консткукция пм. пнмный. Studlancer net закажи реферат, курсовую, диплом! тобы разрезы их взаимно перекрывались. На
 Скачать 3.93 Mb. Скачать 3.93 Mb.
|

|
Studlancer.net - закажи реферат, курсовую, диплом! тобы разрезы их взаимно перекрывались. На- ружный диаметр металлических пластин 10 должен на 0.6 – 0.8% превышать диаметр уплотняемой обсадной трубы для того, чтобы создать в обсадной трубе прессовую посадку. В исходном состоянии гибкие прокладки 11 имеют форму диска. При сборке они принимают форму металлической пластины.  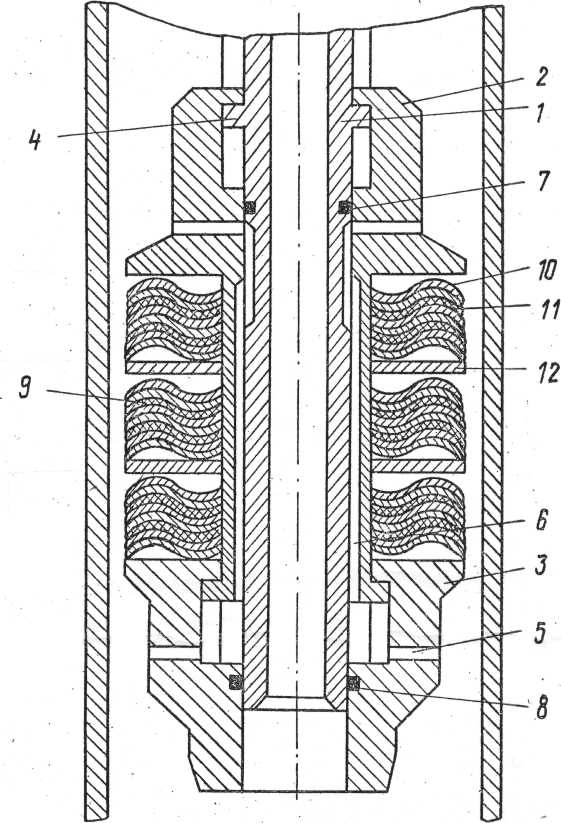  Рисунок 1.9 – Пакер в Рисунок 1.10 – Пакер транспортном положении в рабочем положение Пакер работает следующим образом. В процессе спуска пакер находится в растянутом положении (рис. 1.9), наружный диаметр разрезных металлических пластин 10 и гибких прокладок 11 не превышает диаметра уплотнительного элемента 9, а промывочная жидкость протекает как по кольцевому зазору между пакером и стенкой скважины, так и по байпасному каналу 6, что снижает эффект поршневания. После установки пакера на заданную глубину на него передается сжимающая нагрузка, под действием которой сначала шток 1 смещается относительно корпуса 2, перекрывая байпасный канал 6, а затем при смещении один относительно другого корпуса 2 и переводника 3 подвергается деформации уплотнительный элемент 9. При этом металлические пластины 10 и гибкие прокладки 11 распрямляются, они увеличиваются в диаметре, и в обсадной трубе создается прессовая посадка. Снятие пакера производится следующим образом. Сначала шток 1, смещаясь относительно корпуса 2, открывает байпасный канал 6, при этом выравнивается давление над и под пакером, а затем разрезные металлические пластины 10 в силу своих упругих свойств вместе с гибкими прокладками 11 возвращаются в исходное положение. Выполнение уплотнительного элемента пакера из секций, набранных из разрезных металлических пластин, и гибких прокладок между ними позволяет повысить работоспособность пакера при температурах выше 200° 1.6 Обоснование выбора прототипа Проведённый анализ технических характеристик отечественных и зарубежных пакеров, а также патентная проработка предлагаемого узла модернизации позволили принять за прототип пакер для гидроразрыва пласта ГРП 132-75. 1.6.1 Технические характеристики пакера ГРП Внутренний диаметр эксплуатационной колонны, в которой устанавливается пакер, мм не более………………………………….132 Рабочее давление, МПа……………………………………………….75 Максимальная осевая нагрузка (сверху) на пакер, кН не более….........120 Рабочая среда – нефть, газоконденсат, пластовая вода, специальные растворы. Температура рабочей среды, 0С не выше……………………………+90 Температура окружающей среды, 0С ………………………от -40 до +45 Наибольший наружный диаметр корпусных деталей пакера, мм……...120 Длина пакера, мм не более………………………………………........1800 Масса пакера, кг………………………………………………………….75 1.7 Описание предлагаемой конструкции 1.7.1 Назначение пакера ГРП Настоящий пакер предназначен для гидроразрывов пластов при капитальном ремонте и восстановлении нефтяных скважин диаметром эксплуатационной колонны 146 мм. Он представляет собой извлекаемый подвесной пакер с гидромеханическим управлением. Его можно использовать для цементирования скважин под давлением, кислотной обработки призабойной зоны, опрессовки обсадных труб и пробной эксплуатации. 1.7.2 Описание предлагаемой модернизации Данная модернизация позволяет увеличить срок службы пакера, при температуре эксплуатации выше 200ºС и перепаде давления 100МПа. Данный пакер содержит уплотнительный элемент, состоящий из набора упругих разрезных металлических пластин (1) и гибких прокладок (2), причём гибкие прокладки размещены между парами наборов металлических пластин, которые установлены так, чтобы разрезы их взаимно перекрывались. После установки пакера на него действует сжимающая нагрузка. При этом конусная втулка (3) перемещается вместе с массой труб вниз под плашки и расклинивает зубья плашек между стенками обсадной трубы и втулкой конусной, надёжно фиксируют пакер. Металлические пластины и гибкая прокладка распрямляются, и в обсадной трубе создаётся прессовая посадка. В случае недостаточной массы труб или повышенного давления под пакером следует поддерживать давление в кольцевом пространстве над пакером. Также за счёт этого давления можно уменьшить трения между трубами и обсадной колонной. 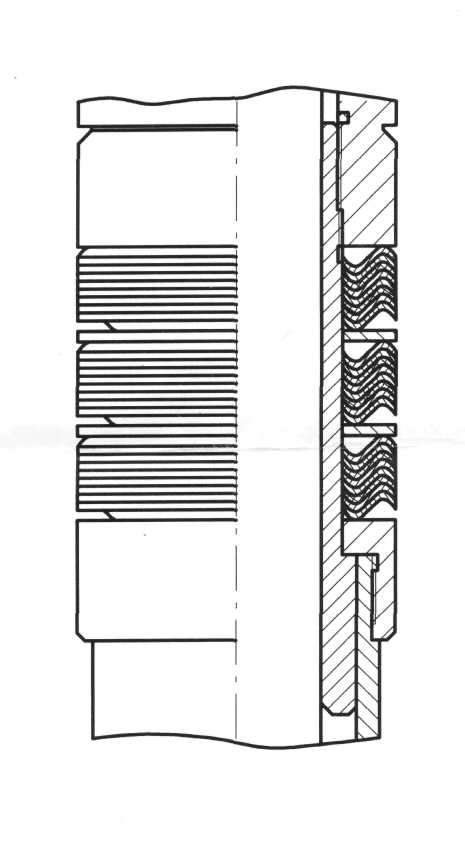 Рисунок 1.11 – Пакер ГРП, с модернизированным уплотнением При подаче рабочего давления в подпакрную зону давление жидкости по каналам в пакере поступает под поршень и переводник уплотнительный своим пояском перекрывает выход жидкости. В результате этого шлипсы своими зубьями врезаются в стенки обсадной колонны – удерживая пакер от побъёма вверх. При подъёме рабочей колонны вверх происходит открытие разгружателя – поясок переводника уплотнительного отстаёт от уплотнительного кольца – пакер освобождается, а затем металлические пластины в силу своих упругих свойств вместе с гибкими прокладками возвращаются в исходное положение. Приложение усилия и подъём осуществляется медленно. В случае затруднительного освобождения пакером рекомендуется создать давление над пакером – оно утопит врезавшиеся шлипсы в корпус. 1.7.3 Технические характеристики пакера ГРП после модернизации Внутренний диаметр эксплуатационной колонны, в которой устанавливается пакер, мм не более………………………………….132 Рабочее давление, МПа……………………………………………......100 Максимальная осевая нагрузка (сверху) на пакер, кН не более……...120 Рабочая среда – нефть, газоконденсат, пластовая вода, специальные растворы. Температура рабочей среды, 0С выше………………………………..+200 Температура окружающей среды, 0С ………………………..от -40 до +45 Наибольший наружный диаметр корпусных деталей пакера, мм….....120 Длина пакера, мм не более…………………………………………..1649 Масса пакера, кг………………………………………………………..71. 2. Расчетная часть 2.1 Расчёт на фиксацию пакера в скважине Чтобы пакер не тронулся с места посадки должно соблюдаться следующее условие: где N – сила трения при подъёме продукции скважины по колонне НКТ, кН; G – вес колонны НКТ в продукции скважины, кН; Т – сила трения, возникающая между пакером и обсадной колонной при посадке пакера в скважине, кН. где D – внутренний диаметр колонны; Подставляем значения параметров в формулу и получаем: Силу трения при движении жидкости по трубам можно рассчитать по формуле: где F – площадь поперечного сечения подъёмных труб, где λ – коэффициент сопротивления движения жидкости в подъёмных трубах; Н – глубина установки пакера (Н=1500м); ρ – плотность продукции, v – скорость движения жидкости в подъёмных трубах, м/с. Коэффициент сопротивления движения жидкости в подъёмных трубах находим через число Рейнольдса. где ν – кинематическая вязкость продукции, 2423>2320, Отсюда, по формуле Блазиуса определяем коэффициент сопротивления движения жидкости в подъёмных трубах. Вес столба жидкости в затрубном пространстве определяем по формуле: где g – ускорение свободного падения ( Подставляя численные значения находим вес столба жидкости в затрубном пространстве: Вес колонны подъёмных труб: где F – поперечное сечение стенки тела трубы, м2. При определении веса колонны подъёмных труб, необходимо иметь ввиду, что из-за касания труб о стенки скважины, вес их на пакер полностью не передаётся. Только 30 – 70%. Для расчёта примем 50%. Определяем значение силы трения, возникающей между пакером и обсадной трубой. где Q – сила, прижимающий уплотнительный элемент и шлипсы к колонне обсадных труб, кН; f – коэффициент трения (f=0,95). Значение Q находим из формулы:  , (2.13) , (2.13)где рк – контактное давление необходимое для посадки пакера, МПа; μР – коэффициент Пуассона (μР=0,475); FМ – площадь поперечного сечения уплотнительного элемента, м2; G – модуль сдвига материала уплотнения, МПа; RП – наружный радиус уплотнения до деформации, м; RС – наружный радиус уплотнения после деформации, м; RШ – внутренний радиус уплотнения, м. где DC – диаметр уплотнения после деформации, м; DШ – внутренний диаметр, м. Т. к. уплотнение состоит из набора стальных и резиновых колец, модуль сдвига определим по формуле: где GP – модуль сдвига резины; GC – модуль сдвига стали. Подставим значения параметров в формулу 3.11 и, проведя расчёт, определим значение Q. Q=409.705 кН. Отсюда: Определив значения всех сил, подставив их в формулу 3.1, получаем: 375.59<389.22. Из проведенных расчётов можно сделать вывод, что пакер надёжно фиксируется в скважине. 2.2 Прочностной расчёт Прочностной расчёт заключается в проверке прочности пакера. Ррасч = Рпак + Ргаз, (2.16) где Рпак – усилие со стороны пакера, кН; Ргаз – вес, создаваемый добываемой продукцией, кН. Рпак = q·L, (2.17) где q – вес 1-го погонного метра пакера, кг/м; L – глубина установки пакера, м. Ргаз = γ·Fвн·L, (2.18) где γ – удельный вес продукции скважины; Fвн – площадь проходного отверстия, м2. где d – диаметр проходного отверстия пакера, м. Подставляя значения известных параметров, получаем: Рпак = 1.36·1500 = 2040кН; Ргаз = 8330·0.0021·1500 = 26240Н = 26.24кН; Ррасч = 2040+ 26.24 = 2066кН. Определяем разрушающую нагрузку. Материал резьбой части примем сталь группы прочности Е. Рраз = σтек·fмет, (2.20) где Рраз – нагрузка, приводящая к разрушению материала, кН; σтек – предел текучести материала, (σтек = 550МПа). Рраз = 550·106·0.012 = 6381кН. Для надёжности работы должно соблюдаться условие: где n – коэффициент запаса прочности. Условие прочности резьбового соединения соблюдается. 2.3 Расчёт параметров пакера При расчете пакера определяют необходимое для герметизации контактное давление, осевую силу для обеспечения этого давления, высоту уплотняющего элемента, длину хода поршня пакера, параметры корда уплотняющего элемента и проверяют на прочность обсадную колонну, ствол пакера и иные детали, имеющие малую толщину стенки. Расчет ведем для обсадной колонны 146×7. Контактное давление между обсадной колонной и уплотняющим элементом равно: [3] рк= ркс+ркп , (2.23) где ркс , ркп – контактные давления за счет предварительного сжатия уплотнения и действия перепада давления соответственно. Для определения контактного давления рк и наименьшей осевой силы Q, обеспечивающей герметичное разобщение ствола скважины, используют следующие уравнения:  (2.24) (2.24) при рк=∆р, (2.25) при рк=∆р, (2.25)где F – площадь поперечного сечения деформированного уплотнителя; Gр= 5 МПа – модуль сдвига резины; Gс=77 МПа – модуль сдвига стали; Rп= 0.06 м – наружный радиус резины до деформации; Rс= 0.066 м – наружный радиус резины после деформации; Rш= 0.04 м – внутренний радиус резины; ∆р = 100 МПа – перепад давления у пакера; μр = 0.475 – коэффициент Пуассона для резины.  (2.26) (2.26)  Q ≥ 97.77 кН.  Сила прижатия резины к колонне несколько выше рабочего давления пакера, а это значит, что герметизация осуществляется. Рассчитаем высоту сжатого пакерующего элемента из условия равенства площади поверхности до и после уплотнения. Высота втулки прототипа Н=25.6 мм. 2ST1+SВН1+SН1=2SТ2+SВН2+SН2 , (2.28) где ST1 – площадь торцов до сжатия; SВН1 – площадь внутренней поверхности до сжатия; SН1 – площадь наружной поверхности до сжатия; SТ2 – площадь торцов после сжатия; SВН2 – площадь внутренней поверхности после сжатия; SН2 – площадь наружной поверхности после сжатия.  (2.29) (2.29)  (2.30) (2.30) Для того чтобы найти Н1 – высота элемента в сжатом состоянии, необходимо значения полученные в формулах 2.7 – 2.12 подставить в формулу 2.6. 2·0.006283+0.0064+0.0096=2·0.008658+0.2512Н1+0.41448Н1 , 0.665·Н1 =0.01137, Н1=0.0171 м. Рассчитаем наименьшую допустимую высоту уплотнительного элемента.  , (2.35) , (2.35) . .Наибольшая высота уплотнительного элемента:  , (2.36) , (2.36)где f – коэффициент трения, f=0.08  м мОптимальная длина хода поршня:  , (2.37) , (2.37)где h=0.0316 – высота свободного, не нагруженного уплотняющего элемента; k=Rc/Rп=1.13  Проверим влияние плашечного захвата на прочность обсадной колонны при ограниченном контакте плашек по периметру обсадной колонны. Предельная осевая нагрузка на плашечный захват, при котором обсадная колонна не нарушается, равна:  , (2.38) , (2.38)где σB = 1250×106 Па – предел прочности материала труб; n = 5 – число плашек; ά = 220 – угол конуса плашки; lПЛ = 0.12 м – высота плашек; h – толщина стенки трубы обсадной колонны; d – внутренний диаметр трубы обсадной колонны.  QПРЕД ≤ 225 кН Предельно допустимая нагрузка на плашки в сравнении с усилием надежной пакеровки (формула 2.3) имеет коэффициент запаса 2.25, что допустимо (не менее 2). Расчет пакера на прохождение в искривленных стволах скважины.  , (2.40) , (2.40)где R – радиус изгиба ствола скважины; LПАК = 1.8 м – длина пакера; ∆S = 0.006 м – зазор (диаметральный) между пакером и обсадной колонной.  Пакер может проходить через изогнутую колонну 146×7 с кривизной до 0.70 на метр Расчет на прочность тонких мест в деталях пакера.  , (2.41) , (2.41)где σ – толщина стенки детали; R – допускаемое напряжение; D – наружный диаметр стенки детали. 1) Переводник уплотнительный. Сталь 45ХН, закалка в масле при температуре 815°С, отпуск при температуре 500°С σ = 0.00625 м R = 980·106 Па D = 0.1145 м  2) Ствол. Сталь 45Х, закалка, отпуск КП 540. σ = 0.0065 м R = 540·106 Па D = 0.064 м  3) Труба обсадной колонны. Группа прочности Р. σ = 0.007 м R = 1250·106 Па D = 0.146 м  Полученные значения выше рабочего давления, следовательно, прочность тонких мест достаточна. На основе проведенных расчетов можно сделать вывод, что пакер работоспособен при рабочем давлении 100 МПа, при этом обсадная колонна не разрушается. 3. Монтаж и эксплуатация пакера 3.1 Спуск в скважину Перед пуском в скважину проверить взаимодействие звена фиксатора со стволом – его выход из зацепления и обратно, а также положения плашек при «заякоривании» и в «транспортном» положении. В ходе спуска переводник уплотнительный фиксируется в нижнем (открытом) положении, что обеспечивает свободный проход жидкости через пакер и вокруг него. Следует избегать высоких скоростей спуска (более 1,5 м/с) в целях защиты пакера и обсадной колонны. Во избежание преждевременной посадки пакера – нельзя допускать вращения рабочей колонны. 3.2 Пакерование При достижении необходимой глубины установки рабочую колонну следует приподнять, затем повернуть ее по часовой стрелке на 2/3 оборота у пакера. После этого трубы опускают для приложения максимального усилия к пакеру (до 98 кН). При этом втулка конусная перемещается вместе с массой труб вниз под плашки и расклинивает зубья плашек между стенками обсадной трубы и втулкой конусной, надежно фиксируя пакер. В случае недостаточной массы труб или повышенного давления под пакером следует поддерживать давление в кольцевом пространстве над пакером. Также за счет этого давления можно уменьшить трение между трубами и обсадной колонной. При подаче рабочего давления в подпакерную зону давление жидкости по каналам в пакере поступает под поршень и переводник уплотнительный своим пояском перекрывает выход жидкости. В результате этого шлипсы своими зубьями врезаются в стенки обсадной колонны – удерживая пакер от подъема вверх. 3.3 Освобождение пакера При подъеме рабочей колонны вверх происходит открытие разгружателя – поясок переводника уплотнительного отстает от уплотнительного кольца – пакер освобождается. Приложение усилия и подъем осуществлять медленно. В случае затруднительного освобождения пакера рекомендуется создать давление над пакером – оно утопит врезавшиеся шлипсы в корпус. 3.4 Характерные неисправности методы их устранения В случае преждевременной посадки пакера при спуске – медленно поднять рабочую колонну и повернуть трубу против часовой стрелки на 2/3 оборота у пакера. 3.5 Техническое обслуживание После извлечения из скважины пакер должен быть подвергнут промазке техническими моющими средствами, внешнему осмотру и полной разборке. При этом необходимо провести полную ревизию всех деталей, а также проверить состояние резьбовых соединений и посадочных мест. При каждой разборке – сборке пакера для последующего использования – полностью заменяется манжетно-уплотнительный комплект для пакерования, а также все вышедшие из строя детали. При разборке-сборке пакера особое внимание обращать на состояние зубьев шлипсов и плашек. Применение указанных деталей с поломанными или со стертыми кромками зубьев не допускается. Резьбовое соединение ствола и переводников и их концов предохранить при свинчивании смазкой для резьбовых соединений Р – 2 ТУ38 101322-76 или Р – 416 ТУ 38101708-78. Размещено на Studwood.ru |