Кравцов Артём Владимирович. сибирский федеральный университет институт цветных металлов и материаловедения
 Скачать 1 Mb. Скачать 1 Mb.
|

| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОАО «РУСАЛ Братск» |
| место прохождения практики |
| «Автоматизированная система управления технологическим процессом производства алюминия» |
| тема |
| Руководитель от университета | | | Г.Б. Даныкина | |||
| | | подпись, дата | | инициалы, фамилия | ||
| Руководитель от предприятия | | | | |||
| | | подпись, дата | | инициалы, фамилия | ||
| Студент | ЗЦМ16-05Б, 061627386 | | | | А.В. Кравцов | |
| | номер группы, зачётной книжки | | подпись, дата | | инициалы, фамилия | |
Красноярск 2018
СОДЕРЖАНИЕ
Введение………………………………………………………………..………….…3
1.История предприятия ОАО «РУСАЛ Братск» ………………….………….…..4
2.Технологическая схема предприятия ОАО «РУСАЛ Братск» …………….…..5
3.Характеристика исходного сырья и готовой продукции…………….…………6
3.1 Руды алюминия……………………………………………………….…………6
3.2 Бокситы………………………………………………………………….……….6
4. Технологический процесс автоматической подачи глинозёма……….……….7
4.1 Требование к техническому обеспечению ШУЭ…………………………….12
4.2Требование к техническому обеспечению ШКД………………………..........13
5.Правила и нормы безопасности…………………………………………………14
5.1 Решения по размещениюоборудования………………………………………14
5.2 Противопожарные мероприятия………………………………………………14
5.3 Охрана окружающей среды……………………………………………………15
5.4 Требования сохранности информации……………………………………......15
Заключение………………………………………………………………………….16
Список литературы…………………………………………………………………17
Введение
Алюминий является важнейшим цветным металлом, по объему производства намного опережающим другие цветные металлы, а среди конструкционных материалов уступающим только стали. Стабильно высокий спрос на алюминий и, соответственно, высокие темпы прироста производства обусловлены его уникальными физико-химическими свойствами, благодаря которым он нашел широкое применение в электротехнике, авиа и автостроении, транспорте, производстве бытовой техники, строительстве, упаковке пищевых продуктов и других отраслях.
Алюминиевая промышленность России занимает доминирующее положение в производстве цветных металлов в стране и по выпуску первичного алюминия находится в группе мировых лидеров. В условиях ориентации российских производителей алюминия на мировой рынок и транснационального характера их производственной и экономической деятельности, прогнозируемого в среднесрочной перспективе падения цен на первичный алюминий актуальными становятся вопросы снижения себестоимости его производства для сохранения существующей в отрасли нормы прибыли. Для сохранения конкурентоспособности российским производителям необходимо предпринять срочные усилия по модернизации основных производственных мощностей и совершенствованию технологии, строительству и пуску новых современных высокоавтоматизированных и механизированных предприятий, что позволит значительно поднять экономическую эффективность и экологическую безопасность производства алюминия. Действительно, инвестиционные планы объединенной компании "РУСАЛ" предусматривают модернизацию и расширение производственных мощностей алюминиевых предприятий.
1.История предприятия
Открытое акционерное общество «РУСАЛ Братский алюминиевый завод» (сокращенно ОАО «РУСАЛ Братск», или БРАЗ) — крупнейший алюминиевый завод в России и в мире. Производит 30 % всего производимого в России и 4 % мирового алюминия. Входит в состав алюминиевой компании «РУСАЛ». Завод введен в эксплуатацию в 1966 году. 15 июля был произведен пробный пуск первого электролизера завода, а 25 июля был получен первый алюминий. Построен в 15-ти км от Братска, в 60-ти км от Братской ГЭС. В 1969—1973 гг. вводились в эксплуатацию новые производственные мощности.
Приватизация завода произошла в 1993 году, было выпущено 5 505 305 обыкновенных акций номиналом 0,2 рубля. На сегодняшний момент уставной капитал не изменялся и составляет 1 101 061 руб.
В 1996—1999 годах завод находился под контролем Trans World Group братьев Черных (директор БрАЗА Борис Сергеевич Громов). С 2000 входит в состав ОАО «Русский алюминий» (директора Баранцев А.Г.- Берстенев В.В.- Филиппов С.В.- Волвенкин А.Ю.- Зенкин Е.Ю.) (Олег Дерипаска).
Проектная мощность завода составляет 915 тыс. тонн алюминия в год. После модернизации, начатой в 2007 г., мощность постоянно увеличивается, в 2008 г. завод первым в мире произвел рекордные 1 млн. тонн алюминия. Всего за свою историю БрАЗ выпустил более 35 млн. тонн первичного алюминия. Алюминий на БрАЗе производится в электролизерах с самообжигающимися анодами на основе технологии Soderberg. Производственная структура включает 3 электролизных цеха (25 корпусов), цех анодной массы, цех по производству кристаллического кремния (входил в состав БрАЗа до 2003г., сейчас это ООО "БЗФ"), цех по производству фторсолей.
В начале 2008 г. введен в эксплуатацию новый литейный комплекс проектной мощностью 100 тыс. тонн плоских слитков в год.

Рисунок 1-РУСАЛ, Братский алюминиевый завод
БрАЗ работает от энергии Братской ГЭС, и потребляет около 75 % производимой ею электроэнергии. Глинозем поставляется помимо Ачинского глинозёмного комбината из Казахстана, Гвинеи, Австралии и Италии.
Основная продукция:
1.алюминий высокой чистоты в чушках марок А995-А95 (масса 15 кг);
2.алюминий технической чистоты в Т-образных чушках (слитках);
3.слитки алюминиевые и алюминиевые сплавы: слитки плоские для проката из алюминия технической чистоты, алюминиевых сплавов марок АМг2 и АМг3.
2.Технологическая схема предприятия
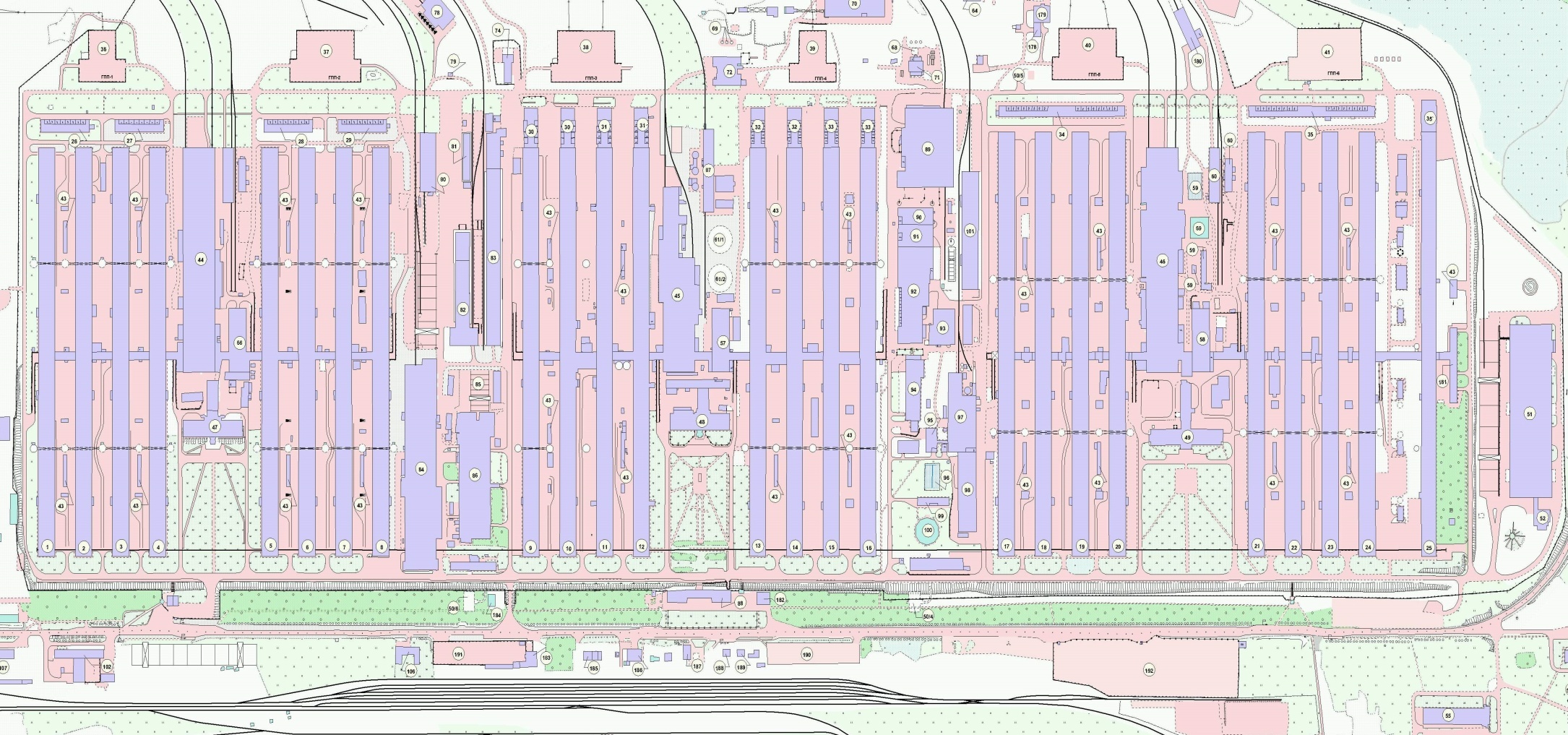
Схема предприятия 1- ОАО «РУСАЛ БРАЗ»
3.Характеристика исходного сырья и готовой продукции
Основным современным способом производства алюминия является электролитический способ, состоящий из двух стадий. Первая - это получение глинозема (Al2O3) из рудного сырья и вторая — получение жидкого алюминия из глинозема путем электролиза.
3.1.Руды алюминия
Вследствие высокой химической активности алюминий встречается в природе только в связанном виде: корунд Al2O3, гиббсит Al2O3 • 3Н2O, бемит Al2О3 • Н2O, кианит 3Al2O3 • 2SiO2, нефелин (Na, K)2O • Al2O3 • 2SiO2, каолинит Al2О3 • 2SiO2 * 2H2O и другие. Основными используемыми в настоящее время алюминиевыми рудами являются бокситы, а также нефелины и алуниты.
3.2 Бокситы
Алюминий в бокситах находится главным образом в виде гидроксидов алюминия (гиббсита, бемита и др.), корунда и каолинита. Химический состав бокситов довольно сложен. Они часто содержат более 40 химических элементов. Содержание глинозема в них составляет 35—60%, кремнезема 2-20%, оксида Fe2O3 2-40%, окиси титана 0,01-10%. Важной характеристикой бокситов является отношение содержаний в них Al2O3 К SiO2 по массе — так называемый кремневый модуль. Кремневый модуль бокситов, поступающих для получения глинозема, должен быть не ниже 2,6. Для бокситов среднего качества этот модуль составляет 5—7 при 46-48 % процентном содержании Al2O3, а модуль высококачественных — около 10 при 50 %-ном содержании Al2O3. Бокситы с более высоким содержанием Al2O3 (52%) и модулем (10-12) идут для производства электрокорунда. К числу крупных месторождений бокситов служащих сырьем для производства алюминия в нашей стране относится Тихвинское (Ленинградская область), Северо-уральское (Свердловская область), Южноуральское (Челябинская область), Тургайское и Краснооктябрьское (Кустанайская область). Нефелины служащие сырьем для производства алюминия входят в состав нефелиновых сиенитов и уртитов. Большое месторождение уртитов находится на Кольском полуострове. Основные компоненты уртита — нефелин и апатит 3Са3(РO4)2 • CaF2. Их подвергают флотационному обогащению с выделением нефелинового и апатитового концентратов. Апатитовый концентрат идет для приготовления фосфорных удобрений, а нефелиновый - для получения глинозема. Нефелиновый концентрат содержит, %: 20-30 Al2O3, 42-44 SiO2, 13-14 Na2O, 6-7 K2O, 3-4 Fe2O3 и 2-3 CaO. Алуниты представляют собой основной сульфат алюминия и калия (или натрия) K2SO4 • Al2(SO4)3 • 4Аl(ОН)3. Содержание Al2O3 в них невысокое (20-22%), но в, них находятся другие ценные составляющие: серный ангидрид SO3 (20%) и щелочь Na2O • К2O (4-5 %). Таким образом, они, так же как и нефелины, представляют собой комплексное сырье. Другие сырые материалы служащие сырьем для производства алюминия. При производстве глинозема применяют щелочь NaOH, иногда известняк СаСО3, при электролизе глинозема криолит Na3AlF6 (3NaF • AlF3) и немного фтористого алюминия AlF3, а также CaF2 и MgF2.
Алюминий - элемент главной пoдгруппытрeтьeй группы третьего периода периодической системы химических элементов Д. И. Менделeeва. Отнoсится к грyппe лёгких металлов. Простое вещество aлюминий - лёгкий, парамагнитный металл серебристо-белого цвета, легко поддающийся формовке, литью, механической oбработке. Плacтичecкиe cвoйcтвa aлюминия зaвиcят oт eгo чиcтoты: чeм мeньшe пpимeceй включaeт мeтaлл, тeм лeгчe oн пoдвepгaeтcя кoвкe, штaмпoвкe, пpoкaткe и peзaнию. В зaвиcимocти oт кoличecтвa пpимeceй, aлюминий paзличaeтcя пo copтaм. Чeм чищe aлюминий, тeм вышe eгo copт, тeм он цeннeй. Нa мeтaлличecкий aлюминий имeeтcя ГOCТ, oпpeдeляющий copтнocть aлюминия в зaвиcимocти oт кoличecтвa пpимeceй в нeм дpугиx мeтaллoв.
| Copт | Дoпуcкaeмoe кoличecтвo пpимeceй в %, нe бoлee | ||||
| | жeлeзo | кpeмний | жeлeзo + кpeмний | мeдь +цинк | Вceгo пpимeceй |
| A0 Aо A-1 A-2 A-3 | 0,16 0,25 0,30 0,50 0,10 | 0,16 0,20 0,30 0,50 1,00 | 0,26 0,36 0,45 0,90 1,80 | 0,010 0,010 0,015 0,020 0,050 | 0,30 0,40 0,50 1,00 2,00 |
Тaблицa 1–Copт aлюминия, в зaвиcимocти oт кoличecтвa пpимeceй
Обладая такими свойствами, как малая плотность, высокая теплопроводность и низкое электрическое сопротивление, высокая пластичность и коррозионная стойкость, достаточно высокие прочностные свойства (особенно в сплавах), и многими другими ценными качествами, алюминий получил широкое распространение в различных отраслях современной техники. Его широкому внедрению способствует наиболее низкая стоимость среди всех цветных металлов. Чистый технический алюминий используется в электротехнике в качестве проводникового материала. Основная часть алюминия применяется в виде литейных и деформируемых сплавов и сравнительно небольшое количество алюминия - в виде порошков. За последние десятилетия алюминий нашел широкое применение в машиностроении, производстве строительных конструкций, в химической, атомной и пищевой промышленности в качестве упаковочного материала.
4.Технологический процесс автоматической подачи глинозёма
Цех электролиза состоит из восьми корпусов, в каждом их которых установлено по 90 электролизёров с самообжигающимися анодами С8-Б. Корпуса двухэтажные, однопролётные, шаг строительных колонн 6м. Расположение электролизёров в корпусе двухрядное, продольное.
Автоматизированная система подачи сырья предназначена для управления подачей глинозема и фтористого алюминия в электролизер С-8Б. Электропитание электролизёров осуществляется постоянным током от кремниевой преоброзовательной подстанции. В основе процесса электрического производства алюминия лежит электролиз криолит-глиноземного расплава, основными компонентами которого являются:1) криолит (NaAlF6), 2) фтористый алюминий (AlF3), 3) глинозем (Al2O3). Температура, при которой протекает процесс получения жидкого алюминия, составляет 950-970Со.В процессе электролиза производятся следующие основные операции: 1) подача глинозема непосредственно в расплав с последующим получением алюминия, 2) подача фторсолей врасплав,3)обслуживание анодного узла, 4) выливка металла из электролизера, 5)гашение анодных эффектов. Обслуживание анодного узла электролизера сводится к исполнению следующих основных операций:1)перестановкаштырей; 2)перетяжки аноднойрамы.
| № п/п | Наименование | Единица измерения | Величина |
| 1 | Сила тока | кА | 172 |
| 2 | Анодная плотность тока | А/см2 | 0,72 |
| 3 | Выход по току | % | 88,5 |
| 4 | Суточная производительность электролизера | кг. | 1230 |
| 5 | Частота анодных эффектов | шт./сут. | 0,5 |
| 6 | Расходныекоэффициенты:1.глинозём;2. аноднаямасса;3.технологическая электроэнергияв постоянном токе. | кг/т -“- кВт-час/т. | 1920 520 15730 |
| 7 | Величина перетяжки анодной ошиновки, max | мм. | 400 |
| 8 | Скорость перемещения анодной ошиновки | мм./мин. | 22 |
| 9 | Количество электродвигателей анодной рамы | шт. | 2 |
| 10 | Количество электродвигателей анодного кожуха | шт. | 2 |
| 11 | Мощность электродвигателя | кВт | 3 |
| 12 | Скорость вращения электродвигателя | об./мин. | 1000 |
| 13 | * Количество пробойников | шт. | 4 |
| 14 | * Количество дозаторов глинозема | шт. | 4 |
| 15 | * Количество дозаторов фторсолей | шт. | 1 |
Таблица 2 - Основные параметры электролизера.
Подача сырья непосредственно в расплав производится системой АПС, монтируемой на электролизере в соответствии с проектом «Система автоматической подачи сырья в электролизеры корпусов».
Функции АПС на нижнем уровне: управление питанием сырья в ручном/автоматическомрежиме, отключение точек питания АПС с перераспределением подачи сырья в остальные точки.
В корпусе электролиза присутствует сильное магнитное поле с промышленной частотой 50 Гц с напряженностью до 1500 А/м. В воздухе содержатся фтористые соединения, взвеси глинозема, и токопроводящей угольной пыли.
Элементы конструкций и технологического оборудования электрически изолированы от потенциала «земли».
| Условия эксплуатации | Верхний уровень |
| 1 | 2 |
| Электропитание: | |
| Напряжение питания, В. | 220 +/-5% |
| | отразд. трансформатора |
| Частота, Гц. | 50 +/-2% |
| Температура окружающего воздуха, град. С. | +20…+30 |
| Относительная влажность, % | 50…80 |
| Напряжение гальванического разделения между входными и выходными сигналами, (не менее) В. | 1500 |
Таблица 3 - Условия эксплуатации оборудования верхнего уровня.
| Условия эксплуатации | Нижний уровень |
| Электропитание: Напряжение питания контроллеров, В. Напряжения питания исполнительных механизмов, В. Частота, Гц. | 2х220 от ИБП. Зх220 от разд. трансформатора. 50 |
| Температура окружающего воздуха, °С | -40….+50 |
| Относительная влажность, % | 50…80 |
| Напряжение гальванического разделения междвходными и выходными сигналами, (не менее)В. | 1500 |
Таблица 4 - Условия эксплуатации шкафов управления электролизерами
В основе процесса электролитического производства алюминия лежит электролиз криолит-глинозёмного расплава, основными компонентами которого являются:
глинозём (Al2O3);
криолит (Na3AlF6);
фторид алюминий(AlF3);
фторид натрия(NaF);
фторид лития(LiF);
дифторид кальция(CaF2);
дифторид магния(MgF2).
Перечень основных веществ выбрасываемых в атмосферу при электролизе алюминия:
диоксид серы (SO2);
оксид углерода;
гидрофторид (в пересчете на фтор);
тетрафторид углерода(CF4);
тетрафторид кремния(SiF4);
пыль неорганическая(SiO2<20%).
| Наименование вещества | Величина ПДК, мг/м3 | Агрегатноесостояние | Класс опасности | Действиена организм |
| Диоксид серы | 10 | газ | 3 | |
| Оксид углерода | 20 | газ | 4 | О |
| Гидрофторид (в пересчете на фтор) | 0,5/0,1 | газ | 2 | О |
| Тетрафторид кремния (в пересчете на фтор); | 0,5/0,1 | газ | 2 | О |
| Тетрафторид углерода (в пересчете на фтор); | 0,5/0,1 | газ | 2 | О |
| Пыль неорганическая (SiO2<20%) | 6/2 | аэрозоль | 3 | Ф |
| Глинозём (алюминий тригидрооксид) | -/6 | аэрозоль | 4 | Ф |
| Криолит | 1/0,2 | аэрозоль | 2 | |
| Фторид алюминий (в пересчете на фтор); | 2,5/0,5 | аэрозоль | 3 | |
| Фторид натрия (в пересчете на фтор); | 1/0,2 | аэрозоль | 2 | |
| Фторид лития (в пересчете на фтор); | 1/0,2 | аэрозоль | 2 | |
| Дифторид кальция (в пересчете на фтор); | 2,5/0,5 | аэрозоль | 3 | |
| Дифторид магния (в пересчете на фтор); | 2,5/0,5 | аэрозоль | 3 | |
Таблица 5 - Характеристика веществ выбрасываемых в атмосферу при электролизе алюминия
АСУТП корпусов имеет двухуровневую структуру:
нижний уровень– совокупность технических средств, включающая всебя:
1.контроллеры локальных систем с аппаратурой управленияэлектролизерами;
верхний уровень – совокупность технических средств, включающая в себя:
1.технологический сервер приложений (существующий);
2.автоматизированные рабочие места (АРМ) технологического персонала (существующие);
3.система речевых сообщений (существующая);
4.концентратор данных.
Применяемое оборудование представляет собой современное поколение систем автоматизации с обеспечением действующих в настоящее время требований по управлению технологическим процессом и контролю процессной информации, а также по выполнению операций и визуальной техники изображения данных на дисплеях и операторских панелях. Компоненты системы базируются на стандартной технике ведущих международных предприятий-изготовителей и представляют новейшие достижения в области электроники, системотехники и программного обеспечения. Нижний уровень состоит из 96 автономных автоматизированных систем управления исполнительными механизмами электролизёров, выполненных на базе оборудования фирмы «SIEMENS» и размещённых в существующих металлических шкафах со степенью защиты IP-54 производства ф. Rittal. Каждый шкаф предназначен для управления двумя рядом стоящими электролизерами, но при необходимости может управлять одним электролизером, устанавливаются в корпусе электролиза с «глухой» стороны в проёмах колонн, исходя из требований технологии и удобства подвода коммуникаций. Используются следующие средства связи:
-локальная сеть Profibus-DP. (обмен данными локальных систем автоматизации нижнего уровня корпуса электролиза с концентратором данных). Скорость обмена данными 12Мбит/сек.;
-локальная вычислительная сеть на базе 100-Мбитной технологии Ethernet (обмен данными между всеми АРМами, технологическим сервером, концентраторами данных). Протокол обмена данными – TCP/IP (существующая). ШУЭ будут объединены «оптическим кольцом» локальной сети Profibus-DP. В данном кольце будут установлены два узловых ШУЭ, соединенных оптическим кабелем с концентратором данных корпуса.
Концентратор данных, выполняющий функции обмена данными между верхним уровнем системы и локальными системами нижнего уровня, сбора процессной и диагностической информации, ее предварительной обработки, будет размещен по окончанию монтажа в существующем электрическом шкафу действующих концентраторов данных корпусов и реализован на базе программируемого контроллера SIMATICS7-300. Связь с локальными системами нижнего уровня осуществляется по сети Profibus-DP, скорость обмена данными 12 Мбит/сек. Протокол обмена по сети Ethernet-TCP/IP. Скорость обмена данными 100 Мбит/сек. Технологический сервер приложений верхнего уровня АСУТП выполнен на базе существующего сервера. Для представления информации обслуживающему и технологическому персоналу к серверной станции по сети Ethernet подключены АРМ оператора диспетчерского пункта, АРМы мастеров технологов электролизного производства. АРМ оператора и мастеров-технологов выполнены на базе персональных компьютеров. Система речевых сообщений реализована на базе существующего аудио-сервера с многоканальной аудио-картой, существующей аудиосистемы и акустических громкоговорителей, установленных в корпусах электролиза. Для проведения технического обслуживания оборудования АСУТП используется программатор FieldPG фирмы «Siemens». Сигнал тока серии с КПП 7 заведен в КД корпуса электролиза. Сигнал измерения тока серии представлен в виде частотного сигнала 0÷10 кГц. Уровни сигнала соответствуют электрическим параметрам интерфейса RS 485.
4.1Требования к техническому обеспечению ШУЭ
В локальный шкаф управления электролизёрами установлен программируемый контроллер S7-300 с центральным процессором CPU 314C-2DP фирмы «SIEMENS» и соответствующие модули ввода/вывода, взамен существующей С7-633. Для подключения ШУЭ по сети ProfibusDP в «оптическое кольцо с резервированием» установлен модуль OLM/P12V4.
Для подключения узловых ШУЭ к КД по сети ProfibusDP установлен модуль
OLM/G12 V4, в каждый узловой шкаф (2 на корпус).
| № | Параметр | Значение |
| 1 | Объём ОЗУ памяти программ, Кб | 192 |
| 2 | Flash – память, Мб | до 8 |
| 3 | Время выполнения логических операций, мксек | 0,06 |
| 4 | Время выполнения арифметических операций, мксек не более | 0.16 |
| 5 | Встроенные интерфейсы | MPI+PROFIBUS |
| 6 | Скорость обмена данными, Мб/сек | 12 |
| 7 | КоКо Количество встроенных дискретных ходов | 24 |
| 8 | Количество встроенных дискретных выходов | 16 |
| 9 | Количество встроенных аналоговых входов | 4+ 1RTD |
| 10 | Количество встроенных аналоговых выходов | 2 |
Таблица 7- Технические характеристики центрального процессора CPU 314C
В качестве устройства отображения текущей технологической информации используется операторская панель KP700 Comfort.
| № | Параметр | Значение |
| 1 | Напряжение питания, ВDC | 24 |
| 2 | Размер графического экрана | 7” |
| 3 | Тип экрана | TFT |
| 4 | Количество функциональных клавиш | 24 |
| 5 | Количество системных клавиш | 28 |
| 6 | Встроенные интерфейсы: PROFINET/Ethernet 10/100Mb/s; | 1xDB9 |
Таблица 6-Технические характеристики операторской панели KP700 Comfort.
Перечисленные параметры сигналов относятся ко всем электролизерам, подключенным к АСУТП. Для измерения напряжения «АНОД-КАТОД» и «АНОД-АНОДНЫЙ КОЖУХ» для каждого электролизера установлены модули гальванического разделения ISO-1VF/A и ISO-1VF/B. Для калибровки модуля ISO-1VF/A необходим модуль контроля CR1/2-REF. Для измерения токов двигателей используется существующий преобразователь токов двигателей ПТ3-100ТТ. Ток серии раздавать с КД корпуса в модернизированные ШУЭ корпуса по сети Profibus-DP. Ток серии раздавать с КД корпуса в модернизированные ШУЭ корпуса по сети Profibus-DP. Для контроля температуры воздуха внутри ШУЭ, использовать датчик температуры – термосопротивление Pt100, четырехпроводное подключение. Для контроля открытия нижней двери ШУЭ, установлен концевой выключатель. Для освещения нижней части ШУЭ будет установлен светильник с лампой накаливания мощностью не более 60Вт.Для контроля чередования и наличия фаз силового питания будет установлено реле контроля последовательности фаз.
| № п/п | Наименование параметра | Кол- во | Значение параметра |
| | Измеряемые аналоговые сигналы | ||
| 1 | Напряжение – «АНОД-КАТОД», В Напряжение – «АНОД-КАТОД» при анодном эффекте, В | 1 | 0÷10,0 10÷100 |
| 2 | Напряжение – «АНОД-АНОДНЫЙ КОЖУХ», В | 1 | 0÷1,0 |
| | Контролируемые дискретные сигналы | ||
| 3 | Контроль конечных положений анодной рамы (резерв) | 2 | 2х220в |
| | Управляющие дискретные сигналы | ||
| 4 | Управление двигателем анодной рамы | 2 | Зх220В |
| 5 | Управление двигателем анодного кожуха | 2 | Зх220В |
| | Управляющие дискретные сигналы | ||
| 6 | Управление пневмораспределителями пробойников АПГ | 4 | 2х220В |
| 7 | Управление пневмораспределителями дозаторов глинозема АПГ | 4 | 2х220В |
| 8 | Управление пневмораспределителем дозатора фторсолей | 1 | 2х220В |
Таблица 7-Основные параметры измеряемых, контролируемых и управляющих сигналов одного электролизёра.
4.2Требования к техническому обеспечению ШКД
Концентраторы данных будут реализованы на базе программируемых контроллеров S7-300 с центральными процессорами CPU 317-2DP. Для ввода сигнала тока серии с КПП в КД установлен модуль счета FM 350-1. Для согласования физических уровней используется модуль гальванического разделения ISO 1C/DC производства Ф. Констэл. Для подключения КД к сети ProfibusDP использовать модуль OLM/G12V4.Концентраторы данных размещены во временном металлическом шкафе (на время выполнения замены существующих ШУЭ на модернизированные). Концентратор данных корпусов после модернизации всех ШУЭ установлены в существующий шкаф концентраторов данных корпусов на место удаляемых концентраторов данных северной и южной части корпуса. Для каждого концентратора данных предусмотрено в коммутаторе узла сети Ethernet по 1 TP-порту. Сетевое оборудование должно поддерживать стандарт FastEthernet и должно быть настроено на режим Full-Duplex 100Mb. Номера портов согласовываются при рабочем проектировании.
5.Правила и нормы безопасности
Все внешние элементы технических средств АСУТП, находящиеся под напряжением, защищены от случайного прикосновения к ним обслуживающего персонала. Оборудование АСУТП выполнено таким образом, чтобы ошибочные действия оперативного персонала или отказы технических средств не приводили к аварийным ситуациям и ситуациям, опасным для жизни, здоровья людей. Устройства АСУТП устойчивы к воздействию синусоидальных вибраций в диапазоне от 5 до 25 Гц с амплитудой смещения 0.1мм. АСУТП сохраняет свои характеристики при воздействии внешних постоянных магнитных и переменных полей с частотой (50+1) Гц с напряженностью до 1500 А/м и при воздействии высокого уровня индустриальных помех.
5.1 Решения по размещениюоборудования
1.Технические средства АСУТП размещаются с соблюдением требований, содержащихся в технической и эксплуатационной документации на них, а также с обеспечением удобства их эксплуатации и технического обслуживания.
2.Оборудование для концентраторов данных корпусов размещено в существующем шкафу. Концентраторы данных подключены к узлу сети Ethernet, размещенному в этом же помещении, посредством кабеля «витая пара Ethernet». Сетевое оборудование поддерживает стандарт FastEthernet и настроено на режим Full-Duplex100Mb.
3.АРМы технологов размещаются в помещении старшего мастера серии и в помещении сменныхмастеров.
4.Шкафы управления электролизерами располагаются вблизи от управляемых электролизёров в проёмах колонн на отметке +4м. Один шкаф предназначен для управления двумя электролизёрами. Шкаф устанавливается на существующую деревянную подставку, пропитанную огнеупорным материалом. Подвод кабелей силового и контроллерного.
5.2 Противопожарные мероприятия
Противопожарные мероприятия учтены в проекте следующим образом: выбором марок кабелей и способом их прокладки; прокладкой кабелей связи отдельно от питающих кабелей; прокладкой по зданию кабелей и проводов из негорючей оболочки; использованием существующих средств первичного пожаротушения.
5.3 Охрана окружающейсреды
Проектируемое оборудование во время работы не производит вредных выбросов и промышленных отходов в окружающую среду. Применяемые материалы и оборудование агрессивных веществ не выделяет и не создает повышенных шумов. Величина звукового давления сирен сигнализации анодных эффектов составляет 75дБ.
5.4 Требования сохранности информации
Обеспечивается специальными мероприятиями, которые определены при разработке технического, программного и организационного обеспечения системы. Для выявления неисправностей системы производится архивирование аварийных событий системы с целью последующего анализа сложившихся технологических ситуаций. Для ограничения доступа в шкафы управления электролизёрами, в них устанавливаются датчики открытия дверей с последующим оповещением по громкой связи. Для защиты от несанкционированных действий пользователей в системе реализовано чёткое разделение прав пользователей и предусмотрены предупреждающие сообщения в случае, если действия пользователя идут в разрез с принятыми алгоритмами функционирования системы. Защита информации от несанкционированного доступа обеспечивается: использованием стандартных средств авторизации пользователей операционной системы для подключения к базам данныхАСУТП; разграничением прав доступа к изменяемым параметрам АСУТП на уровне прикладного программного обеспечения верхнегоуровня.
ЗАКЛЮЧЕНИЕ
В отчете кратко изложены: свойства алюминия и область его применения, история Братского алюминиевого завода, теоретические основы производства алюминия, технология автоматической подачи глинозёма, требования к сырьевым материалам для производства алюминия.Рассмотрены требования к технической обеспеченности ШУЭ. Правила и нормы безопасности предприятия.
В последнее время во все большей мере требуется лёгких металлов, особенно в авиастроении, железнодорожном транспорте. Поэтому развитие новых и более экономичных методов имеет большое значение. Корпуса оборудуются электролизёрами с предварительными обожжёнными анодами в комплексе с эффективными средствами механизации, автоматизации и газоочистки.
Список литературы
1.Бузунов В.Ю. Технические аспекты экологической безопасности алюминиевого производства / В.Ю. Бузунов, Б.П. Куликов // ТЭВ РУСАЛа. – 2005. – № 11. Глава 8,Экономика модернизации электролизеров-206с.
2. Бегунов А.И. Проблемы модернизации алюминиевых электролизеров / А.И. Бегунов. – Иркутск :ИрГТУ, 2000.-105с.
3. Ключевые проекты и инициативы / Вестник РУСАЛа. – 2007,№ 36 (199). – 1000 экз.
4. Технологические и экономические аспекты модернизации электролизеров с анодом Содерберга : материалы международ. конф. Алюминий Сибири-2007. – Красноярск : [б. и.],2007. – 29 с.
5. Тенденции строительства новых алюминиевых заводов иреконструкции действующих производств / Информ. бюлл.№ 6 (18). – СПб. : НТЦ РУСАЛа, 2001. − С. 4-27.
6. Оверин Б.А. Электробезопасность в электролизных установках / Б.А. Оверин. – М. : Металлургия, 1986. – 104 с.
7. Презентация для УК РУСАЛАВВ в алюминиевой промышленности– М. : РУСАЛ, 2003. – 30 с.
8. Правила устройства электроустановок : Все действующие разделы ПУЭ-6 и ПУЭ-7. 4-ый выпуск (с изм. и доп., по состоянию на 1 мая 2006 г.). – Новосибирск: Сибирское университет.изд-во, 2006. – 854 с. : ил.