нир. Содержание теоретическая часть
 Скачать 3.72 Mb. Скачать 3.72 Mb.
|

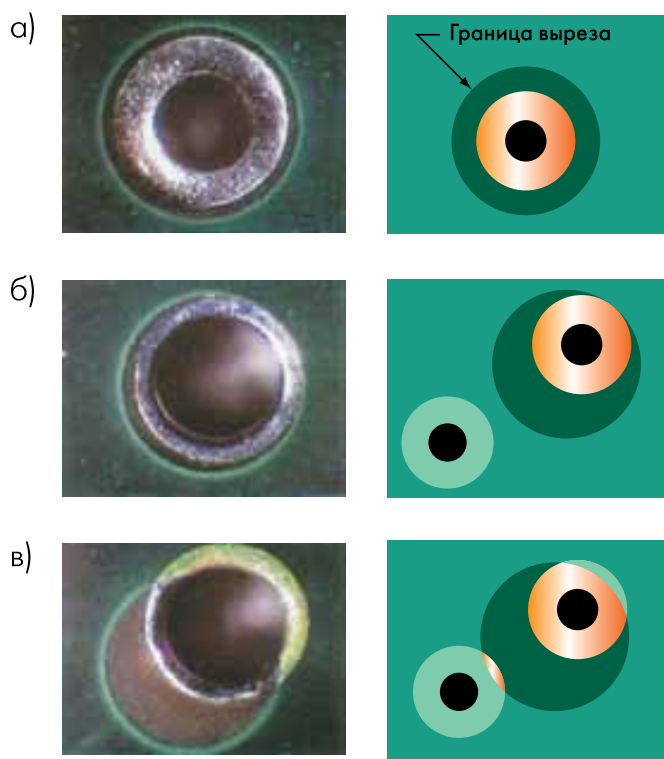
СодержаниеТЕОРЕТИЧЕСКАЯ ЧАСТЬ ВВЕДЕНИЕ 4 ТРЕБОВАНИЯ ДЛЯ ПАЯЛЬНЫХ МАСОК 5 ТЕНТИРОВАНИЕ ОТВЕРСТИЙ 10 МЕТОДОЛОГИЯ ЭКСПЕРИМЕНТА 12 ФОТОШАБЛОНЫ 13 ПЕРВЫЕ ТЕСТОВЫЕ ИСПЫТАНИЯ 14 СМЕНА МЕТОДА НАНЕСЕНИЯ ПАЯЛЬНОЙ МАСКИ 17 ЗАКЛЮЧИТЕЛЬНЫЕ ТЕСТЫ 21 РАБОЧИЙ ХОД 24 РЕКОМЕНДАЦИИ ПРИ РАБОТЕ С ПАЯЛЬНОЙ МАСКОЙ 25 ВЫВОДЫ 29 ЛИТЕРАТУРА 29 ТЕОРЕТИЧЕСКАЯ ЧАСТЬ ВВЕДЕНИЕПри изготовлении печатной платы для изделий электроники практически невозможно обойтись без паяльной маски. Ее используют для защиты проводящего рисунка в процессе производства платы, защиты отдельных ее участков от воздействия флюсов и припоев при монтаже компонентов, защиты проводников от попадания влаги в процессе эксплуатации и др. Несмотря на то, что паяльные маски применяются уже давно, существуют расхождения по поводу правильного их проектирования и контроля качества. Эти расхождения могут возникать по разным причинам – это и постоянное совершенствование материалов и технологий, используемых при производстве плат; и недостаточная информированность конструкторов плат о возможных технологических проблемах, возникающих при нанесении маски и монтаже компонентов на плату; а также различия в требованиях стандартов. Наблюдается тенденция к переориентации отечественных производств на зарубежные стандарты в связи с тем, что информация в них наиболее актуальна и обновляется по мере обновления материалов и технологий. Самым распространенным стандартом является стандарт IPC (Association Connecting Electronics Industries) [3]. В соответствии с IPC паяльная маска (Solder Mask или Solder Resist) – это теплостойкий защитный материал, который наносят избирательно на отдельные участки печатной платы, чтобы предотвратить попадание припоя на эти участки в процессе пайки. Что касается ГОСТа, то в нём термина "паяльная маска" не существует. Самый близкий по смыслу термин – "резистивная маска для облуживания". Это теплостойкое покрытие, наносимое избирательно для защиты отдельных участков печатной платы в процессе облуживания. Однако такое определение неполно, поскольку сегодня в производстве печатных плат используется множество различных финишных покрытий кроме тех, которые получают горячим лужением. Это и иммерсионное золото, и иммерсионное серебро, и олово, и множество других покрытий [1]. С учётом высокой конкуренции в современном производстве РЭА важная роль в обеспечении надёжности её работы при воздействии различных климатических факторов принадлежит методам влагозащиты. Органические покрытия являются чрезвычайно важным и экономичным средством защиты электронных устройств и компонентов, выступают в качестве экрана, предохраняющего от воздействия агрессивной среды. В качестве влагозащитных покрытий специалисты широко используют: конформные покрытия (лаки на основе акриловых, эпоксидных, уретановых, органосилоксановых и париленовых полимеров), клеи, герметики, компаунды и др. [2]. ТРЕБОВАНИЯ ДЛЯ ПАЯЛЬНЫХ МАСОКРассмотрим основные требования, которым должна отвечать паяльная маска. При проектировании и нанесении паяльной маски нужно обеспечить изоляцию групп контактных площадок (например, под выводы микросхем) от других проводящих элементов печатной платы – переходных отверстий, контактных площадок, проводников. Такая изоляция позволяет снизить время и трудоемкость процесса пайки. Дело в том, что в процессе монтажа компонентов на печатную плату, между смежными контактными площадками (если они не изолированы) могут образоваться тончайшие перемычки припоя. И чтобы их обнаружить и устранить, нужно дополнительное время. Если по тем или иным причинам такая перемычка не будет обнаружена, то получится замыкание. Это может привести к неправильной работе прибора или даже к выходу из строя элементов. Изоляция смежных контактных площадок друг от друга достигается с помощью вырезов в паяльной маске. Вырезом в маске мы будем называть область на печатной плате, не покрытую паяльной маской. Отметим, что паяльная маска бывает двух видов: жидкая и сухая пленочная. Полимерный материал маски может иметь различную толщину. Для жидкой маски финишная толщина обычно лежит в пределах от 0,02 мм до 0,025 мм, в то время как сухой пленочный фоторезист имеет, как правило, толщину 0,04 мм, 0,08 мм и 0,1 мм. При использовании жидкой паяльной маски точность совмещения вырезов в маске с топологическим рисунком платы гораздо выше, чем при использовании сухого пленочного фоторезиста. Размер выреза в паяльной маске должен быть на 100– 150 мкм больше размера контактной площадки (то есть расстояние от края контактной площадки до края паяльной маски должно лежать в пределе от 50 мкм до 75 мкм). Такие значения связаны с точностью совмещения внешних слоев платы с паяльной маской, которая обычно составляет 50–75 мкм, в зависимости от технологических возможностей производителя. Как правило, каждой контактной площадке на печатной плате соответствует отдельный вырез в маске. Между двумя соседними контактными площадками находится перемычка. Ее ширина должна составлять как минимум 75 мкм, чтобы обеспечить хорошую адгезию к поверхности печатной платы. Если перемычка слишком тонкая, очень вероятно, что в процессе монтажа она оторвется от поверхности печатной платы и тот тонкий волосок, который она образует, попадет на поверхность контактной площадки микросхемы с малым шагом выводов, следовательно – будет препятствовать монтажу. В худшем случае ножка микросхемы просто не припаяется к той контактной площадке, на которую попала маска. Для различных участков печатной платы проектирование вырезов в паяльной маске имеет свои особенности. Рассмотрим их подробнее. В местах, где проводники не проходят между ближайшими контактными площадками, вырез можно сделать над набором ближайших контактных площадок (рис.1а). 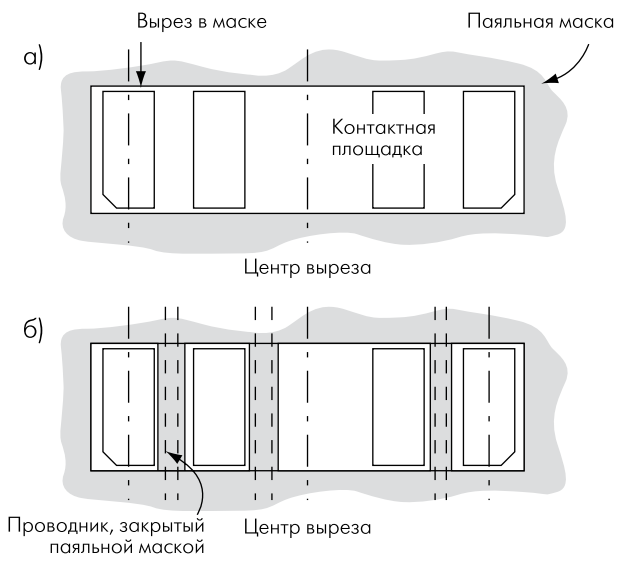 Рис.1. Вырезы над группой контактных площадок: а – простой вырез, б – паяльная маска закрывает проводники, проходящие между контактными площадками Там, где проводники проходят между ближайшими контактными площадками, вырез в паяльной маске должен быть выполнен таким образом, чтобы маска полностью закрывала печатные проводники (рис.1б). В этом случае необходимо максимально точно совместить проводящий рисунок и паяльную маску для того, чтобы полностью закрыть проводники и при этом не "наползти" на контактную площадку. Для вырезов над отверстиями в печатной плате идеальным можно считать совмещение, когда центр выреза совпадает с центром отверстия, а также выдержан минимальный допустимый зазор между краем контактной площадки и маской (рис.2а). Допускается смещение центра выреза в маске относительно центра отверстия (рис.2б), но маска не должна попадать на контактную площадку (рис.2в).
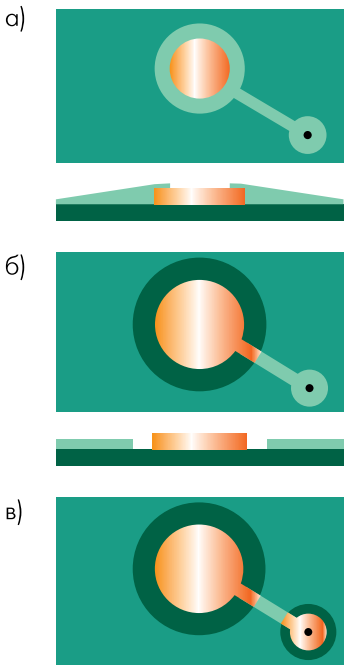
не должно открывать соседние проводящие элементы (контактные площадки и проводники), которые должны быть изолированы друг от друга; • не допускается попадание маски (из-за плохого совмещения) на контакты концевых разъемов и на тестовые точки; • для микросхем с шагом выводов 1,25 мм и более попадание маски на контактные площадки допускается только с одной стороны и не более чем на 0,05 мм (рис.3б,в); • для микросхем с шагом выводов менее 1,25 мм попадание маски на контактные площадки допускается только с одной стороны и не более чем на 0,025 мм (рис.3б,в). Существует ряд особых требований к вырезам в маске для контактных площадок, предназначенных для монтажа микросхем в корпусах BGA (Ball Grid Array – матрица шариковых выводов). Требования эти различаются в зависимости от того, каким образом проектируются вырезы над контактными площадками. Здесь существует три способа: • вырез в маске меньше диаметра контактной площадки (рис.4а). В этом случае допускается смещение маски относительно центра контактной площадки так, чтобы вырез не открывал край контактной площадки в секторе более 90°; • вырез в маске больше диаметра контактной площадки, и переходные отверстия закрыты маской (рис.4б). Паяльная маска в этом случае не должна попадать на контактную площадку из-за плохого совмещения; • вырез в маске больше диаметра контактной площадки, а переходные отверстия открыты маской (рис.4в). Паяльная маска при этом не должна попадать на контактную площадку BGA и переходного отверстия. Обязательно наличие перемычки в маске между контактными площадками BGA и переходного отверстия (закрывающей часть проводника), если таковая предусмотрена в проекте печатной платы.
ТЕНТИРОВАНИЕ ОТВЕРСТИЙПереходные отверстия, которые, по проекту, покрываются паяльной маской, должны быть надежно тентированы (закрыты) (рис.5). Чтобы удовлетворить данное требование, дизайн печатной платы нужно выполнять корректно. 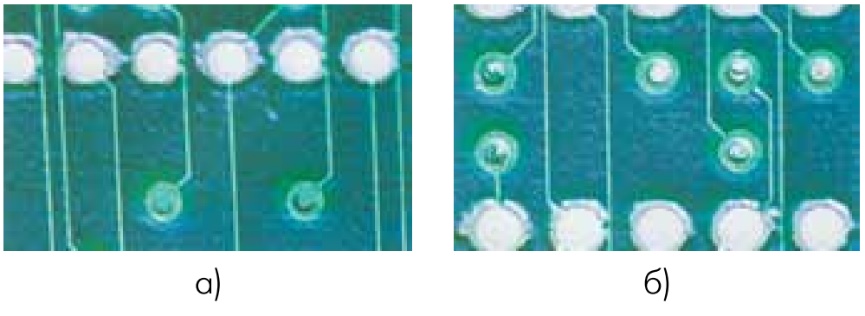 Рис.5. Качество паяльной маски при тентировании переходных отверстий: а – хорошее, б – недопустимое К примеру, если диаметр переходного отверстия, которое планируется закрыть маской, очень большой, то маска просто затечет в отверстие, а на поверхности контактной площадки переходного отверстия слой маски будет очень тонким. Дело тут не в недостатках технологии, а в дизайне самой платы. Но даже при ошибках в дизайне положение не безнадежное. Можно прибегнуть к такой опции, как забивка отверстий. Существует множество способов и материалов для забивки отверстий, которые применяют в зависимости от того, что необходимо получить на готовом изделии. Чаще всего используют забивку переходных отверстий паяльной маской или эпоксидной смолой. В этом случае затекание паяльной маски внутрь большого переходного отверстия исключено, что и обеспечивает надежное тентирование. Данный способ очень эффективен ввиду невысокой трудоемкости процесса и низкой цены. В нем есть свои ограничения, которые рознятся от производителя к производителю, поэтому всегда нужно консультироваться с технологом о наиболее приемлемом варианте. Бывают случаи, когда переходные отверстия конструктор печатной платы вынужден делать в контактной площадке, предназначенной под SMT (Surface Mounting Technology – поверхностный монтаж). В этом случае, чтобы добиться хорошей плоскостности поверхности контактной площадки и наличия на ней финишного покрытия, обычно переходное отверстие заполняют медью. Это достаточно дорогой способ, но иногда он бывает просто необходим. Чаще всего его применяют для глухих отверстий в площадках, предназначенных, например, для монтажа BGA-компонента. Если же переходное отверстие сквозное, то можно задействовать другой способ – Filled and capped via ("заполненное и покрытое" переходное отверстие) (рис.6). Отверстие заполняют специальной пастой, и затем наносят на контактную площадку финишное покрытие. Существуют и другие способы заполнения и забивки отверстий, и выбирать их нужно в зависимости от необходимого конечного результата 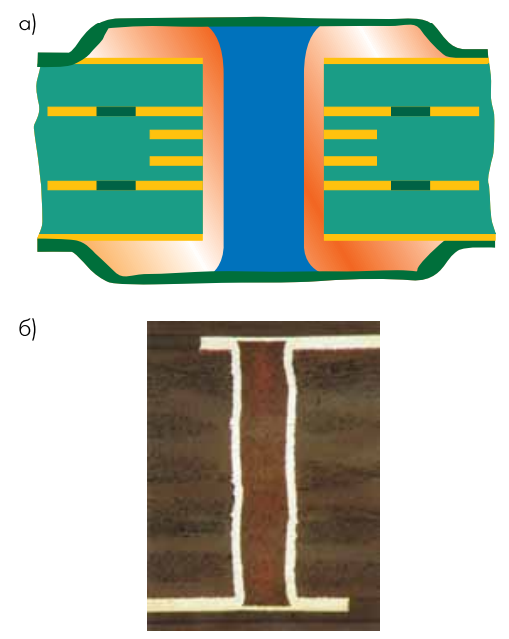 Рис.6. Заполнение отверстий методом Filled and capped via (заполнение и закрытие отверстий): а – схема, б – фотография шлифа платы с заполненным отверстием, полученная под микроскопом ПРАКТИЧЕСКАЯ ЧАСТЬ МЕТОДОЛОГИЯ ЭКСПЕРИМЕНТАПрактика подобных экспериментов показала, что данную работу следует разделять на два этапа – тестовые испытания и рабочий ход. Переходить от одного этапа к другому можно лишь завершив первый этап. Подобный подход требуется для отработки технологического маршрута в рамках производства, а также для получения качественных, воспроизводимых технологических параметров каждой проводимой операции. Также не мало важным является отладка маршрута, методы их проведения и исключение подходов приводящих к получению бракованных образцов. Испытания проводились перед рабочим ходом для экономической целесообразности производства, потому что количество расходуемого материала при тестах значительно меньше. Исследуемый диапазон возможных технологических параметров значительно шире, нежели при рабочем ходе. Что повышает производительность, поскольку занимает меньше времени, позволяя делать больше выводов за счёт исследуемого диапазона. ФОТОШАБЛОНЫРазработка фотошаблона выполнялась исходя из принципиальной электрической схемы устройства и проектирования топологии. Выбор схемы был не случаен. Из всех существующих вариантов схем был выбран один из реализующих высоковольтный генератор, который планируется использовать в дальнейшем для целей плазменной дефектоскопии. Принципиальная электрическая схема платы была собрана с применением программного обеспечения TINA-TI и изображена на рис. 8. В данной работе применялась технология контактной фотолитографии как наиболее доступного варианта реализации техники переноса изображения. Для решения нашей задачи был использован упрощённый вариант изготовления вычерчивания шаблона в графическом редакторе, который в дальнейшем печатался на прозрачной плёнке. Поскольку на плате был предусмотрен двухсторонний монтаж компонентов, то для каждой из сторон был создан свой фотошаблон (рис. 9). Задача тестовых фотошаблонов заключается в демонстрации разрешающей способности паяльной маски (рис. 8). 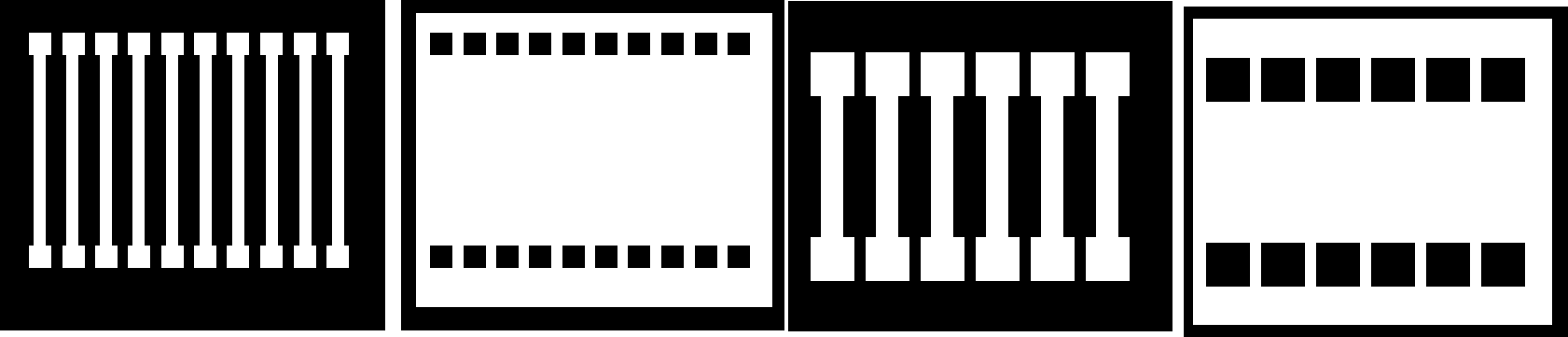 Рис.7. Внешний вид тестовых фотошаблонов 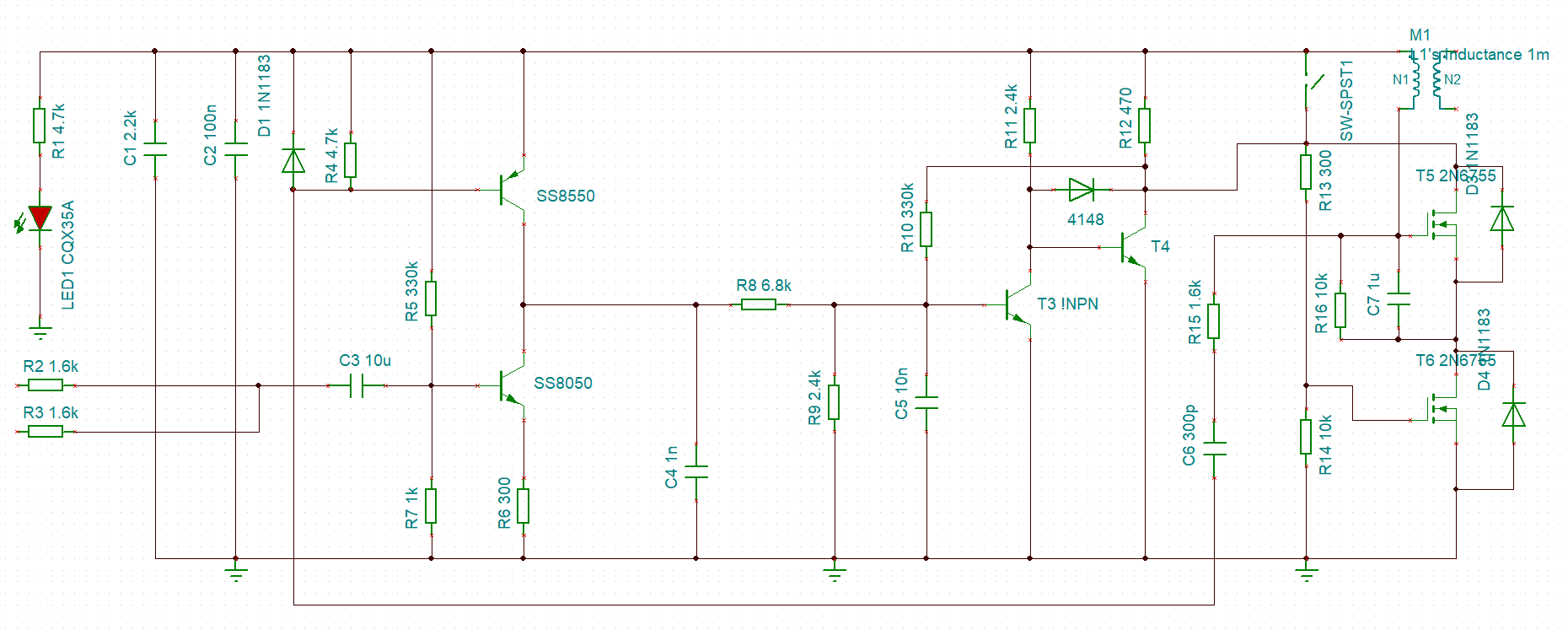 Рис.8. Принципиальная схема устройства Чтобы минимизировать проявление эффекта искажения дорожек, фотошаблон закреплялся на подложке с каждой из сторон.  Рис.9. Внешний вид рабочих фотошаблонов ПЕРВЫЕ ТЕСТОВЫЕ ИСПЫТАНИЯИзначально стояла задача сделать плату для высоковольтного генератора, который планируется использовать для плазменной дефектоскопии. Анализировались возможные варианты её изготовления. Условия создания были ограничены возможностями и ресурсами лабораторного оборудования. В качестве основы используется двухсторонний, фольгированный текстолит на котором была сформирована топология дорожек и площадок с применением сухого плёночного фоторезиста и операций фотолитографии (Рис. 22). Поскольку данная операция лежит в основе создания печатных плат, параллельно формированию маски был проведён тест на воспроизводимость технологических параметров сухого плёночного фоторезиста, результаты которого представлены на рис.10. 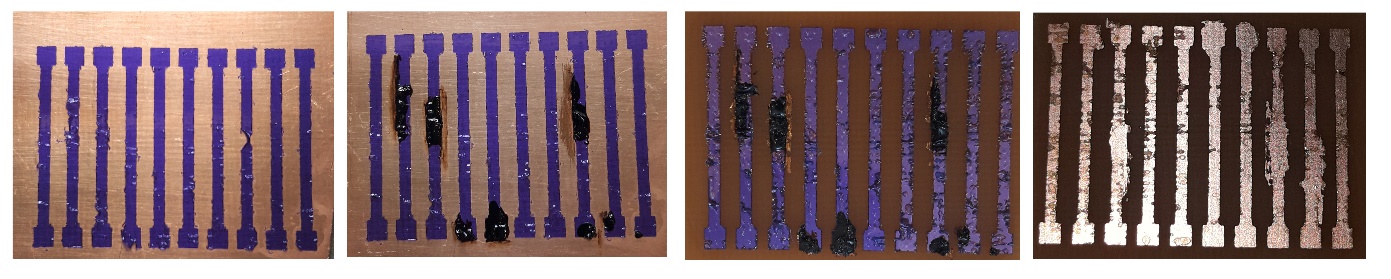 Рис.10. воспроизводимость фотолитографии с применением сухого плёночного фоторезиста (для травления меди) В данной работе использовалась негативная, фоточувствительная, однокомпонентная маска зелёного цвета, марки LY-UVH900 изображённая на рис. 11. Поскольку маркировка и текстовая информация на корпусе паяльной маски не предоставляла технологических параметров работы, было принято решение подобрать данные значения эмпирическим методом.  Рис.11. Маркировка и текстовая информация на корпусе паяльной маски В таблице 1 указаны технологические параметры, применяемые для первого теста испытаний. Табл. 1 – Технологические параметры первого эксперимента.
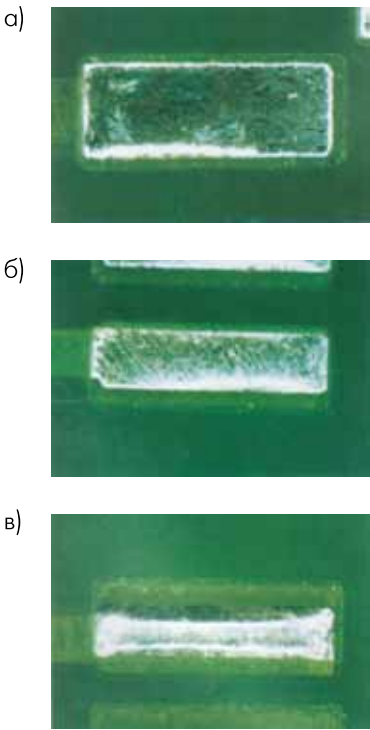
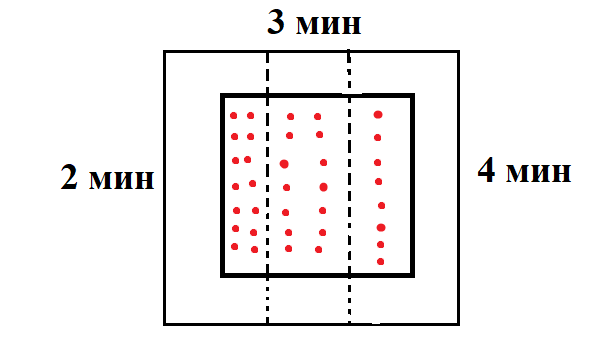
Заготовка проходила очистку с применением мягкого абразивного материала. Для удаления излишек абразива использовался этиловый спирт. Метод нанесения паяльной маски заключался в загонке защитного вещества на рабочую поверхность и его разгонки (распределению) по площади. Между данными операциями производится нанесение прозрачной плёнки для защиты толстого стекла и избавления от хемосорбции воздуха в будущем покрытии. Свойство прозрачности стекла помогает создать более равномерную маску, ориентируясь на тёмные и светлые участки, которые соответствуют толстому и тонкому слою. Схема процедуры нанесения изображена на рис. 12. 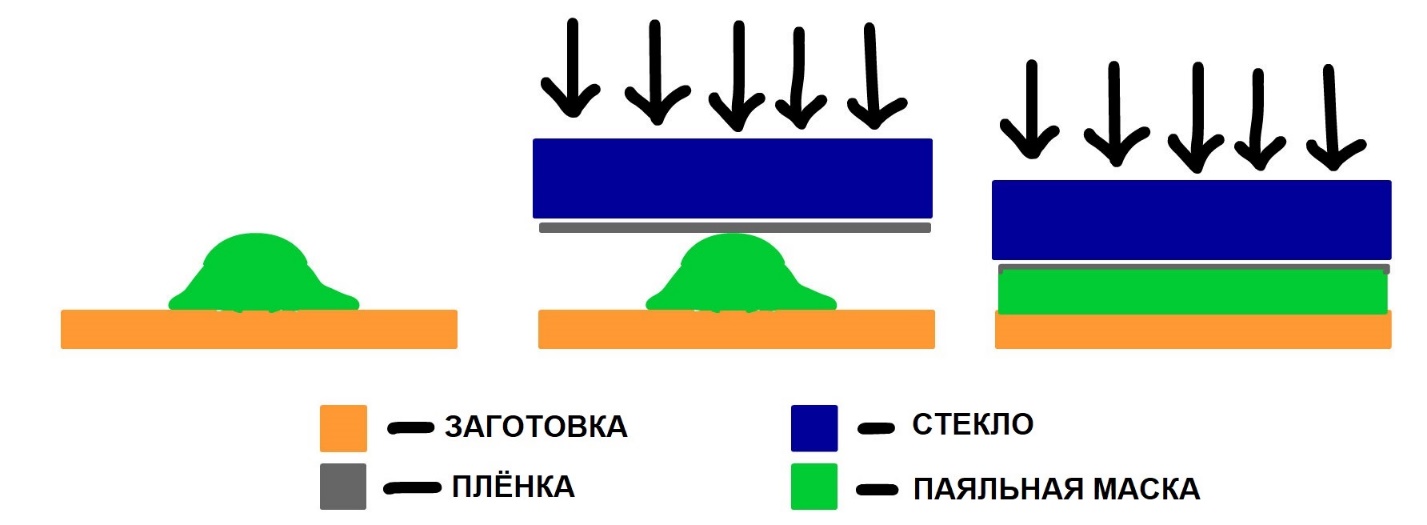 Рис.12. Схема нанесения паяльной маски После нанесения покрытия, заготовка отправлялась на первую сушку и операцию экспонирования вместе с защитной плёнкой. Далее, проэкспонированная заготовка отправлялась в проявочный раствор с предварительным удалением плёнки. На 200 мл дистиллированной воды с температурой 50 °С приходится 3 г Na2CO3. С применением жёсткой кисточки, которая убирала излишки краски, процесс проявки занимал 2 минуты. Конечный результат представлен на рис.13. 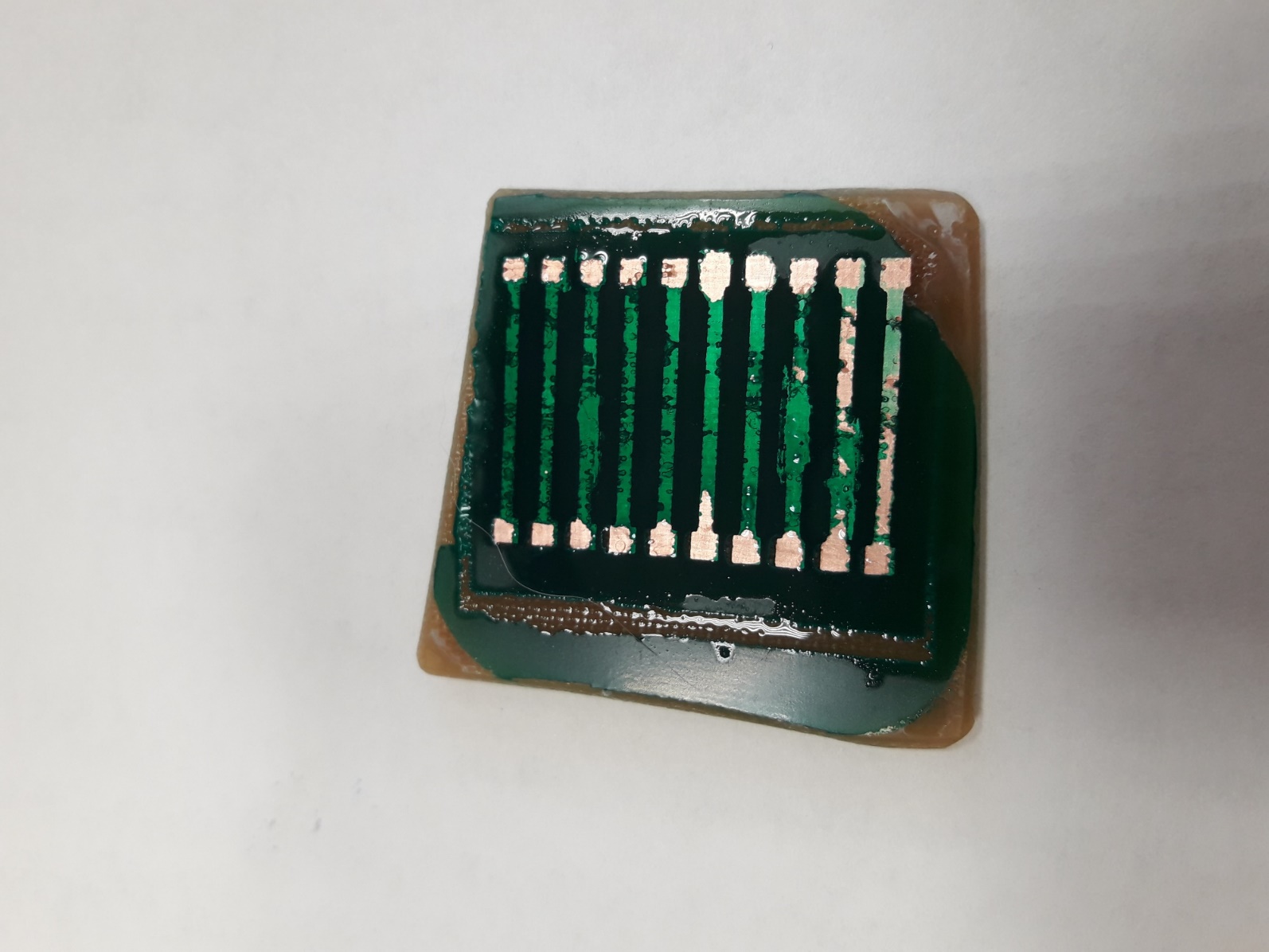 Рис.13. Конечный результат образца № 1 Образец № 1 имел гладкую поверхность с отличной адгезией. Поэтому не подвергался второй сушке и задубливанию. Места площадок имели нечёткий профиль и проявлялись лишь грубом физическим воздействием. Воспроизводимости данные технологические параметры не имели. СМЕНА МЕТОДА НАНЕСЕНИЯ ПАЯЛЬНОЙ МАСКИПосле получения ряда бракованных изделий было принято решение оставить постоянным значения сушки, а диапазон экспонирования сделать на 2, 3 и 4 минуты на одной заготовке. Результаты данного теста, представленные на рис. 14 заставили задуматься над методом нанесения паяльной маски.
Также стоит сказать, что создание топологий с помощью сухого плёночного фоторезиста требовало дополнительного времени. В следствии чего было принято решение отказаться от данного действия и наносить маску на сплошную поверхность тестовых образцов. Технологические параметры образца № 2 аналогичны образцу № 1. Проведённые эксперименты имели стабильное воспроизведение брака. Предполагаемо причиной была защитная плёнка, которая сушилась вместе с заготовкой. Она не позволяла испаряться жидкости в достаточном количестве. Кроме этого, время экспонирования зависело от толщины слоя. Более тонкие слои могли затвердеть, в тот момент, когда более тёмным и толстым участкам требовались дополнительные минуты воздействия УФ-света. Образец № 2 получился шероховатым. Часть покрытия осталось на защитной плёнке, имелись обрывы, отверстия проявлялись лишь при сильном физическом воздействии, и адгезия паяльной маски оставляла желать лучшего. На примере образца № 3 была предпринята попытка наращивания защитной маски с помощью круговых движений, выдавливающих излишки вещества за края заготовки при разгонке. Ключевым отличием дальнейших экспериментов стало отсутствие защитной плёнки при сушке. Предполагаемо, наносить маску следовало послойно: первый слой должен закрывать промежутки между открытыми участками меди (в диэлектрических областях), второй слой первично покрывал саму медь и третий служил завершающим, образующим более высокий профиль, оставляющий открытыми участки для контактных площадок. Схема заполнения заготовки паяльной маской данной методикой представлена на рис.16. 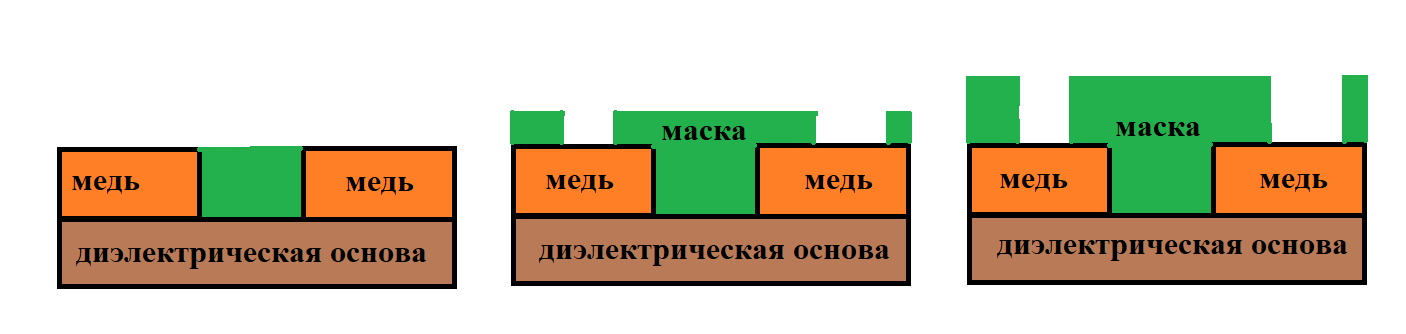 Рис.16. Схема наращивания паяльной маски 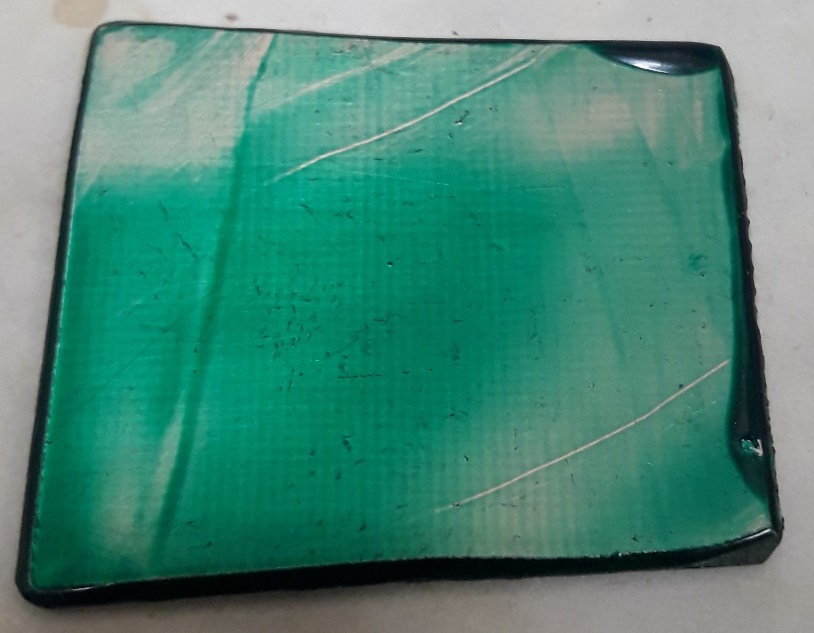 Рис.17. Образец № 3 На рис. 17 изображён первый слой маски без применения фотошаблона. Технологически параметры образца № 3 аналогичны двум предыдущим. Покрытие было гладким и имело высокую адгезию. Для более наглядного рассмотрения эксперимент был проведён повторно уже с экспонированием через фотошаблон. 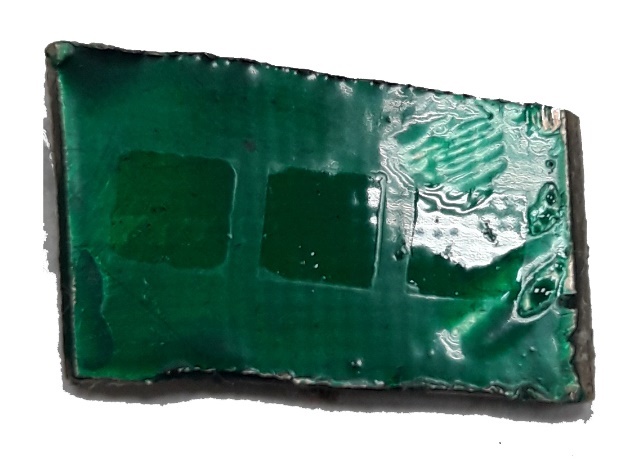 Рис.18. Образец № 4 (после экспонирования) Поскольку слой маски образца № 4 получился несколько больше планируемого изначально, возникло предположение, что применять технологию наращивания не обязательно. Достаточно увеличить технологические параметры. Таким образом условия образования покрытия образца № 4 представлены в таблице 2. Табл. 2 – Технологические параметры образца №4.
После использования данных технологических параметров был сделан вывод, что конечное качество границ раздела маски и открытого участка для площадок улучшилось.  Рис.19. Образец № 4 Покрытие образца № 4 получилось гладким, с высокой адгезией по отношению к подложке. Проявка не экспонированных участков происходила без применения грубого физического воздействия, практически самопроизвольно. Поверхность площадок нуждалась в удаление остатков маски для полного доступа к меди. Лишние частицы маски были удалены с помощью ацетона. После чего образец был отправлен на вторую сушку и задубливание. ЗАКЛЮЧИТЕЛЬНЫЕ ТЕСТЫТехнологические параметры образца № 4 подверглись проверке на воспроизводимость. Для более наглядной демонстрации конечного качества применялся иной фотошаблон. Конечный результат изображён на рис. 20. 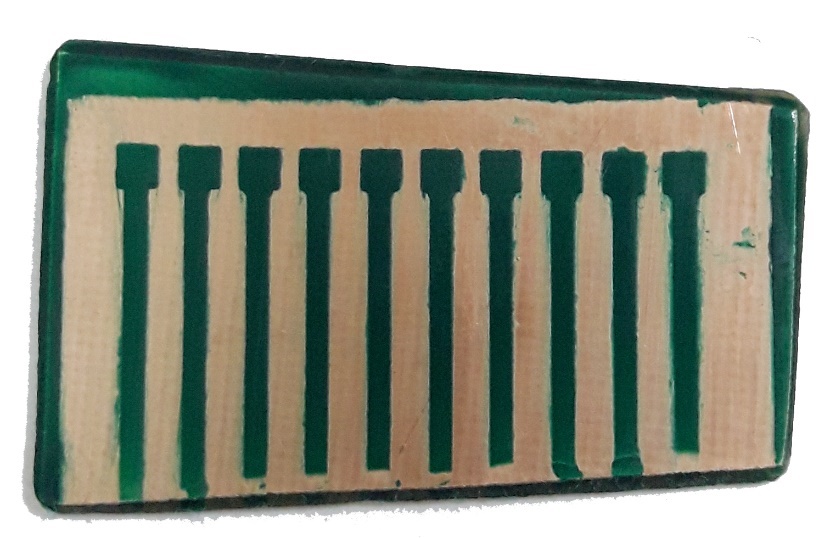 Рис.20. Образец № 5 Образец № 5 достаточно ярко демонстрирует разрешающую способность паяльной маски и подобранных технологических параметров. Если говорить конкретно, ширина основных линий составляет 1 мм, сторона квадратной площадки равна 2 мм. Поверхность маски гладкая, имеет высокую адгезию, проявка происходила практически самопроизвольно. Заготовка отправлялась на операцию задубливания для улучшения адгезии и механической стойкости. Задубливание проводилось в течение 4 минут при прогретых УФ лампах. После успешного завершения тестов образец № 5 был отправлен на химическое лужение меди. Рассмотрены три вариации исполнения. Без применения очистки; Очистка поверхности мягким абразивом и спиртом; Очистка поверхности мелкозернистой шероховатой бумагой; Результаты изображены на рис.21.  Рис.21. Тест на химическое лужение Участок, который не подвергался абсолютно никакой очистки выделяется проблесками меди, на которой находится оксидный слой, препятствующий осаждению олова на поверхность. Поскольку площадь рабочего образца значительно больше тестового (Рис.22), перед рабочим ходом было создано защитное покрытие на поверхности заготовки с подобной площадью. Технология нанесения вновь претерпела изменения. Разгонка защитной маски походила на классическую шёлкографию, но в данном эксперименте применялся пластиковый ракель распределяющий зелёную жидкость под защитной плёнкой. Заготовка фиксировалась. После чего плёнка снималась медленным и аккуратным движением вдоль поверхности заготовки для образования ровного покрытия. Результаты изображены на рис.23. 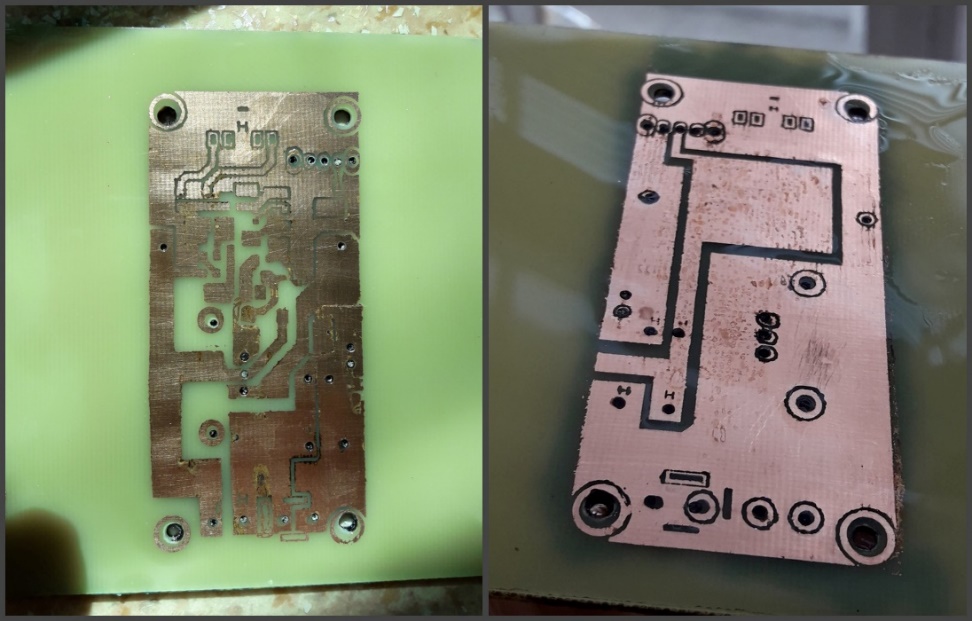 Рис.22. Рабочий образец платы 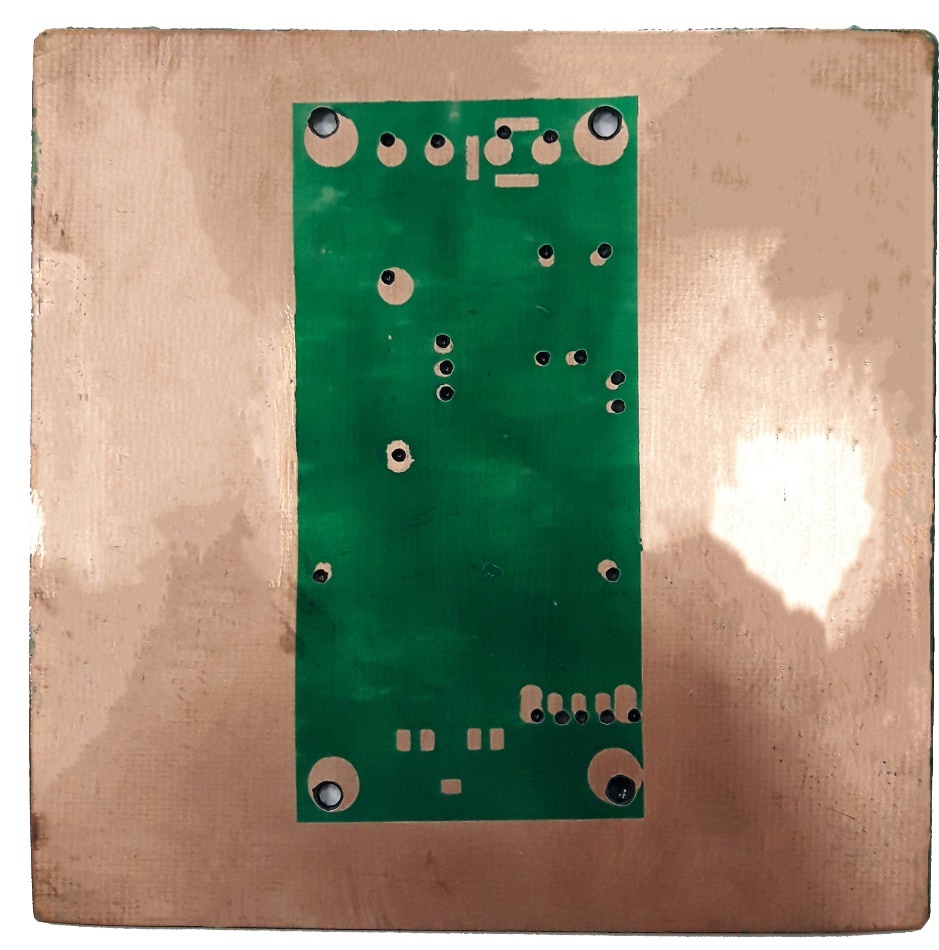 Рис.23. Образец № 6 РАБОЧИЙ ХОДЗаготовка длительное время хранилась под слоем битумного лака, поскольку медь имеет свойство разрушаться под воздействием окружающей среды. На рис.24 изображён процесс очистки с помощью ацетона. 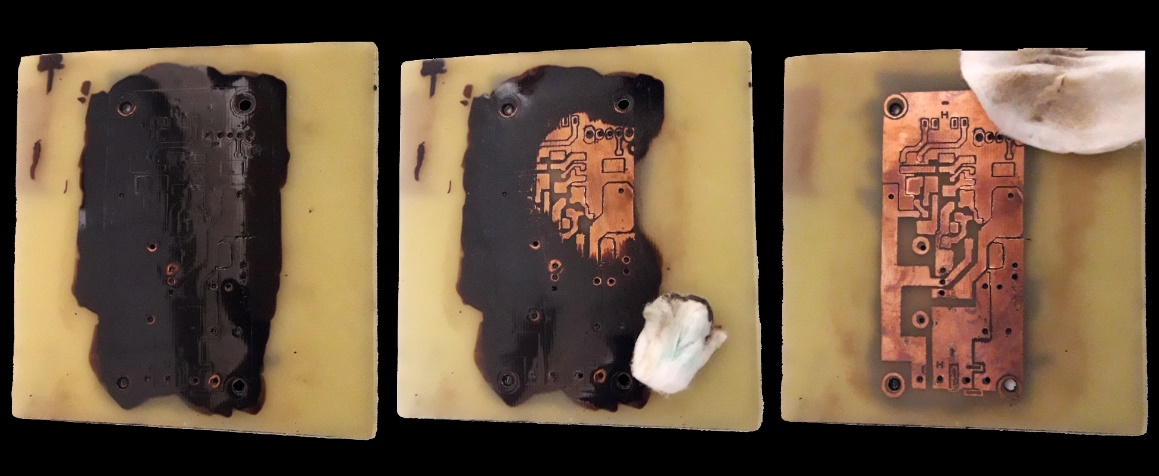 Рис.24. Очистка заготовки Рабочая поверхность обрабатывалась мягким абразивом и спиртом. После чего были применены ранее упомянутые приёмы по нанесению покрытия. Далее, были использованы технологические параметры образца № 4 представленные в таблице 2. Конечный результат формирования покрытия представлен на рис. 25. 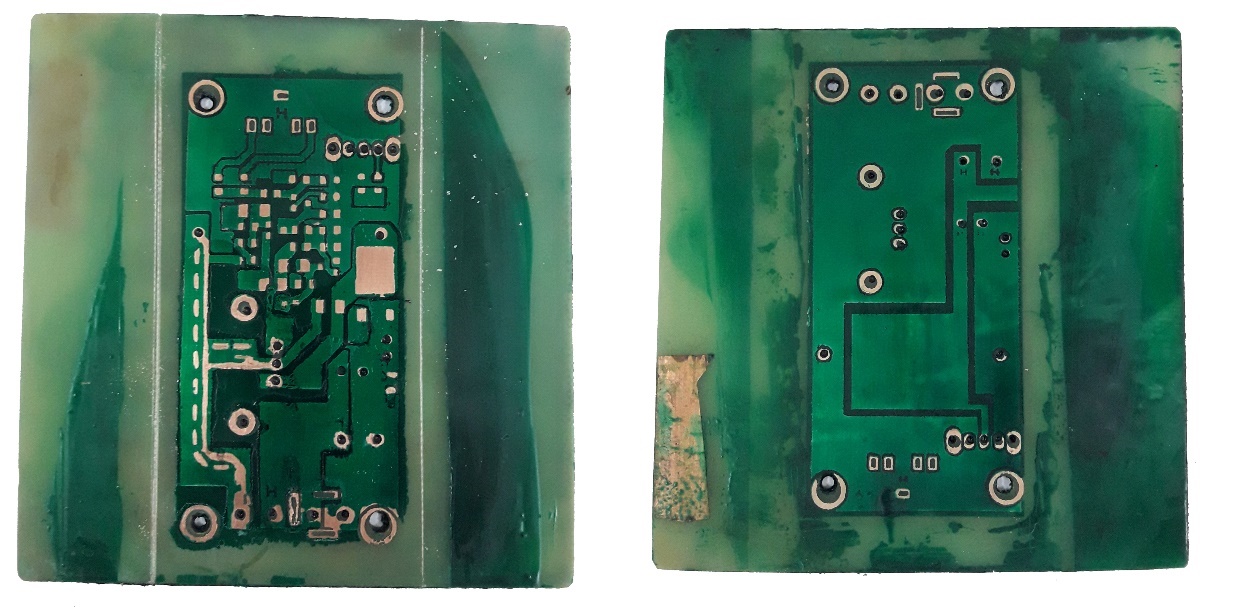 Рис.25. Результат рабочего хода по формированию защитного покрытия В заключение на плату было осаждено олово методом химического лужения. Результат данной процедуры представлен на рис.26. 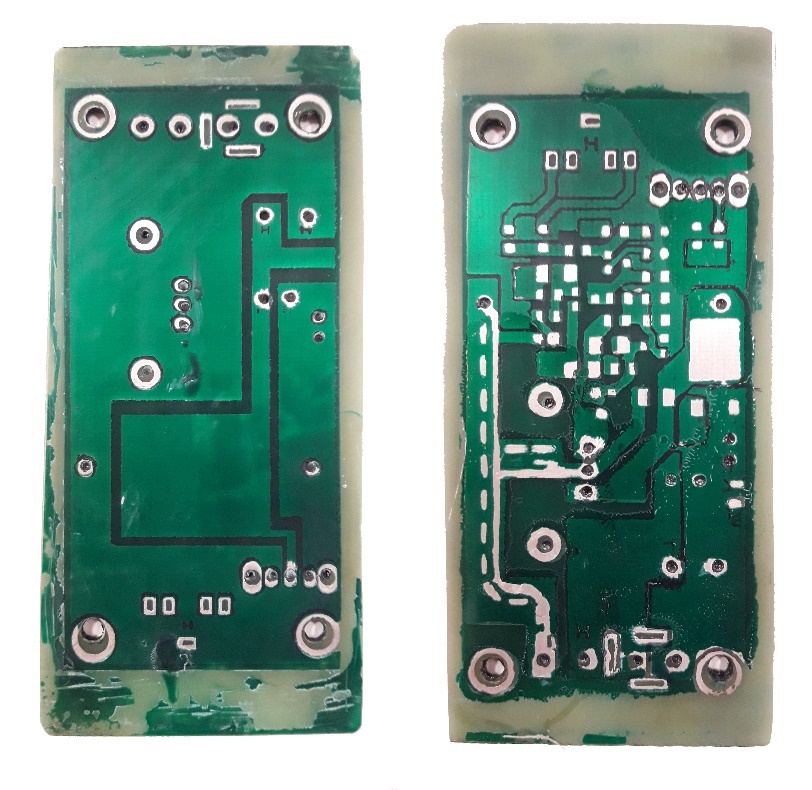 Рис.26. Результат химического лужения РЕКОМЕНДАЦИИ ПРИ РАБОТЕ С ПАЯЛЬНОЙ МАСКОЙОперация очистки: очистка требуется для улучшения адгезии осаждаемого слоя маски и удаления оксидной плёнки. В противном случае слой нанесённой маски будет слабо удерживаться на поверхности подложки (заготовки). В качестве очистки применялись следующие средства: дистиллированная вода, чистящий порошок, мягкий абразив, ацетон и медицинский спирт. Каждое из упомянутых средств имело свои «побочные эффекты», для решения которых требовалось применять дополнительные технологические операции. Молекулы дистиллированной воды и спирта адсорбировались на поверхность заготовки образуя влажную поверхность, для удаления которой требовалось процедура десорбции в сушильном шкафу на протяжение 20 минут при температуре 70 °С. Чистящий порошок оставлял после промывки разводы на заготовке. Удалить их можно обильным количеством дистиллированной воды. Ацетон в силу своих химических свойств оставляет целевую поверхность жирной. Удалить жир можно с помощью обработки в соде. Мягкий абразив выступал доступным средством очистки, которое в свою очередь, оставляло катышки резины, удалить их можно с помощью ветоши. В качестве рабочего метода очистки примялась последовательность с использованием дистиллированной воды, сушки, мягкого абразива и ветоши. Операция нанесения маски: как было выявлено в ходе данной работы, от метода нанесения зависит толщина защитной маски. В свою очередь, от толщины защитного слоя зависит время экспонирования УФ-лампами. Операция сушки: процедура сушки при формировании маски допускает широкий коридор допустимой ошибки при контроле времени первой сушки. Для проверки данного явления дополнительно были проведены тестовые испытания, которые показали, что, если оставить тестовый образец на 3 часа в сушильном шкафу – вероятность брака при соблюдении остальных процедур достаточно низкая. Результаты данного исследования приведены на Рис.27. 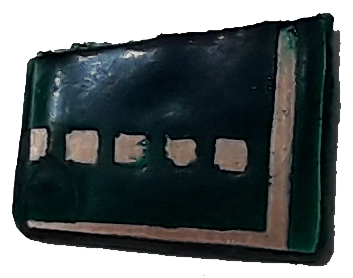 Рис.27. Образец № 7 Во втором же случае, когда время или температура будет слишком малым, будет получен образец со слабой адгезией краски для последующих операций. Также это приведёт к искажению топологии из-за повышенной чувствительности к экспонирующему излучению. Желеобразное состояние маски также будет приводить к искажению рисунка, могут наблюдаться наплывы структуры, особенно в области, где плотность расположения дорожек высокая. Сравнивались два вида сушки. В первом, использовался сушильный шкаф. Во втором, использовали точечный нагрев заготовки с помощью паяльного фена. При использовании фена важно подобрать оптимальное расстояние и температуру потока воздуха. В конечном итоге было принято решение отказаться от использования фена, поскольку отрегулировать технологические параметры для получения стабильных результатов было достаточно сложной задачей. Сушильный шкаф обладает более стабильными и воспроизводимыми параметрами. В качестве оптимальных технологических параметров было принято решение проводить первую сушку в течение 110 минут и при температуре 70 °С. Операция экспонирования: при облучении УФ-излучением нужно отметить несколько неотъемлемо важных факторов. Во-первых, процедура экспонирования должна проходить при постоянной мощности. То есть, мощность источника излучения не должна изменяться. Именно для этого проводится предварительный прогрев УФ-ламп лабораторного оборудования. Во-вторых, во многих местах фотошаблон не соприкасается с подложкой, и ширина линий меняется случайным образом (рис. 28). Шаблон топологии должен быть закреплён таким образом, чтобы минимизировать проявление эффекта кривизны линий. В-третьих, имеется взаимное загрязнение между подложкой и фотошаблоном. Через некоторое количество операций экспонирования потребуется новый, чистый фотошаблон топологии. То есть, ресурс одного фотошаблона ограничен. 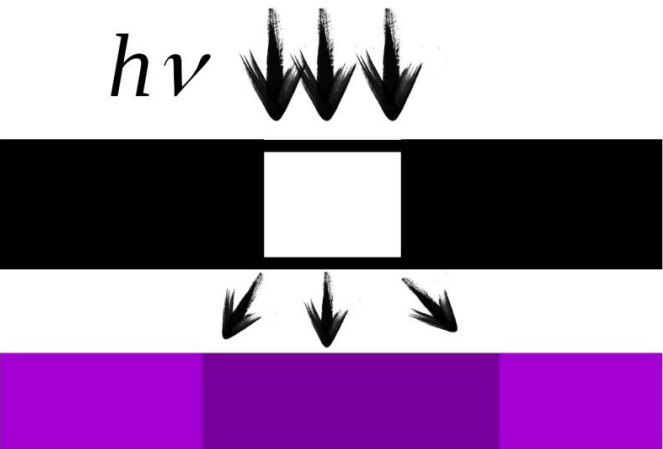 Рис.28. Дифракционные эффекты, которые искажают ход лучей Операция проявления: должна выполняться с помощью вспомогательных средств, удаляющих не экспонированные участки маски. В конце операции важно протереть контактные площадки ацетон для полного доступа к меди. Данному правилу нужно следовать до операции задубливания, поскольку после неё исправить брак будет вероятнее всего невозможно. Операция задубливания: требуется для повышения адгезии краски. Проводится при прогретых УФ-лампах в течении 4 минут. ВЫВОДЫПоказано, что процесс формирования защитного покрытия достаточно чувствительная технология, для которой операции экспонирования и нанесения являются наиболее важными, поскольку имеют узкий коридор допустимых ошибок. Нанесение паяльной маски требует тщательных тестов и отработок на воспроизводимость с достойным качеством для работоспособности техники. Подобраны оптимальные режимы переноса изображений с фотошаблонов на подложку с помощью фоторезистивной маски. Установлено, что подобные работы требуют чёткого разделения на два этапа – тестирование и рабочий ход. ЛИТЕРАТУРАБегер Е. Паяльная маска: особенности проектирования и изготовления //Электроника: Наука, технология, бизнес. – 2009. – №. 3. – С. 94-99. Прокопенко О. В. Устойчивое развитие предприятия, региона, общества: инновационные подходы к обеспечению. – 2014. Стандарт IPC-A-610D RU. Критерии приемки электронных сборок. Технические требования. – Введ. 2005–02. – IPC, Нортбурк, Иллинойс, США. |