По. Переделанный. Содержание Введение 3 Монтаж и пайка полупроводниковых микросхем5 1 Монтаж и пайка полупроводниковых микросхем9 Подготовка радиоэлементов и плат к монтажу10
 Скачать 474.3 Kb. Скачать 474.3 Kb.
|

 Содержание 1. Введение 3 2.Монтаж и пайка полупроводниковых микросхем5 2.1 Монтаж и пайка полупроводниковых микросхем9 2.2. Подготовка радиоэлементов и плат к монтажу10 2.3Приемы монтажа плат навесного монтажа с помощью шаблонов и печатных плат14 2.4 Защита мест соединения от коррозии17 2.5 Проверка работоспособности схем19 3.Заключение 22 4. Список используемых учебников 23 \ Введение. Задачей учебной практики: формирование у обучающихся практических профессиональных умений по основным видам профессиональной деятельности для освоения рабочей профессии, обучение к трудовым приемам, операциям и способам выполнения трудовых процессов, характерных для соответствующей профессии и необходимых для последующего освоения ими общих и профессиональных компетенций по избранной профессии. Требования к результатам освоения учебной практики. С целью овладения указанными видами деятельности студент в ходе данного вида практики должен ознакомиться с проведением электромонтажных работ. Содержание практики определяется программами по ее видам (учебно-ознакомительная, производственно-технологическая, преддипломная и.т.д.) Практика способствует развитию самостоятельной работы студентов. В процессе прохождения практики студенты учатся самостоятельно отбирать и систематизировать информацию в рамках поставленных перед ними задач; применять полученные знания на практике; изучать технологию и оборудование, используемые в рамках конкретного производства; развивать навыки работы в коллективе; осуществлять самоконтроль. Обучение посредством прохождения практики необходимо рассматривать как многогранную и взаимообусловленную деятельность студентов и преподавателей, направленную на: разработку преподавателем индивидуальной программы практики, предусматривающей перечень основных вопросов, подлежащих самостоятельному изучению студентом в условиях конкретного предприятия; сроков выполнения индивидуальных заданий, включая сбор фактических материалов для подготовки курсовых и дипломных проектов; восприятие, осознание, переработку и овладение студентом информации, полученной в процессе учебы и в период прохождения практики; желание апробировать полученные в ВУЗе знания на практике; организацию преподавателем самостоятельной, сознательной, рациональной, результативной деятельности студента по овладению им учебной информацией, ее применением и закреплением на практике. К учебно-методическим разработкам по практике относятся : Положение о практике, разработанное в соответствии с нормативными документами Минобрнауки; специальные Программы по видам практики, применительно к специальностям; Методические указания по проведению практики. Обеспечение каждого студента этими методическими разработками позволит преподавателю осуществлять косвенное управление процессом овладения знаниями, вовлекать студентов в адекватную самоуправляемую и самоконтролируемую познавательную деятельность по получению знаний и на их базе отработке навыков на практике с гарантированным достижением запланированного результата. 2.Монтаж и пайка полупроводниковых микросхем Технологический процесс монтажа реализуется с целью создания электрических соединений между конструктивами электронных устройств. Прочность электрических соединений, как правило, нормирована для каждого метода монтажа. Сборка всегда предшествует монтажу, но на отдельных этапах всего изготовления электронных устройств (например, общая механическая сборка конструктивов в корпусе разъемной, негерметичной конструкции) может осуществляться без монтажа. В то же время монтаж без сборки не осуществляется, даже если в некоторых технологического процесса сборка и монтаж выполняются совместно (например, при монтаже с шариковыми выводами). Повторяемость (цикличность) сборочных и монтажных технологических операций зависит от: 1.Уровня изготавливаемого модуля (ячейки, блока и т.д.); 2.Степени сложности и разнообразия конструкций корпусов компонентов и самих компонентов (их габаритов и массы, формы выводов и их расположения относительно корпуса, потребности в теплоотводах и т.д.), а также других конструктивов; 3.Потребности в одно- или двухсторонней сборке и монтаже на печатной плате; 4.Совместимости технологических режимов сборочных для различных конструктивов, имонтажных для разных конструктивов (при несовместимости – повторяемость сборочных и монтажныхувеличивается); степени и уровня автоматизации технологического процесса сборки и монтажа (степень автоматизации оценивается отношением количества, выполняемых автоматами к общему количеству и выражается в процентах; уровень автоматизации характеризуется количеством. Припои и флюсы для пайки – до 25 мин В зависимости от температуры плавления tплприпои делятся на: особолегкоплавкие (tпл<1450C); легкоплавкие (tпл= 145…4500C); среднеплавкие (tпл= 450…11600C); высокоплавкие (tпл= 1160…18500C); тугоплавкие (tпл>18500C). Наиболее часто применяемые для электрического монтажа ЭВМ мягкие припои представляют из себя оловянно-свинцовые сплавы с добавками других металлов. Наиболее широко применяют припои ПОС-40, ПОС-61. Припой ПОС-40 – почти 40% олова, почти 60% свинца и небольшое количество примесей (сурьма, индий, никель), температура плавления 2350C, температура пайки 2500C. Припой ПОС-61 – 61% олова, 38% свинца, 0.8% сурьмы; температура плавления 1830C, температура пайки до 2400C. Флюс– неметаллический материал, который создает предпосылки для прочной связи паяемых материалов. Назначение флюса: устранение пленки окислов с поверхности металлов и припоя при пайке; защита поверхности металлов и припоя от окисления в процессе пайки; уменьшение сил поверхностного натяжения расплавленного припоя на границе металл-припой-флюс. Условия выбора флюса: должен быть дозировано химически активен и растворять оксиды паяемых металлов при температуре пайки; должен быть термически стабилен и выдерживать температуру пайки без испарения и разложения; должна обеспечиваться возможность удаления флюса после пайки; должен быть безопасен в работе; должен иметь длительное время хранения; должен быть экономичным; не должен вызывать коррозию металлов и припоя. По составу флюсы подразделяются на три типа: кислотные; коррозионно-активные; канифольные и канифольно-активированные. Первая и вторая группа флюсов характеризуется тем, что их остатки вызывают коррозию. Сильно активные флюсы содержат хлористые соли – хлориды цинка, аммония и т.п. Одним из наиболее широко применяемых компонентов низкотемпературных флюсов является канифоль. Она имеет низкую температуру плавления, легко растворяется во многих органических растворителях, не оказывает коррозионного действия на металлы. Как флюс канифоль относительно слабо активна, если применяется без каких-либо добавок. При перегреве канифоль темнеет, в ней происходят химические реакции и она частично теряет флюсующую способность. Типичный состав флюса для электроники – канифоль 20…25%, салициловая кислота 5%, этиловый или изопропиловый спирт. Пайку твердыми припоями обычно проводят в атмосфере водорода без флюсов. В качестве твердых припоев используют сплавы на основе серебра, золота, железа, меди, никеля, цинка и др. Твердые припои обеспечивают прочные и чистые швы, высокую электропроводность соединения, используются для пайки трансформаторов, разъемов. На сборку, а затем на монтаж,обычно поступают следующие конструктивы: навесные компоненты – дискретные пассивные и активные электрорадиокомпоненты, интегральные схемы и прочие изделия электронной техники; узлы печатные платы. Так как промежуток времени между подготовкой конструктивов и сборкой должен быть минимальным, то обычно подготовительные операции относят к технологическому процессу сборки электронных устройств. Электрический монтаж радиокомпонентов должен обеспечивать надежную работу аппаратуры, приборов и систем в условиях механических и климатических воздействий. Поэтому при монтаже полупроводниковых приборов, интегральных схем радиокомпонентов на печатные платы или шасси аппаратуры должны соблюдаться следующие условия: надежный контакт корпуса мощного полупроводниковых приборов с теплоотводом (радиатором) или шасси; необходимая конвекция воздуха у радиаторов и элементов, выделяющих большое количество теплоты; удаление полупроводниковых элементов от элементов схемы, выделяющих при работе значительное количество теплоты; защита монтажа, расположенного вблизи съемных элементов, от механических повреждений при эксплуатации; в процессе подготовки и проведения электрического монтажа полупроводникового прибора и механические и климатические воздействия на них не должны превышать значений; при рихтовке, формовке и обрезке выводов полупроводниковых приборов и участок вывода около корпуса должен быть закреплен так, чтобы в проводнике не возникали изгибающие или растягивающие усилия. Оснастка и приспособления для формовки выводов должны быть заземлены; расстояние от корпуса полупроводниковых приборов или до начала изгиба вывода должно быть не менее 2 мм, а радиус изгиба при диаметре вывода до 0,5 мм — не менее 0,5 мм, при диаметре 0,6— 1 мм — не менее 1 мм, при диаметре свыше 1 мм — не менее 1,5 мм. В процессе монтажа, транспортировки и хранения полупроводниковых приборов и интегральные схемы необходимо обеспечивать их защиту от воздействия статического электричества. Для этого все монтажное оборудование, инструменты, контрольно-измерительную аппаратуру надежно заземляют. Чтобы снять статическое электричество с тела электромонтажника, пользуются заземляющими браслетами и специальной одеждой. Для отвода теплоты участок вывода между корпусом полупроводниковые приборы и местом пайки зажимают специальным пинцетом (теплоотводом). Если температура припоя не превышает 533 К ± 5 К ( 270 °С), а время пайки не более 3 с, пайку выводов полупроводниковых приборов производят без теплоотвода или применяют групповую пайку (волной припоя, погружением в расплавленный припой или др.). Очистку печатных плат (или панелей) от остатков флюса после пайки производят растворителями, которые не влияют на маркировку и материал корпусов полупроводниковых приборов. При установке интегральная схема с жесткими радиальными выводами в металлизированные отверстия печатной платы выступающая часть выводов над поверхностью платы в местах пайки должна быть 0,5—1,5 мм. Монтаж интегральной схемы этим способом производят после подрезки выводов. Для облегчения демонтажа установку интегральной схемы на печатные платы рекомендуется производить с зазорами между их корпусами. Интегральные схемы в корпусах с мягкими планарными выводами устанавливают на контактные площадки платы без монтажных отверстий. В этом случае их расположение на плате определяется формой контактных площадок . Установка и крепление полупроводниковых приборов и интегральных схем, а также навесных радиокомпонентов па печатные платы должны обеспечивать доступ к ним и возможность их замены. Для охлаждения интегральные схемы их следует располагать на печатных платах с учетом движения воздушного потока вдоль их корпусов. Для электрического монтажа полупроводникового прибора и малогабаритных радиокомпонентов сначала их устанавливают на монтажную арматуру (лепестки, штыри и т. п.) и механически закрепляют на ней выводы. Для пайки монтажного соединения применяют бескислотный флюс, остатки которого после пайки удаляют. Механическое крепление выводов радиокомпонентов на монтажной арматуре производится загибкой или скруткой их вокруг арматуры с последующим обжатием. При этом излом вывода при обжатии не допускается.  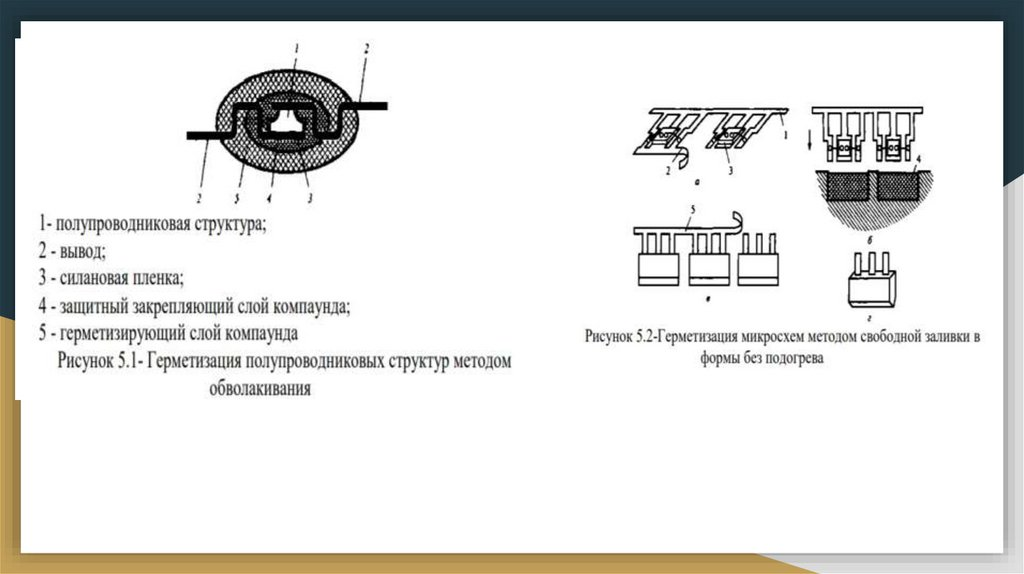 При наличии в контактной стойке или лепестке отверстия вывод радиокомпонента перед пайкой механически закрепляют, продевая его через отверстие и огибая на половину или целый оборот вокруг лепестка или стойки с последующим обжатием. Излишек вывода при этом удаляют боковыми кусачками, а место крепления обжимают плоскогубцами. Как правило, способы установки радиокомпонентов и крепления их выводов оговариваются в сборочном чертеже на изделие. Для уменьшения расстояния между радиокомпонентом и шасси на их корпуса или выводы надевают изоляционные трубки, диаметр которых равен или несколько меньше диаметра радиокомпонента. В этом случае радиокомпоненты располагают вплотную друг к другу или к шасси. Изоляционные трубки, надеваемые на выводы радиокомпонентов, исключают возможность замыкания с соседними токопроводящими элементами. Выводы радиокомпонентов изгибают шаблоном, приспособлением или специальным инструментом. Причем внутренний радиус изгиба должен быть не меньше удвоенного диаметра или толщины вывода. Жесткие выводы радиокомпонентов при монтаже отгибать не разрешается. 2.2. Подготовка радиоэлементов и плат к монтажу Подготовка элементов к монтажу включает рихтовку, формовку, обрезку и лужение выводов. Рихтовка – исправление (выравнивание) формы выводов применяется, в основном, для осевых выводов. Формовка – предание определенной формы выводам . Обрезка – удаление излишков выводов. Лужение выполняется в случае, если выводы микросхем или ЭРЭ не облужены при поставке. Операции подготовки элементов к монтажу выполняют на отдельных или совмещенных приспособлениях. 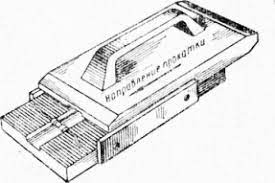 Рис.1.Подготовка радиоэлементов к монтажу Элементы загружаются в вибробункер 1 (или в кассету) и поштучно поступают к многопозиционной установке роторного типа. В позиции I происходит загрузка элемента, долее после поворота на позицию II выводы формуются и обрезаются, на позиции III выполняется зигформовка, на IV – выводы обслуживаются и на V - элемент поступает в тару для дальнейшего использования. В производстве используются следующие схемы технологических процессов сборки и монтажа узлов на печатных платах: 1. Сборка узлов с ручной установкой ЭРЭ и индивидуальной пайкой паяльником. Применяется в единичном м мелкосерийном производстве. Существенным достоинством является возможность постоянного визуального контроля пайки, платы, ЭРЭ. 2. Сборка узлов с ручной установкой ЭРЭ и групповой пайкой методом «волны припоя». Применяется в единичном и серийном производстве. При пайке таким способом возможно непропаи (допускается не более 1% непропаев), которые устраняются при последующей ручной допайке. 3. Механизированная сборка узлов с помощью специальных держателей, вакуумных захватов или специальных сборочных столов, или автоматизированная сборка с помощью специальных технологических устройств – автоматизированных укладочных головок, автоматического модуля сборки. Методы монтажа – групповые методы пайки. Схема применяется в серийном и массовом производстве и требует специальных автоматизированных станков с управлением. Этап подготовки к монтажу включает техпроцесс подготовки ПП, ЭРЭ, ИМ и конструкционных деталей. Операции подготовки ЭРЭ и ИМС в мелкосерийном производстве выполняется в ручную на рабочем месте монтажника, простейшими приспособлениями и с дальнейшим размещением элементов в технологической таре по номиналам. В крупносерийном производстве применятся автоматырихтовки и обрезки выводов, флюсования и лужения, промывки и сушки подготовленных навесных элементов. В некоторых автоматах все эти операции объединены в одном цикле и выполняются в виде переходов. Автоматизированная подготовка требует специальных кассет ля загрузки и выгрузки элементов. Для ЭРЭ с осевыми выводами, которые кассетируют путем вклеивания в ленту. Установка на плату начинают со штырей, лепестков, навесных шин, прокладок после подготовки (рихтовка, обезжиривание) их базовых поверхностей. Установка ЭРЭ и ИМС в зависимости от типа производства осуществляется несколькими способами: в ручную со световой индикацией, по шаблону. При установке вручную монтажник по схеме или маркировке на плате определяет место положения элемента, извлекает его из тары, устанавливает и, если необходимо, распаивает выводы. Первые два перехода составляют большую часть штучного времени. Для сокращения времени установки всех навесных элементов монтажное поле платы делится на зоны, в каждой из которых работает один монтажник. В этом случае может быть организовано конвейернаяустановка элементов. Применение метода световой индикации требует оснащения рабочего места монтажника проекционной системой и транспортером подачи тары с элементами.С помощью светового луча индицируется место установки, а транспортер синхронно подает тару с элементами требуемого типономинала. Остальные переходы осуществляются монтажником вручную. Установка по шаблонам характеризуется более высоким уровнем механизации. Точное позиционирование монтажного стола осуществляется вручную с помощью щупа и координатных отверстий на шаблоне, а установка элементов – автоматически укладочной головкой. Элементы подаются из кассет в последовательности установки на плату. Этот способ более производительный, но менее универсальный, так как требует сменных или переналаживаемых инструментов при изменение типоразмеров корпусов. Для автоматизированной установки применяется специализированное оборудование с ЧПУ или робото-технологические комплексы с подачей элементов из технологических кассет. Получение контактных соединений в модулях 1-го уровня осуществляется преимущественно пайкой, расплавленным или расплавляемым припоем под действием постоянного или импульсного нагрева зоны соединения. При одностороннем монтаже навесных элементов на плате и фиксации их положения (подгибка, зиг-формовка, подпружинивание, предварительная подпайка выводов, приклеивание корпуса элемента) применяется механизированная пайка волной припоя. Групповая пайка планарных выводов ИМС проводится расплавленным припоем с постоянным нагревом паяльника или расплавляемым припоем с импульсным нагревом электродами, роликами, лучом лазера, струей газа. Импульсный нагрев локализует тепловое воздействие в зон выводов, но требует дополнительной подачи припоя путем напрессовки, подачей трубчатого припоя в зону пайки, качественного лужения. Операции промывки и сушки модулей необходимы для удаления флюса, продуктов пайки, следов от рук, пыли. Они выполняются на механизированных конвейерных линиях. Этап контроля модулей наиболее ответственный и трудоемкий. Он выполняется в отладочном, диагностическом и контрольном режимах с помощью специальной аппаратуры, стендов и автоматических систем контроля. Замена неисправных ИМС требует дополнительных монтажных операций и повторного контроля параметров. Годные модули проходят операции лакирования и сушки и, если необходимо, испытания с контролем параметров. 2.3.Приемы монтажа плат навесного монтажа с помощью шаблонов и печатных плат Виды монтажа навесных элементов на печатных платах – до 25 мин Навесные элементы элементы коммутации и могут размещаться по одну или обе стороны полупроводникового прибора. Число устанавливаемых на плату, может достигать десятков и сотен штук. В зависимости от вида внешних выводов их монтаж на поверхность полупроводникового прибора делят на штыревой, планарный и поверхностный. Установка на полупроводниковый прибор проводится в зависимости от типа производства ручным, механизированным, полуавтоматическим или автоматическим способом. Однако вне зависимости от способа монтажа необходимо выполнение следующих операций: комплектация элементов, устанавливаемых на плату, подготовка элементов к монтажу, установка элементов на плату и их фиксация, пайка, защита и контроль готового модуля. Комплектация устанавливаемых на: количество различных элементов по номиналам и типоразмерам определяется на основе спецификации, исходя из объема выпуска изделия в течение определенного периода. Закупаемые на центральном заводском складе, откуда по заявкам их доставляют на цеховой склад или участок комплектации и далее на рабочие места. Подготовка элементов к монтажу включает рихтовку (исправление формы выводов), формовку (придание выводам определенной формы), обрезку и лужение выводов.  При неплотном монтаже и небольшой партии полупроводникового прибора установку навесных элементов можно выполнять вручную по монтажному чертежу. В остальных случаях используют средства автоматизации и механизации. Чтобы установленные на полупроводниковые приборы навесные элементы не выпали или не сдвинулись со своих мест при последующей транспортировке, необходимо их фиксировать на поверхности полупроводникового прибора. Надежным, но трудоемким способом фиксации осевых выводов является их подгибка с обратной стороны платы, или фиксация элементов за счет упругих свойств выводов, имеющих зиг-формовку. Микросхемы с планарными выводами фиксируют на плате приклеиванием или припайкой диагональных контактов. В случае применения со штыревыми выводами конической формы выводы при установке заклиниваются в монтажных отверстиях и надежно удерживаются перед пайкой. Элементы для поверхностного монтажа фиксируют путем приклейки на предварительно нанесенную паяльную пасту, на которой они устанавливаются и удерживаются. В зависимости от типа производства и объема выпуска ЭВМ пайка элементов осуществляется вручную паяльником, групповыми и автоматизированными способами. Ручную пайку выполняют паяльником на монтажном столе, снабженным системой локального удаления газов. Паяльник используют в опытном, ремонтном производствах, при исправлении брака и при установке небольшого числа элементов, которые невозможно припаять другими способами. Для серийного производства рекомендуется использовать более производительные групповые способы пайки, когда все соединения подвергаются пайке одновременно. Примером группового способа является пайка погружением, когда ПП с установленными на ней навесными элементами погружают в ванну с расплавленным припоем. Перед пайкой места, не подлежащие пайке, закрываются термостойкой эпоксидной маской, наносимой через трафарет, или приклеиванием отштампованных пленочных масок. На места пайки наносится спирто-канифолевый флюс. Перед погружением платы в ванну с расплавленным припоем с его поверхности следует удалить оксидную (шлаковую) пленку. Существуют механические, химические способы удаления пленки и очистки поверхности. Цикл пайки погружением следующий: плату опускают на поверхность припоя, где происходит прогрев мест пайки — в течение 2...4 с, затем на ПП накладываются колебания в течение 3...5с, частота колебаний составляет около 100 Гц, амплитуда — 0,1…0,3 мм. За счет этого улучшается растекаемость припоя и он проникает в зазор между выводом и монтажным отверстием. Происходит оплавление припоем мест пайки. Затем ПП поднимают из ванны и припой затвердевает. Пайка погружением является производительным способом, так как при этом способе можно проводить пайку сразу нескольких плат. Недостатком этого способа является сложность качественного удаления пленки с поверхности припоя, что приводит к некачественному припаю. Кроме того, возможен и термоудар, несмотря на защитную маску. Существуют другие варианты пайки погружением, в которых устраняют присущие пайке погружением недостатки: применение керамической маски, пайка в нейтральной среде и т. д. Широкое распространение нашел другой групповой способ пайки, называемый пайка волной припоя. В этом случае на поверхности расплавленного припоя электромагнитным, механическим или гидродинамическим способами создается волна, над которой и проводят в процессе пайки. Печатные платы с установленными на них элементами проходят последовательно над волной припоя, при этом обеспечивается пайка выводов к контактным площадкам. Скорость перемещения платы должна быть такой, чтобы от соприкосновения соединения с волной и выхода из нее обеспечивалась качественная пайка; припой хорошо растекался в зазор между выводом и монтажным отверстием и не образовывались наплывы и сосульки на поверхности пайки. Платы устанавливают и крепят в специальные рамки, которые перемещаются транспортером. Места, не подлежащие пайке, закрываются защитной маской. Движение плат под углом устраняет выброс припоя на обратную сторону через зазоры в монтажных отверстиях и уменьшает вероятность образования припойных сосулек. Перед пайкой поверхность плат обрабатывают пеной спирто-канифольного флюса. После пайки остатки флюса удаляют. Пайка погружением и пайка волной припоя используется при штыревом монтаже. При поверхностном монтаже осуществляют групповую пайку с использованием припойных (паяльных) паст. Паяльные пасты наносятся на контактные площадки трафаретным способом. Навесные элементы устанавливаются на пасту, которая их фиксирует и удерживает от смещения. Далее в инфракрасной печи проводится общий нагрев полупроводникового прибора и осуществляется пайка. 4.Защита мест соединения от коррозии К основным современным методам защиты металлов от коррозии относятся следующие: повышение коррозионной стойкости самого металла; снижение агрессивности окружающей металл среды; перенесение коррозии с защищаемого металла на другой металл; изоляция металлоизделий от окружающей среды. Коррозия — это разрушение металла в результате химической или электрохимической реакции, которая возникает при определенных условиях. Благодаря знанию физической сущности протекающих при коррозии процессов можно замедлить или предотвратить разрушение металла. Для снижения агрессивности кислых, солевых, щелочных, сероводородсодержащих растворов в последние вводят ингибиторы коррозии. Обычно при введении ингибитора не только снижается скорость растворения металла, но и смещается электродный потенциал, изменяются физические и химические свойства поверхности, механические характеристики металла. Процесс электрохимической коррозии протекает обычно между двумя разнородными металлами, которые находятся в электролите (токопроводящей жидкости). Электрический ток между двумя металлами будет протекать до тех пор, пока имеется разность потенциалов. Проходя через электролит, ток переносит металл с анода (положительного электрода) к катоду (отрицательному электроду). При этом образуется коррозионная или гальваническая раковина, из-за чего возникает необходимость принятия мер защиты против электрохимической коррозии. Коррозионные раковины могут возникать между соприкасающимися частями некоторых металлов. В результате появляются точечные раковины, или выкрашивания, т. е. возникает эффект, который называют питтинг-коррозия. При длительном воздействии в результате точечной коррозии образовываются раковины, из-за которых могут возникнуть аварийные повреждения деталей. Это является результатом проникающей коррозии.Важное значение имеет изоляция самого металла от коррозионной среды с помощью защитных покрытий. Так, основным способом защиты от коррозии подвижного состава являются постоянные защитные покрытия. Они подразделяются по химическому составу на металлические, неметаллические неорганические и органические.  Табл.1.Классификация защитных покрытий Хорошие защитные покрытия должны соответствовать ряду требований. Основные требования: а) покрытие должно не корродировать или корродировать со скоростью значительно меньшей, чем основной металл; б) покрытие должно быть сплошным, хорошо держаться на металлической основе в спокойном состоянии и при различного рода механических и тепловых воздействиях. Чтобы покрытие имело хорошее сцепление с основным металлом, требуется тщательная предварительная подготовка поверхности. 2.5.Проверка работоспособности схем Проверка работоспособности с помощью мультиметра Следующий шаг проверки – диагностика цепей питания системы. Для этой цели используется мультиметр. Для уточнения выводов питания рекомендуется заглянуть в datasheet на микросхему. Плюс в нем обозначается как VCC+, минус – VCC-, общий провод – GND. Минусовый щуп мультиметра подводится к минусу устройства, плюсовой щуп – к плюсу. Если напряжение соответствует норме для данной системы, то цепи питания устройства являются рабочими. Если обнаружены проблемы, то цепь питания отпаивают и проверяют ее исправность. Если она исправна, то проблема заключается в самой микросхеме.  Выявление нарушений в работе выходов Если микросхема имеет несколько выходов и хотя бы один из них неработоспособен или функционирует некорректно, вся схема не сможет выполнять назначенные функции. Проверку выходов мультиметром начинают с измерения напряжения на выводе интегрированного в микросхему источника опорного напряжения Vref. Его номинальное напряжение указывается в сопроводительных документах на устройство. На этом выводе должно присутствовать постоянное напряжение установленной величины. Если напряжение ниже или выше этого значения, то внутри устройства происходят нештатные процессы. Если в микросхеме присутствует времязадающая RC-цепь, то на ней в рабочем режиме должны происходить колебания. В даташите указывается вывод, на котором предусмотрены такие колебания. Проверочные работы в данном случае осуществляют с помощью осциллографа. Его общий щуп устанавливается на минус питания, измерительный щуп – на RC-вывод. Если при проведении измерений обнаруживаются колебания установленной формы, то устройство исправно. Отсутствие колебаний или их неправильная форма свидетельствуют о проблемах в микросхеме или времязадающих элементах. Если микросхема выполняет функции управляющего компонента, то на выходном управляющем выводе (или нескольких) должны присутствовать соответствующие сигналы. По datasheet определяют, какой вывод является управляющим. Вывод или выводы проверяют с помощью осциллографа таким же способом, как времязадающие RC-цепи. Если сигнал на этих выводах присутствует и соответствует заданной форме, то данная микросхема является полностью работоспособной. Если же сигнал отсутствует или его форма отличается от нормальной, необходимо проверить управляемую цепь, так как причиной неисправности может быть именно она. Если управляемая цепь исправна, то микросхема неработоспособна и ее необходимо заменить. Влияние разновидности микросхем на способы проверки Способ и сложность проверочных работ во многом зависит от типа схемы: Самые простые для проверки мультиметром являются микросхемы, имеющие три вывода. Проверка осуществляется подачей напряжения на вход и его измерением на выходе. На основании этих измерений делается вывод об исправности системы.Более сложные для проверки – микросхемы. Для проверочных мероприятий понадобятся: колодка и источник питания с определенным уровнем напряжения, который подбирается под конкретную систему. На вход подается сигнал, контролируемый на выходе с помощью мультиметра. При необходимости проведения более сложных проверок используют не мультиметры, а специальные тестеры, которые можно собрать самостоятельно или купить в магазине радиоэлектроники. Тестеры позволяют проверить прозвонкой исправность отдельных узлов схемы. Данные проверки обычно отображаются на экране тестера, что позволяет сделать вывод о работоспособности отдельных элементов устройства. При проведении проверок работоспособности микросхемы необходимо смоделировать нормальный режим ее работы. Для этого подаваемое напряжение должно соответствовать нормальному уровню, который соответствует конкретной системе. Проверять микросхемы на исправность рекомендуется на специальных проверочных платах. Заключение Прохождение учебной практики является важным элементом учебного процесса по подготовке специалиста в представленной области. Во время её прохождения будущий специалист применяет полученные знания, умения и навыки на практике. Во время прохождения учебной практики я принимал участие в разборке, сборке электронных приборов, изучал их применение и характеристики, Мне практика помогла научиться самостоятельно решать определенный круг задач, возникающих в ходе работы. Одним из перспективных направлений повышения эффективности функционирования электротехнического маслонаполненного оборудования является совершенствование системы технического обслуживания и ремонтов электрооборудования. В настоящее время кардинальным путем снижения объемов и стоимости технического обслуживания электрооборудования, численности обслуживающего и ремонтного персонала осуществляется переход от предупредительного принципа, жесткой регламентации ремонтного цикла и периодичности проведения ремонтов к обслуживанию на основе нормативов планово-предупредительных ремонтов. При переходе к системе ремонтов по техническому состоянию качественно изменяются требования к системе диагностирования электрооборудования, при которой главной задачей диагностирования становится прогноз технического состояния на относительно длительный период. Решение такой задачи не является тривиальным и возможно только при комплексном подходе к совершенствованию методов, средств, алгоритмов и организационно-технических форм диагностирования. Практика помогла более осмысленно изучить материал данный мне ранее. Список используемых источников. 1.Монтаж электро щитков и пультов управления http://electricalschool.info/ 2.Валиев Ш.К., Валиев, Р.Ш., Донцов В.К. Эксплуатационные основы проектирования двухниточного плана станции и кабельной сети стрелок, сигналов и рельсовых цепей: Руководство к курсовому и дипломному проектированию систем железнодорожной автоматики и телемеханики - Екатеринбург: УрГУПС, 2006, 2006. 71 с. 3.Монтаж устройств автоматики и телемеханики на железнодорожном транспорте Э.Е.АСС, Г.П. Маслов 4.Дорохин, Е. Г. Основы эксплуатации релейной защиты и автоматики. Книга 2. Оперативное обслуживание устройств РЗА и вторичных цепей / Е.Г. Дорохин. - М.: Советская Кубань, 2012. - 432 c ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА Федеральное государственное бюджетное образовательное учреждение высшего образования «Иркутский государственный университет путей сообщения» Забайкальский институт железнодорожного транспорта - филиал Федерального государственного бюджетного образовательного учреждения высшего образования «Иркутский государственный университет путей сообщения» Читинский техникум железнодорожного транспорта (ЧТЖТ ЗабИЖТ ИрГУПС) Отделение «Электроснабжение, автоматика и связь» ЦМК «Автоматика и телемеханика на транспорте (железнодорожном транспорте)» Отчёт по учебной практике.
Чита 2023 |