СИСТЕМА АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ДЛЯ ШЛИФОВАЛЬНОГО АВТОМАТА. Система активного контроля размеров деталей для шлифовального автомата
 Скачать 261.33 Kb. Скачать 261.33 Kb.
|

|
СИСТЕМА АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ДЛЯ ШЛИФОВАЛЬНОГО АВТОМАТА Цель работы: ознакомление с принципами построения средств автоматического и активного контроля на примере прибора активного контроля точности шлифовальной обработки ЭКОМ-105.Краткое описание прибора активного контроля ЭКОМ - 105 и принципов его работы: 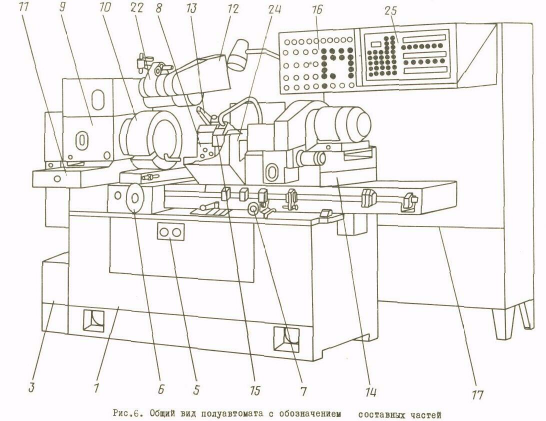 Полуавтомат особо высокой точности с ЧПУ 3М227АФ2 предназначен для шлифования цилиндрических и конических, глухих и сквозных отверстий, внутренних и наружных горцев. Область применения полуавтомата: машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи заводов. Общий вид полуавтомата с обозначением составных частей приведен. 1-станина; 2-коммуникация охлаждения*; 3-бак эмульсии; 4-трубопроводы*; 5-панель управления; 6-механизм ручного перемещения стола; 7-упор торцевой; 8-кронштейн аппарата правки; 9-бабка изделия; 10-кожух изделия; 11-мост; 12-устройство торцешлифовальное; 13-аппарат правки; 14-бабка шлифовальная; 15-механизм ограждения шлифовального круга; 16-электрооборудование; 17-электрошкаф; 18-таблицы*;19-комплект инструмента и принадлежностей*; 20-упаковка*; 21-гидроцилиндр*; 22-шпиндель торцевой; 23-установка насосная*; 24-головки внутришлифовальные высокоскоростные с ременным приводом; 25-устройство ЧПУ 1П11; 26-коммуникация охлаждения*; 27-встройка панели масляного тумана*; 28-люнет*; 29-устройство для правки круга по радиусу*; 30-устройство для правки торца внутришлифовального круга*; 31-устройство для правки круга на конус*; 32-встройка измерительного прибора. Оценка точности изготовления партии деталей: Измерить партию колец подшипников с помощью прибора ЭКОМ на установке, моделирующей встройку системы активного контроля на шлифовальный станок (рис.3), и получить массив отклонений размеров. Построить гистограмму отклонений размеров Рассчитать статистические характеристики массива отклонений: а) Среднее арифметическое значение  , ,где fi - частота значений xi; n - общее число зарегистрированных значений; m- число отдельных значений xi(mn). Для непрерывных случайных величин в качестве xi принимают середину интервалов, на которые разбивается наблюдаемый ряд значений x. Число интервалов должно быть не менее 6 - 7 при n=50 - 100 и не менее 9 - 15 при n>100. б) Медиану (середина интервала отклонений). в) Дисперсию  при n<30; при n<30; при n>30. при n>30.г) Среднее квадратическое отклонение  . .Построить эмпирический закон распределения и сравнить с гистограммой. По критерию  проверить принадлежность закона распределения к нормальному: проверить принадлежность закона распределения к нормальному: , ,где m - число сравниваемых частот; fi - эмпирическая частота i-го интервала значений x;  - теоретическая частота i-го интервала значений x: - теоретическая частота i-го интервала значений x: , ,где n - общее число наблюдаемых значений; с - цена интервала эмпирической совокупности;  , ,гдеxiпринимается равным середине интервала. Если  , взятая из таблицы приложения 13 в [5], больше доверительной вероятности q=0,05, то закон распределения принадлежит к нормальному. , взятая из таблицы приложения 13 в [5], больше доверительной вероятности q=0,05, то закон распределения принадлежит к нормальному.Моделирование цикла процесса шлифования Промоделировать процесс шлифования, включающего 2 последовательных процесса, содержащих подвод круга, врезание и выхаживание, а также правку внутри цикла, на ЭВМ с помощью программы КОЛЬЦО. Выводы. СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА, содержащая два измерительных рычага, привод рычагов с ползуном, устройство управления приводом рычагов, устройство регулирования деформации с приводом и устройство управления приводом, связанное с устройством управления приводом рычагов, отличающаяся тем, что, с целью повышения качества и производительности обработки, в систему введен связанный с ползуном дополнительный рычаг, привод ползуна и дополнительный компенсационный привод с соответствующими устройствами управления, устройство измерения радиальной составляющей силы резания и устройство измерения тангенциальной составляющей силы резания, при этом устройство измерения радиальной составляющей силы резания связано с устройством управления приводом ползуна, а устройство измерения тангенциальной составляющей силы резания связано с устройством управления дополнительным компенсационным приводом. ЛИТЕРАТУРА Воронцов Л. Н., Кондорф С. Ф. Приборы автоматического контроля размеров в машиностроении. - М.: Машиностроение, 1988. - 280 с. Точность и надёжность автоматизированных прецизионных металлорежущих станков. Ч.3/ А.А.Игнатьев, М.В.Виноградов, В.А. Добряков и др. - Саратов: Сарат. гос. техн. ун-т, 1999. - 124 с. Волосов С.С., Гейлер З.Ш. Управление качеством продукции средствами активного контроля. - М.:Изд-во стандартов, 1989.-264 с. Михелькевич В.Н. Автоматическое управление шлифованием. - М.: Машиностроение, 1970. - 329 с. 5. Солонин И.С. Математическая статистика в технологии машиностроения. - М.: Машиностроение, 1972. - 216 с |