Реферат Средства контроля резьбы. Средства контроля резьбы. Средства контроля резьбы
 Скачать 339.86 Kb. Скачать 339.86 Kb.
|

|
Средства контроля резьбы Для определения основных размеров резьбы на предприятиях машиностроения и приборостроения применяют различные мерительные инструменты– универсальные и специальные. Специальные – микрометры, калибры, микроскопы и ряд других. К универсальным измерителям относят штангенциркули различных конструкций. 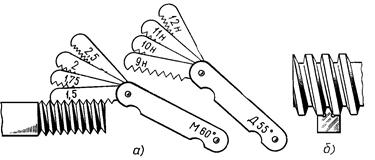 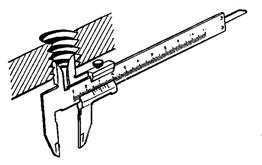 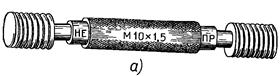 Рисунок 1 — Примеры мерительных инструментов Основными параметрами резьбы являются наружный, внутренний и средний диаметр, шаг и угол профиля, так как они определяют эксплуатационные свойства резьбового соединения (точность, прочность, характер контакта, и другие). В процессе производства резьбовых деталей любой из этих элементов резьбы может иметь погрешности изготовления это приводит к нарушению взаимозаменяемости, ухудшает качество и свинчиваемость резьбового соединения, снижает его прочность. Существуют два метода контроля точности резьб — дифференцированный (поэлементный) и комплексный. Дифференцированный метод применяют, когда на каждый параметр резьбы допуски указаны отдельно. При этом отдельно контролируют шаг, средний диаметр, половину угла профиля. Данный метод является сложным и трудоемким, поэтому используется для контроля точных резьб (калибров, резьбообразующего инструмента, специальных резьбовых деталей), а также используется при наладке технологического процесса и при исследовании причин дефектов. Комплексный метод контроля применяют для резьбовых деталей, допуск среднего диаметра которых является суммарным допуском. Метод основан на одновременном контроле среднего диаметра, шага, половины угла профиля, внутреннего и наружного диаметров резьбы путем сравнения действительных размеров с предельными. Это обеспечивается использованием предельных калибров. В крупносерийном и массовом производстве контроль предельными резьбовыми калибрами является основным. Также этот метод применяется в единичном и мелкосерийном производстве. Контроль резьбы калибрами. В комплект для контроля цилиндрических резьб входят проходные (ПР) и непроходные (НЕ) предельные калибры. Рабочие калибры — калибры для проверки правильности размеров резьбы в процессе ее изготовления. Контрольные калибры (контркалибры) — калибры для контроля или регулирования (установки) размеров рабочих калибров. Для контроля размеров внутренней резьбы применяют, так называемые, резьбовые калибр-пробки 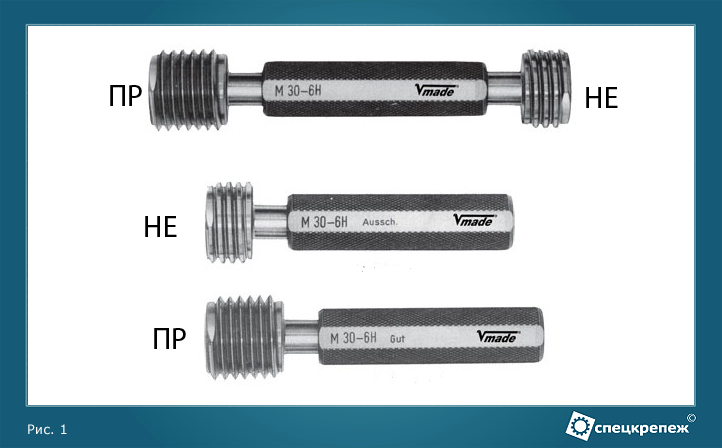 Рисунок 2 — Резьбовые калибр-пробки Непроходной калибр-пробка, как правило, не должен ввинчиваться в гайку. Допускается ввинчивание: для глухих резьб — не более чем на два оборота; для сквозных резьб — не более чем на два оборота с каждой стороны). Для коротких резьб (до четырех витков) ввинчивание непроходного калибра-пробки допускается: для глухих резьб — до двух оборотов с одной стороны; для сквозных резьб — до двух оборотов в сумме с двух сторон. Проверка непроходной резьбовой пробкой гарантирует, что средний диаметр гайки не больше установленного предельного размера. Для контроля размеров наружной резьбы применяют, так называемые, резьбовые калибр-кольца  Рисунок 3 — Резьбовые калибр-кольца Для контроля элементов резьбы — шага, диаметров, формы профиля — применяются универсальные и специальные инструменты. Выбор того или иного инструмента зависит от типа резьбы и главным образом от ее точности. В первую очередь контролируются шаг, средний диаметр и форма профиля и затем уже наружный и внутренний диаметры. Шаг как наружной, так и внутренней резьбы можно определить при помощи резьбомера. На каждой пластинке резьбомера указана величина шага резьбы. Подбирают пластинку таким образом, чтобы ее зубцы плотно, без зазора вошли во впадины измеряемой резьбы. Тогда шаг резьбы будет равен шагу, указанному на пластинке. Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно с помощью резьбового микрометра. Для измерения резьб различных размеров пользуются комплектами наконечников (один с вырезом второй с конусом) соответствующего размера. У микрометров с пределом измерений 0—25 мм нулевые деления на барабане и стебле микрометра совпадают при плотном прилегании наконечников друг к другу. У микрометров с пределом измерения 25—50 мм совпадение делений должно быть тогда, когда между наконечниками вставлен эталон А. Проверка профиля резьбы. Форма профиля резьбы проверяется шаблоном. В случае необходимости в очень точном контроле приме няотся специальные микроскопы. Проверка нормальными резьбовыми калибрами. Неответственные резьбы удобно и просто контролировать с помощью калибров. Нормальным резьбовым кольцом проверяют наружный диаметр резьбы. Кольцо навинчивается на винт, и о точности резьбы судят по покачиванию кольца. Внутренний диаметр резьбы проверяют нормальной резьбовой пробкой. Гладкий конец нормального калибра служит для проверки диаметра отверстия под резьбу. Проверка предельными резьбовыми калибрами. Точные резьбы контролируют с помощью предельных резьбовых калибров. Внутренняя резьба проверяется с помощью резьбового калибра-пробки. Проходной конец калибра должен полностью входить в резьбовое отверстие по всей его длине. Непроходной конец имеет 2—3 витка неполного профиля и не должен ввинчиваться в проверяемое отверстие. Микрометр со вставками применяют при контроле среднего диаметра треугольной резьбы с углами профиля 60 и 55°. Измерение производится в пределах от 0 до 350 мм, причем для каждого интервала в 25 мм применяются или отдельные микрометры, или специальные сменные пятки. Комплект вставок к микрометру состоит из двух вставок: призматической, которая устанавливается вместо пятки микрометра, и конусной, устанавливаемой в отверстие микрометрического винта. 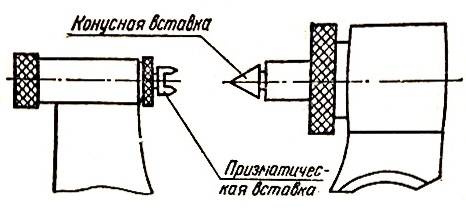 Рисунок 4 — Вставки к резьбовому микрометру. При контроле среднего диаметра применяют комплект из трех проволочек одинакового диаметра. В процессе замера две проволочки устанавливают во впадины резьбы с одной стороны, а третью — в противоположную впадину. Размер проволочек выбирается по специальной таблице в зависимости от шага и угла профиля резьбы. Идеальным размером для проволочек является диаметр d = tg α /2c, где cs шаг, а α /2 угол профиля проверяемой резьбы. 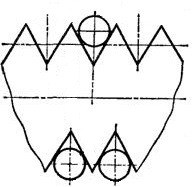 Рисунок 5 — Схема контроля с помощью трех проволочек В зависимости от требуемой точности при измерении проволочками используют микрометры или оптико-механические приборы, обеспечивающие более точные показания. Если оси проволочек при измерении расположены вертикально, то проволочки подвешивают на кронштейне, укрепленном на применяемом приборе. К проволочкам подводят измерительные поверхности и измеряют расстояние между выступающими точками трех проволочек, находящимися во впадинах резьбы, затем по формулам определяют средний диаметр. Контроль точности шага резьбы и измерение угла профиля также осуществляется на измерительных микроскопах или проекторах. 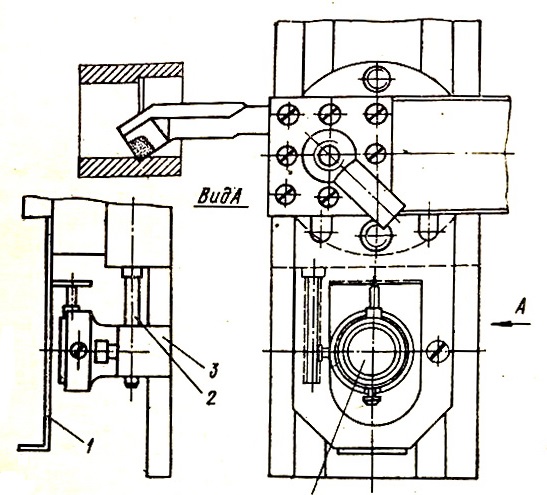 Рисунок — 6. Индикаторное приспособление для активного контроля размеров при обработке на токарном станке. Измерить размеры ряда детален в процессе обработки можно с помощью индикаторного приспособления, которое благодаря специальной конструкции упорной планки 1, позволяет установить в удобном месте, впереди поперечных салазок суппорта, держатель 3 индикатора 4. При подаче поперечных салазок от себя штифт индикатора упирается в выступ планки 1. Винт 2 предохраняет индикатор от поломки. Это приспособление является универсальным, оно может быть применено как при расточке, так и при обточке. Для обточки упорную планку и индикатор 3 поворачивают на 180°. |