олреку. Схема производства
 Скачать 32.12 Kb. Скачать 32.12 Kb.
|

Схема производства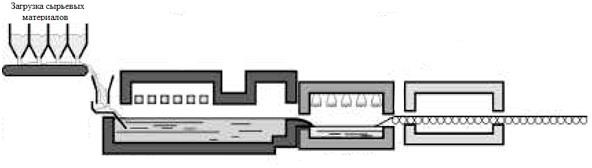 Шихта (кварцевый песок, кальциевая сода, известняк и др.) поступает в печь для расплава, где при температуре 1600 °C плавится, образуя стекломассу. Полученная стекломасса направляется на ванну с расплавом олова, образуя на поверхности непрерывную ленту (температура в ванне 1100 °C). Контроль тол- щины производимого стекла осуществляется расположенными в ванне борто- формирующими машинами. Температура полученной ленты 600 °C). Далее лента охлаждается до 50 °C и отправляется в органические сканеры для контроля качества. Общая характеристика сырьяВсе сырьевые материалы, применяемые для варки стекла, в зависимости от их назначения можно разделить на основные и вспомогательные. К основным относятся материалы, с которыми в состав стекольной шихты вводятся необхо- димые для данного вида стекла кислотные и основные оксиды. Вспомогательные сырьевые материалы вводят в состав шихты для изменения тех или иных свойств стекломассы. К ним относятся вещества, создающие восстановительную или окислительную среду в шихте, расплаве, которые ускоряют стеклообразование и обесцвечивание стекломассы, а также окрашивают стекло. Основные стеклооб- разующие оксиды вводятся в состав сырья со следующими сырьевыми материа- лами: SiO2 – с кварцевым песком, песчаником, кварцитом (редко) и жильным кварцем; СаО и MgO – с доломитом; СаО – с известняком и мелом; Al2O3 (ча- стично Na2O, K2O, SiO2) – с пегматитом, полевым шпатом и полевошпатовым концентратом; Na2O, K2O с содой, сульфатом, поташом. Могут добавляться и другие компоненты, в зависимости от типа и качества производимого стекла. Общими требованиями ко всем видам стекольного сырья являются чистота и од- нородность по составу. Чистота сырьевых материалов определяется, в частности, содержанием оксидов железа. Наибольшее загрязнение в стекло вносят песок и пегматит. Необогащенные пески вносят более 40 % всего содержащегося в стекле железа, пегматит – 26 %. Обогащенные пески вносят до 19 % железа, а пегматит до 50 %. Третьим по степени загрязнения стекла является доломит. Кремнеземсодержащее сырье является основным компонентом стекольной шихты (более 70 %), поэтому к такому сырьевому материалу предъявляются особо жесткие требования в части содержания загрязняющих примесей. Сте- кольными песками называются пески, содержащие более 95 % кремнезема (SiO2) и относительно немного окрашивающих примесей. Кварцевые пески содержат более 98 % SiO2 и до 1,5 % Al2O3. Среди материалов, применяющихся для введения в стекольную шихту, кварцевые пески составляют 86 %, песчаники – 12 %, кварц до 2 %. 6 Для введе- ния в состав стекла CaO и MgO применяются доломиты (CaCO3 MgCO3). Для введения только оксида кальция – известняк (CaO), мел (CaCO3). Перечисленные виды сырья являются осадочными горными породами. Карбонатное сырье со- держит железо в виде тонкодисперсных, равномерно распределенных примесей, что делает невозможным их эффективное извлечение и удаление. Отсюда очень высокие требования к чистоте карбонатного сырья по содержанию соединений железа. Вводить в стекло глинозем наиболее выгодно через пегматит и поле- вошпатовые продукты, которые легко провариваются и одновременно с глино- земом вводят в состав стекла щелочи и кремнезем, то есть позволяют частично заменить дефицитную соду. Оксид натрия вводят в состав стекла с кальциниро- ванной содой, сульфатом натрия, содово-поташной смесью, а также попутно, при использовании полевошпатовых горных пород. Для ускорения варки стекло- массы в нее вводят стекольный бой (20 – 40 %), получаемый в производстве (об- ратный бой) или приобретаемый на стороне. Наварка стекла в стекловаренной печи после ее постройки или холодного ремонта осуществляется чистым сте- кольным боем для предохранения огнеупора печи от разъедания шихтой. Стекольный бой должен быть однородным по составу, промыт от пыли и очищен от посторонних примесей. Для получения цветных стекол в шихту добавляют различные красители, которые при варке равномерно растворяются или распре- деляются в виде коллоидных частиц, обуславливая избирательное поглощение стеклом световых лучей. При окраске растворением применяют оксиды различ- ных металлов (силикаты оксидов кобальта). При окраске коллоидным способом, краситель распределен в виде мельчайших частиц – коллоидов (соединения се- лена). На окраску стекла оказывает влияние состав стекла и температура варки. Технологические режимыШихта, внесенная в стекловаренную печь, нагретую до температуры варки стекла, проходит ряд разнообразных и сложных превращений. В начале нагрева- ния, еще до наступления химических реакций, в ней протекают некоторые физи- ческие процессы: испарение влаги, полиморфные превращения, термическое разложение компонентов. Затем, еще при сравнительно низких температурах (меньше 400 C), между материалами шихты начинаются химические реакции, сопровождающиеся образованием силикатов. По мере того, как шихта нагрева- ется, в ней появляется расплав различных эвтектик и солей. Образовавшиеся си- ликаты и остатки непрореагировавших компонентов цементируются в плотный монолитный спек. Эта первая стадия варки стекла – силикатообразование. При последующем повышении температуры содержащиеся в спеке силикаты рас- плавляются и растворяются одни в других. Образовавшийся пенистый и непро- зрачный расплав пронизан пузырьками газов, выделяющихся при реакциях, и ча- стицами материалов шихты. С течением времени и по мере нагревания твердые остатки шихты постепенно растворяются в расплаве, пена исчезает и образуется прозрачная стекломасса. На этом стеклообразование (вторая стадия стекловаре- ния) закончено. Однако полученная стекломасса еще не пригодна для выработки. Она содержит пузырьки газов различных размеров и неоднородна по своему хи- мическому составу, то есть состоит как бы из множества различных стекломасс, недостаточно смешанных между собой. Поэтому ее необходимо до выработки освободить от газовых пузырьков – осветлить (третья стадия), и сделать химически однородной – гомогенизировать (четвертая стадия). Наконец стекло- массу нужно остудить (пятая стадия) до такой вязкости, при которой из нее можно выработать изделия. Таким образом, варка стекла делится на пять основ- ных этапов: силикатообразование, стеклообразование, осветление, гомогениза- цию и студку. Это деление в большой степени условно, так как практически в печах всегда одновременно протекают несколько этапов. Большое разнообразие конструкций печей, применяемых в стекольной промышленности, обусловлено прежде всего чрезвычайно широким спектром технологических процессов, осуществляемых при производстве и дальнейшей тепловой обработке материалов. Основным признаком классификации печей яв- ляется их технологическое назначение. Все печи делят на две большие группы: плавильные и нагревательные. В правильных печах после нагрева до температуры плавления материал пе- реходит в другое агрегатное состояние – жидкое, а в нагревательных печах ма- териал сохраняет свое агрегатное состояние. Плавильные печи подразделяются на типы, в которых учитывают конкретный обрабатываемый материал: стекло- варенные, сталеплавильные, чугуноплавильные и т. д. Нагревательные печи де- лятся с учетом технологических задач обработки материалов: отжиговые, су- шильные, прокатные и т. д. С теплотехнической точки зрения в печи любого типа можно выделить два основных процесса: получение теплоты (теплогенерация) и перенос теплоты от источника к нагреваемому материалу (теплообмен). Для не- которых печей главным является процесс теплогенерации, для других – тепло- обмена, а в третьих выделить основной процесс очень трудно, так как теплоге- нерация и теплообмен в них равнозначны. Исходя из этого, все печи можно раз- делить на три большие группы: печи-теплогенераторы, печи-теплообменники и печи смешанного типа. В печах-теплогенераторах теплота выделяется непосред- ственно в самом материале, например, при использовании в стекловаренных пе- чах электрической энергии, причем выделение теплоты происходит во всем объ- еме материала. В них отсутствует процесс теплопередачи к нагреваемому мате- риалу. Теплота возникает и усваивается непосредственно в зоне технологического процесса. Для печей-теплообменников характерны выделение теплоты вне технологической зоны и последующая ее передача обрабатывае- мому материалу в результате развития процессов теплообмена. В этих печах эф- фективность теплообменных процессов определяет совершенство протекания технологических процессов. В печах смешанного типа существует два источника тепловой энергии: внешняя теплопередача от факела (или электронагревателей) и выделение теплоты в самом материале либо за счет экзотермических реакций, либо за счет преобразования электрической энергии в тепловую. Вид процесса теплогенерации, осуществляемого в печном агрегате, в решающей степени опре- деляет как конструкцию печи, так и характер теплообменных процессов, проте- кающих в ее рабочем пространстве. Различают печи с конвективным и радиаци- онным режимам работы. Под конвективным режимом работы печей понимают такие условия, при которых теплоотдача конвекцией имеет преобладающее зна- чение, что характерно для низкотемпературных (до 600 °С) печей. В низкотем- пературных печах топливо сжигают в выносных топках, а необходимую рабочую температуру обеспечивают за счет соответствующего разбавления высокотемпе- ратурных продуктов сгорания холодным воздухом. Конвективный режим ра- боты печей подразделяют на проточный и циркуляционный. Высокотемператур- ные печи (выше 1000 C) характеризуются радиационным режимом тепловой ра- боты, при котором в состоянии лучистого теплообмена находятся три объекта: источник излучения, футеровка рабочего пространства и нагреваемый материал. Основной перечень и краткая характеристика производимых стекол: листовое (оконное) – бесцветное прозрачное стекло, изготавливается флоат-методом, используется для остекления оконных проемов, толщина от 2 до 6 мм, светопропускание не менее 85–90%; витринное – бесцветное прозрачное стекло, изготавливается флоат-ме- тодом, с идеально полированной поверхностью, используется для остекления витрин и стеллажей в торговых и выставочных залах, толщина 6 мм – 10 мм; армированное – бесцветное безопасное стекло, изготавливается методом проката с запрессовкой в расплавленную стекломассу металлической сетки, используется для изготовления фонарей, дверей, межкомнатных и разделитель- ных перегородок, толщина 6 мм – 8 мм; узорчатое – бесцветное или окрашенное в массе стекло с рельефной по- верхностью, изготавливается флоат-методом или методом непрерывного про- ката, используется для изготовления дверей, перегородок, толщина от 4 до 6 мм; теплопоглощающее – бесцветное прозрачное стекло со специальным ме- таллическим или оксидно-металлическим покрытием, регулирующим потери тепла, используется для остекления оконных проемов и структурного остекле- ния зданий, толщина от 3 до 4 мм; закаленное – бесцветное прозрачное безопасное стекло или стекло с функциональным покрытием, упрочненное методом воздушной закалки, имеет прочность при изгибе в 5 – 8 и термостойкость в 2 раза выше, чем у обычного стекла, используется для структурного остекления, изготовления перегородок, полов, лестниц и т. п., толщина от 3 до 8 мм; стемалит — бесцветное прозрачное стекло с цветным прозрачным или глухим эма левым покрытием, предназначено для облицовки стен, строитель- ства перегородок и другой внутренней и наружной декоративной отделки, тол- щина от 6 мм; матированное — бесцветное прозрачное стекло с пониженным светопро- пусканием, поверхность которого обработана методами химического или абра- зиво-струйного матирования, толщина от 3 до 6 мм; самоочищающееся — бесцветное прозрачное стекло с реакционно-ак- тивным покрытием, очистка его поверхности от пыли и грязи происходит под действием воды и солнечного освещения, толщина от 3 до 6 мм; пожаростойкое – прозрачное бесцветное термостойкое стекло, собрано в стеклопакет, в котором пространство между стеклами заполнено кремнийорга- ническим мономером, толщина одного стекла в стеклопакете не менее 4 мм. закаленное – характеристики см. выше, используется для остекления бо- ковых окон в различных транспортных средствах, толщина от 4 мм; триплекс – бесцветное прозрачное плоское или гнутое многослойное стекло, полученное путем склеивания двух стекол с помощью бесцветной поли- мерной пленки, используют в качестве лобовых, боковых и задних окнах в раз- личных транспортных средствах, возможно соединение прозрачного и тониро- ванного листового стекла, общая толщина конструкции не менее 6 мм; тонированное – цветное листовое стекло, окрашенное в массе, или бес- цветное листовое стекло с цветным пленочным покрытием (прозрачным или зер- кальным), как правило, предварительно закаленное, используется как для остек- ления боковых окон в транспортных средствах, так и в многослойных стеклах для лобовых и задних окон, толщина от 3 мм. |