масс: Учебное пособие для вузов. – Л.: Химия, 1983. – С.103 – 132. 5. Тадмор З., Гогос К. Теоретические основы переработки полимеров. //Пер.с англ. – М.: Химия, 1984. – С 418 – 423 и С. 428 - 438. 6 .Шембель А.С., Антипина О.М. Сборник задач и проблемных ситуаций по технологии переработки пластмасс, Л.: Химия, 1990. – С. 9 – 30. 7 ОЦЕНКА КАЧЕСТВА СМЕШЕНИЯ 1 Хорошему качеству смешения компонентов соответствует кривая распределения плотности образцов А: №1; 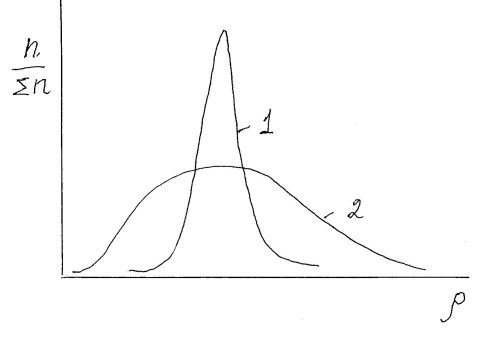 Б: №2; В: ни одна из них. 2. Введение наполнителей в расплав полимера проводится А: в турбулентном режиме; Б: в ламинарном режиме, В: в зависимости от содержания наполнителя. 3. Характер распределения частиц сажи, показанный на рис. «1», может быть достигнут при исходном положении наполнителя между 2-мя цилиндрами:
Б: №3, В: №4 4. Качество распределения наполнителя в объеме системы при постоянном числе оборотов мешалки с увеличением продолжительности смешения… А: не изменится; Б: улучшится, В: ухудшится. 5. Задача диспергирующего смешения…. А: статистически равномерно распределить частицы по объему системы ; Б: разрушить агрегаты и статистически равномерно распределить составляющие их частицы по объему полимера, В: разрушить агрегаты частиц 6. Распад агрегатов при диспергирующем смешении идет тем эффективнее, чем А: чем выше вязкость среды ; Б: чем ниже вязкость среды, В: чем больше перемешиваемый объем 7. Распад агрегатов при диспергирующем смешении идет тем эффективнее, чем А: чем больше периметр зазора; Б: чем меньше толщина зазора, в котором осуществляется диспергирование; В: чем больше толщина зазора, в котором осуществляется диспергирование. 8. При диспергирующем смешении, если температура и концентрация НП постоянны, определяющим фактором является А: суммарная деформация сдвига; Б: суммарная деформация сдвига и напряжение сдвига, В: напряжение сдвига. 9. Введение ПАВ в перемешиваемую систему А: снижает вязкость системы; Б: способствует формированию дисперсными частицами цепочечной структуры; В: способствует ослаблению связей в агрегатах. 10. Понижение температуры расплава при введении наполнителя…. А: повышает эффективность перемешивания; Б: снижает эффективность перемешивания, В: не влияет на эффективность перемешивания. 11. Роль фактора времени при введении пластификатора в полимер А: состоит в обеспечении самопроизвольной молекулярной диффузии пластификатора полимер; Б: состоит в обеспечении снижения вязкости системы; В: состоит в обеспечении большего напряжения сдвига. 12. При смешения расплавов ПЭВП с ПП (соотношение 80 к 20) в экструдере минимальный размер частиц дисперсной фазы будет при А: равенстве вязкостей компонентов смеси; Б: равенстве ПТР компонентов смеси; В: равенстве молекулярных масс компонентов смеси 13. При смешении расплавов ПС и ПЭВП минимальный размер частиц дисперсной фазы будет при их соотношении А: ПС: ПЭВП = 1:1; Б: ПС:ПЭВП = 30:70; В: ПС:ПЭВП = 40:60. 14. Для прогнозирования размера частиц дисперсной фазы при смешении расплавов полимеров А: достаточно знать их ПТР; Б: достаточно знать их вязкости; В: необходимы кривые течения в диапазоне температур смешения. 15. Если при смешении двух полимеров М и N (соотношение 70 : 30) при температуре Т1 приводит к дисперсии N в М, то смешение при Т2 > T1 А: также даст дисперсию N в М, Б: даст дисперсию М в N; В: даст структуру смеси в зависимости от влияния температуры на вязкость компонентов. 1 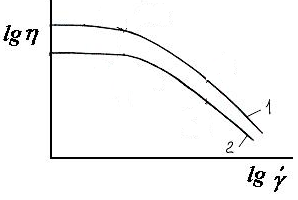 6. Если для пары полимеров С (кривая 1) и Д (кривая 2) 6. Если для пары полимеров С (кривая 1) и Д (кривая 2) зависимость вязкости от скорости сдвига соответствует рисунку 1, то А: для их смеси при некотором значении скорости сдвига возможно обращение фаз; Рисунок 1 Б: их смесь сохранит фазовую структуру в рассматриваемом диапазоне скоростей сдвига; В: при некоторой скорости сдвига возможно образование структуры, псевдо «взамопроникающей сетки». 1 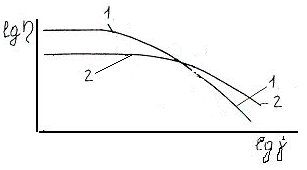 7. Если для пары полимеров Р (кривая 1) и К (кривая 2) 7. Если для пары полимеров Р (кривая 1) и К (кривая 2) зависимость вязкости от скорости сдвига соответствует рисунку 2, то А: для их смеси при некотором значении скорости сдвига возможно обращение фаз; Рисунок 2 Б: их смесь сохранит фазовую структуру в рассматриваемом диапазоне скоростей сдвига; В: при некоторой скорости сдвига возможно образование структуры, псевдо «взамопроникающей сетки». 18. При идеальном ламинарном смешении качество смеси определяется А: тольковеличиной суммарной деформации сдвига; Б: только соотношением компонентов; В: только исходным размером агрегатов частиц. 19.Обработка наполнителей ПАВами А: способствует разрушению агрегатов при смешении; Б: предупреждает образование агрегатов частиц наполнителя; В: снижает вязкость композиции при смешении. 20. При смешении полимера С (вязкость расплава 102 ПА*с) с полимером Д (вязкость расплава 103 ПА*с) в соотношении 80:20 дисперсная фаза будет образована … А: полимером Д; Б: полимером С; В: образуется структура аналогичная взаимопроникающим сеткам 21. При смешении полимера С (вязкость расплава 102 ПА*с) с полимером Д (вязкость расплава 103 ПА*с) в соотношении 80:20 размер частиц дисперсной фазы 3 мкм, при соотношении С : Д =50:50 размер частиц А: уменьшится; Б увеличится; В: не изменится. 22. При соотношении полимера С (вязкость расплава 102 Па*с) и полимера Д (вязкость расплава 103 Па*с) 80 : 20 размер частиц дисперсной фазы 3 мкм, при смешении полимера С с полимером М (вязкость расплава 104Па*с) в том же соотношении размер частиц А: увеличится; Б: уменьшится; В: не изменится. 23. При введении в полиэтилен дисперсного наполнителя на вальцах с уменьшением величины зазора между валками эффективность смешения… А: уменьшится; Б не изменится; В: повысится. 24. При введении в полиэтилен дисперсного наполнителя на вальцах с повышением температуры валков эффективность смешения… А: уменьшится; Б не изменится; В: повысится. 25. Выбор типа смесителя для получения смесей определяется А: уровнем вязкости смешиваемых компонентов; Б: соотношением компонентов; В: объемом перемешиваемой смеси. 26. Форма частиц дисперсной фазы в смесях полимеров определяется… А: величиной межфазного натяжения; Б: величиной вязкости дисперсионной среды; В: соотношением межфазного натяжения и вязкости дисперсионной среды. 27. При обработке экспериментальных данных по распределению плотности образцов наполненной композиции расчет доли частиц наполнителя ведется исходя … .А: из разных средних диаметров частиц полимерной фазы и наполнителя; Б: из одинакового размера частиц наполнителя и полимерной фазы; В: только из содержания наполнителя в композиции. 28. Предельная величина индекса смешения для композиции достигается на каждой смесительной установке….. А: при одной и той же величине суммарной деформации сдвига; Б: при разных величинах суммарной деформации сдвига; В: при одинаковых перемешиваемых объемах. 29. Абсолютная величина среднего размера частиц дисперсной фазы в смесях полимеров зависит … А: от соотношения вязкостей компонентов: Б: от соотношения вязкостей компонентов и соотношения упругостей их расплавов; В: от соотношения упругостей расплавов компонентов. 30. При наполнении полиамида тальком целесообразно вводить наполнитель… А: вместе с гранулятом в зону загрузки экструдера; Б: путем раздельной подачи с гранулятом в зону плавления экструдера В: путем раздельной подачи с гранулятом в зону дозирования. 31. При наполнении полиамида рубленным стекловолокном целесообразно вводить наполнитель… А: вместе с гранулятом в зону загрузки экструдера; Б: путем раздельной подачи гранулята в зону загрузки и стекловолокна в зону плавления экструдера В: путем раздельной подачи гранулята и стекловолокна в зону дозирования. 32. При одинаковом соотношении вязкостей компонентов смеси полимеров увеличение соотношения упругостей компонентов А: приведет к росту среднего диаметра частиц дисперсной фазы; Б: приведет к снижению среднего диаметра частиц дисперсной фазы; В: не приведет к изменению среднего диаметра частиц дисперсной фазы. 33. Наиболее чувствительным показателем к качеству распределения наполнителя в объеме композиции является…. А: показатель ударостойкости композиции; Б: относительная деформация при разрыве; В: модуль упругости при растяжении. СПИСОК ЛИТЕРАТУРЫ К РАЗДЕЛУ «ОЦЕНКА КАЧЕСТВА СМЕШЕНИЯ» 1. Основы технологии переработки пластмасс /под ред. В.Н. Кулезнева и В.К. Гусева . – М. Химия, 2006. – С. 120 -131, 132 – 137, 197 -201. 2. Ушакова О.Б. Оценка качества смешения полимерных композиций. Лабораторный практикум по курсу ОТПП. |