Паспорт Таль электрическая канатная модель CD 28.11. Паспорт Таль электрическая канатная модель CD 28.11.17. Содержание. Описание и работа
 Скачать 1.83 Mb. Скачать 1.83 Mb.
|

|
3.3. Монтаж нового канатоукладчика и уход за ним в эксплуатации электротельфера Монтаж канатоукладчика происходит следующим образом: а) смазывается солидолом винтовой канал барабана, витки направляющей гайки и канал, ведущей прижимное кольцо в направляющей гайке; б) канат, выходящий из окошка на кожухе, наклонно перемещается по уже намотанным виткам каната на барабане – рисунке 8; в) направляющая гайка 3 вталкивается между барабаном и кожухом таким образом, чтобы вместе со своими витками попасть в ближайший первый канал барабана у самого каната рисунок 9;  Рисунок 8. Рисунок 9. г) канат, смещенный под углом к виткам, укладывается снова в соответствующий винтовой канал барабана, а сектор направляющей гайки 3 выталкивается к нижней части барабана настолько, чтобы было видно начало сектора в окошке кожуха. Затем канат укладывается в канал, вырезанный в последнем из пяти секторов направляющей гайки – рисунок 10; д  ) прижимное кольцо 2 вталкивается в канал направляющей гайки 3 со стороны каната до конца, охватывая последний виток – рисунок 11; ) прижимное кольцо 2 вталкивается в канал направляющей гайки 3 со стороны каната до конца, охватывая последний виток – рисунок 11;Рисунок 10. Рисунок 11. е) вставляя штифт 9 в специальные отверстия, сделанные со стороны направляющей гайки в первом и в последнем секторе, и притягивая их с помощью ключа, прижимают направляющую гайку 3 плотно к виткам барабана – рисунок 12; ж  ) на направляющей гайке 3 устанавливается направляющий сегмент 4 и затягивается с помощью трех болтов 5. При подгонке отверстий, для болтов на сегменте к отверстиям на направляющей гайке, пользуйтесь ключом, затягивая или отпуская его – рисунок 13; ) на направляющей гайке 3 устанавливается направляющий сегмент 4 и затягивается с помощью трех болтов 5. При подгонке отверстий, для болтов на сегменте к отверстиям на направляющей гайке, пользуйтесь ключом, затягивая или отпуская его – рисунок 13; Рисунок 12. Рисунок 13. з) на сегменте укрепляется ведущая планка 6 с нижней его стороны и затягивается болтом 7 слева от канатного канала и справа – болтом 8, который одновременно придерживает сегмент на направляющей гайке. Этот болт длиннее других, удерживающих сегмент на направляющей гайке – рисунок 14; и) на прижимном кольце, для электротельферов устанавливаются винтовые пружины 4, при этом для растяжки пружин до определённой рабочей длины пользуйтесь двумя другими пружинами – рисунок 15.  Рисунок 14. Рисунок 15. 1 и регулируется шарнирными болтами 13, закрепленными к проушинам прижимного кольца 2. Уберите ключ, которым были притянуты два штифта, отвинтите их и проверьте, достаточно ли затянуты остальные болты на канатоукладчике – рисунок 16. к) монтируется штанга 10 концевого выключателя с вилкой 11 и двумя кольцами 12 на ней – рисунок 17.  Рисунок 16. Рисунок 17. Прижимное кольцо, которое вращается вместе с барабаном, служит для прижима витков каната на барабане так, чтобы они прочно были притянуты в каналах барабана. Направляющий сегмент канатоукладчика водит его по кожуху корпуса и направляет канат в каналы барабана; направляющая гайка с помощью двух своих витков, которые лежат в каналах барабана водит канатоукладчик, налево и направо в соответствии с направлением вращения барабана. После описанных выше действий, электротельфер включается на «подъем» и проверяется состояние канатоукладчика и каната. Если канат при намотке скручивается, надо освободить его от клинового крепления и устранить скручивание. Затем канат снова укрепляется клином. После этой операции подвеска спускается вниз до нижнего предела и проверяется, правильно ли уложен первый виток каната в канал барабана. В противном случае канат натягивается дополнительно. Непосредственно после этого два ограничительных кольца, которые находятся на штанге концевого выключателя, регулируются заново. Очень важно правильно и внимательно отрегулировать оба ограничительных кольца концевого выключателя, в противном случае может произойти повреждение электротельфера и несчастный случай. После различных изменений длины каната надо дополнительно или заново отрегулировать оба ограничительных кольца концевого выключателя. Так как во время эксплуатации электротельфера стальной канат вытягивается, необходимо проверять состояние колец, неподвижно прикреплённых к штанге. 3.4. Эксплуатация и обслуживание электродвигателя с встроенным тормозом Регулировка аксиального хода тормоза. Замена изношенных фрикционных накладок Проверять каждые 1 – 2 месяца аксиальный сдвиг тормозного диска при включении двигателя. Аксиальный сдвиг увеличивается вследствие изнашивания тормозной накладки. Тормоз перестает действовать при аксиальном сдвиге, превышающем 2,5 – 3мм. После монтажа и перед пуском в эксплуатацию должны быть исполнены следующие требования: К электродвигателю подъемного механизма: Заземляющий провод и провода питания должны быть хорошо притянуты и обеспечивать надежный контакт; Подшипниковые гнезда должны быть заполнены смазкой в соответствии с планом смазки – см. пункт 3.12. Чтобы произвести смазку подшипников, прежде всего нужно снять электродвигатель, внимательно разобрать щиты подшипников предварительно сняв кожух вентилятора вытащить вентилятор со стороны задней части электродвигателя. Освободив, таким образом, подшипники электродвигателя, необходимо хорошо промыть их бензином и снова на 2/3 заполнить солидолом. При разборке переднего щита подшипника, вынимаются подшипники и резиновые уплотнения. Ни в коем случае не допускается изменение фиксированного заводом-изготовителем положения регулировочного винта. Резиновые уплотнения подшипников должны быть в хорошем состоянии и плотно прилегать к шейкам вала; Тормозной диск должен быть отрегулирован таким образом, чтобы аксиальный ход конусного ротора был в границах 0,5 – 1мм (рисунок 18). В результате эксплуатации после определенного износа ферродо, увеличивается аксиальный ход ротора, который приводит к увеличению тормозного пути. Для восстановления начального положения ротора и начального значения тормозного пути, нормальные величины которого 80мм для Vпод.= 8м/мин; 120мм для Vпод.= 12м/мин и 150мм для Vпод.= 16м/мин, используется регулировочный винт, с помощью которого аксиально смещается ступица тормозного диска, после чего винт снова застопоривается. Максимально допустимый аксиальный ход ротора в эксплуатации – до 2мм. Регулирование тормозного диска, т.е. аксиального хода конусного ротора, можно произвести следующим образом (рисунок 18): а) освободите крюк электротельфера от груза; б) снимите решетку 4, закрепленную посредством винтов 5; в) отвинтите болты 8, фиксирующие регулировочную гайку 7 к валу электродвигателя; г) завинтите с помощью специального ключа гайку регулировочную 7 до упора. Аксиальный ход ротора равен I=2n, где 2=шагу резьбы, n=числу оборотов, завитых на регулировочной гайке; д) развинтите регулировочную гайку на ¼ до ½ оборота, чем обеспечите нормальный аксиальный ход (0,5 – 1мм); е) завинтите два стопорных болта 8 на регулировочной гайке 7; ж) поставьте решетку 4. 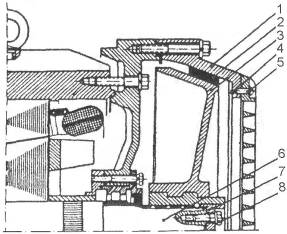 1 – кожух тормоза; 2 – ферродовый конус; 3 – тормозной диск 4 – решетка 5 – винт решетки; 6 – вал электродвигателя; 7 – регулировочная гайка; 8 – стопорный болт. Рисунок 18. Частичный разрез электродвигателя подъемного механизма. Когда тормозной конус 2 стерт до головок заклепок или его толщина уменьшена до 1 – 2мм, он должен быть заменен новым. Заклепывание его к тормозному диску нужно производить очень внимательно, с помощью алюминиевых заклепок того же размера и глубины погружения. После чего трущаяся поверхность обтачивается на оправке в центрах острым резцом, пока не получит первоначальные размеры как диаметра, так и угла трущейся поверхности (200С), соответствующие ложу кожуха тормоза 4 (рисунок 15). После установления на место, тормозной диск регулируется описанным выше способом. 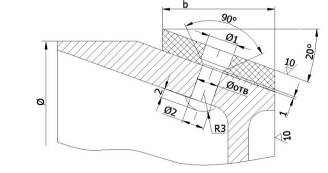 Рисунок 19. Первоначальные диаметр и угол контактной поверхности тормозного диска электродвигателей подъемного механизма. Проверяйте 3 – 4 раза в год состояние тормозного конуса (накладки). При образовании нагара по его рабочей поверхности очищайте шкуркой. При обнаружении масла очистите трущиеся поверхности бензином или шкуркой. Периодически проверять надежное крепление регулировочной гайки тормоза. Оба стопорные винта должны быть прочно завинчены и обеспечены против самоотвинчивания. Для электродвигателей с конусным ротором и с тормозом – маховиком ходовых тележек электротельферов – рисунок 20. 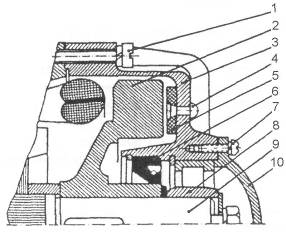 1 – винт подшипника; 2 – тормозной диск; 3 – щит подшипника; 4 – заклепка для ферродового кольца; 5 – ферродовое кольцо; 6 – уплотнение; 7 – винт крышки; 8 – подшипники; 9 – вал электродвигателя; 10 – крышка. Рисунок 20. Частичный разрез электродвигателя ходовых тележек. Провода питания и заземления должны быть хорошо затянуты и обеспечивать надежный контакт. Гнезда подшипников заполняются смазкой в соответствии с планом смазки – см. пункт 3.12. Чтобы произвести заново смазку подшипников демонтируются щиты электродвигателя и освобождаются подшипники. После тщательной промывки бензином подшипников и подшипниковых гнезд они заполняются на 2/3 вышеуказанным солидолом. При разборке переднего щита подшипника, из него вынимаются подшипники и резиновые уплотнения; ни в коем случае не допускать изменения фиксированного заводом – изготовителем положения регулировочной гайки переднего щита электродвигателя. Резиновые уплотнения должны быть в хорошем состоянии и плотно прилегать к шейкам вала. Тормозной диск необходимо отрегулировать так, чтобы аксиальный ход конусного ротора был в границах 0,5 – 1 мм. В результате эксплуатации происходит известный износ ферродо и увеличивается аксиальный ход ротора. Для восстановления начального положения ротора в специальных электродвигателях тельферных тележек, в которых тормозной диск действует своей торцевой стороной, вполне достаточно незначительного аксиального смещения. Это достигается простым перемещением наборных пластин на шейке вала с одной стороны тормозного диска на другую, после чего ступица диска вместе с втулкой подшипника прочно прижимается с помощью стопорного болта вала. Когда тормозной диск 2 стерт до головок заклепок или его толщина уменьшена до 1 – 2мм, он должен быть заменен новым. Заклепывается диск к щиту подшипника с помощью алюминиевых заклепок того же размера и глубины погружения, после чего трущаяся поверхность обтачивается на оправке острым резцом. После установки на место, тормозной диск регулируется указанными выше способами. Максимально допустимый аксиальный ход ротора в эксплуатации – до 2,5мм. При монтаже электродвигателей все болты должны быть прочно притянуты и обеспечены против самоотвинчивания пружинными шайбами или другим способом. При всех осмотрах проверять состояние болтов. О  собое внимание обращать завинчиванию и обеспечению против самоотвинчивания болтов заднего щита подшипника двигателей и кожуха тормоза! собое внимание обращать завинчиванию и обеспечению против самоотвинчивания болтов заднего щита подшипника двигателей и кожуха тормоза! Не изменять положение регулирующей гайки переднего щита двигателя установленной заводом – изготовителем! 3.5. Уход за планетарным редуктором. Замена масла Очень важно регулярно и правильно сменять масло в зубчатых передачах, работающих в масляных ваннах. Необходима регулярная проверка состояния масла в электротельферах типа CD с редуктором в механизме главного подъема. Смена масла должна производится согласно предварительно определенному плану с соответствующими сроками (см. пункт 3.12). Отработанное масло сливается из редуктора в еще теплом состоянии. Снимаются верхняя пробка –пробка для слива масла, установленная на зубчатом венце редуктора, и сливается старое масло. При первой смене масла (приблизительно через 3 месяцев или 100 машинных часов регулярной эксплуатации электротельфера) редуктор надо промыть бензином или бензолом. Для этой цели берется удвоенное количество промывочного материала в сравнении с объемом масла, которое наливается в планетарный редуктор. С этим количеством промывочного материала (бензина или бензола), электротельфер продолжает работать с тем, чтобы крюк пять раз поднялся и опустился, но без нагрузки. После такой промывки сливается промывочная жидкость и заливается новое масло в редуктор подъема. Необходимое количество масла и его классификационные качества указаны в плане смазки. Максимально допустимое изнашивание шестерен редуктора подъемного механизма – до 15% толщины зуба. 3.6. Обслуживание ходовой тележки Основная проверка состояния тележки, это проверка состояния ходовых колес. При изнашивании колес, превышающем указанные ниже величины, их следует заменить. Максимальное изнашивание зубьев колес – до 40% их толщины. Максимальное изнашивание реборды колес – до 40% их толщины. Если вследствие продолжительной эксплуатации зазор с двух сторон между рельсом и ребордами колес увеличится свыше 4мм, следует произвести снова регулировку тележки. Для этого нужно снять симметрично с внутренней части тележки несколько шайб и поставить с внешней стороны для достижения зазора, указанного в п. 2.3 (0,5 – 4мм). Обслуживание редуктора тележки заключается в своевременной замене смазки в соответствии с планом смазки – см. пункт 3.12. Для этого нужно снять электродвигатель. Тогда осматривается шестеренная передача. При изнашивании зубьев, превышающем указанные величины, следует заменить шестерни редуктора. Максимальное изнашивание шестерен – до 30% толщины зубьев. Все передаточные механизмы хорошо уплотнены против вытекания масла и солидола, и проникания извне абразивных частиц и инородных тел. Если во время эксплуатации заметите утечку масла в некоторых местах, необходимо заменить соответствующее уплотнение, либо промазать герметиком. 3.7. Эксплуатация и проверка подвески подъемного крюка Раз в году следует производить полный осмотр роликовой подвески крюка с целью устранения обнаруженных неисправностей. Недопустима эксплуатация роликов с трещинами и изломами ребер. Допустимое изнашивание паза чугунных и пластмассовых роликов – 25% диаметра каната. Согласно предписанию и указаниям DIN 15405, один раз в году нужно производить проверку и испытание крюка, не имеет ли он следов трещин или холодных деформаций. 3.8. Проверка компенсирующей упругой муфты Рекомендуем через каждые 2 года нормальной работы тщательно проверять состояние гибкого пакета компенсирующей упругой муфты. При более тяжелом режиме работы необходимо уменьшить этот срок в два раза. Если заметите разрывы некоторых резиновых пластин, необходимо заменить гибкий пакет новым. 3.9. Подшипники качения Все подшипники качения, которые не входят в передаточные механизмы, т.е. подшипник барабана, подшипники ходовых колес тележек, подшипники в кронштейне ручного привода ходовых тележек, смазаны на заводе достаточным количеством смазки. Замена смазки – в соответствии с пунктом 3.12. При более тяжелых условиях эксплуатации срок смены надо уменьшить. С этой целью подшипники тщательно промываются бензином или бензолом (но не нефтью), после чего 2/3 пространства подшипников заполняется смазкой в соответствии с планом смазки – см. пункт 3.12. 3.10. Командный пульт управления, концевой выключатель, контакторы Управление электротельфера осуществляется с помощью концевого выключателя. Схема управления электродвигателем подъемного механизма осуществляется с помощью двух контакторов для двух направлений движения, связанных по реверсивной схеме. Безопасность щита достигается через защитное зануление или заземление всех нетоковедущих частей посредством заземляющей шпильки. Электрическая связь между нетоковедущими частями щита (между заземляющей шпилькой и основанием, с другой стороны – между основанием и шасси с электроаппаратурой) обеспечивается посредством лужения соприкасающихся плоскостей в месте винтового соединения. Во время эксплуатации электротельферов необходимы периодические планово-предупредительные осмотры и ремонты электрооборудования. Осмотр электрооборудования надо производить каждые 30 дней. Замеченные неисправности устраняются опытным электротехником. Осмотр и ремонт производится под руководством ответственного за эксплуатацию электротельфера лица. При профилактическом осмотре электрооборудования следует проверить: а) состояние заземляющего провода щита; б) состояние контакторов, пускозащитного трансформатора, селенового выпрямителя; в) закрепление несущей жилы командного кабеля; г) уплотнение штуцеров; д) уплотнение щита; е) регулировку концевых выключателей. 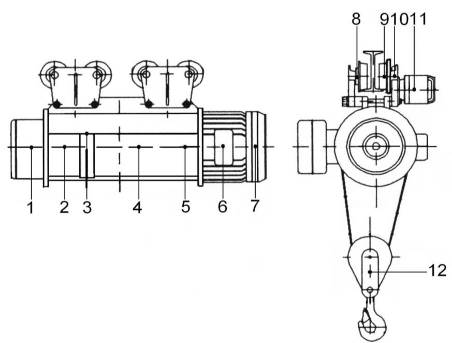 Рисунок 21. Схема мест смазывания. .
|