Реферат готовый. Сварка корпуса загрузочного устройства для дозированной и бесперебойной подачи сыпучего сырья в печь для просушивания
 Скачать 258 Kb. Скачать 258 Kb.
|

|
АО «КАЗАХСКОЕ СПЕЦИАЛИЗИРОВАННОЕ РЕМОНТНО-НАЛАДОЧНОЕ ПРЕДПРИЯТИЕ» АТТЕСТАЦИОННЫЙ ПУНКТ ПРАКТИЧЕСКАЯ РАБОТА СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА III УРОВНЯ РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА НА ТЕМУ: «СВАРКА КОРПУСА ЗАГРУЗОЧНОГО УСТРОЙСТВА ДЛЯ ДОЗИРОВАННОЙ И БЕСПЕРЕБОЙНОЙ ПОДАЧИ СЫПУЧЕГО СЫРЬЯ В ПЕЧЬ ДЛЯ ПРОСУШИВАНИЯ» Выполнил__________ Титов П.В.___________ Тех.контроль________Анисов Д.А.__________ Проверил: Специалист IV ур._______Юлаев И.М._________ Специалист III ур._______Горбатов С.Ф.________ Специалист III ур._______Перегудов Е.М._______ г. Усть-Каменогорск 2014 г. Содержание
Введение Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединёнными частями при их нагревании и или пластической деформировании. Сварка является одним из основных технологических процессов в машиностроении и строительстве. Основным видом сварки является дуговая сварка. На современном этапе развития сварочного производства, в вязи с развитием научно-технической революции резко возрос диапазон свариваемых толщин, материалов, видов сварки. В настоящее время сваривают материалы толщиной от нескольких микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроение). Наряду с конструкционными сталями сваривают специальные стали и сплавы на основе титана, циркония, молибдена, ниобия и других материалов, также разнородные материалы. Сущность сварки заключается в сближении элементарных частиц свариваемых частей настолько, чтобы между ними начали действовать межатомные связи, которые обеспечивают прочные соединения. В зависимости от вида энергии, применяемой при сварке, различают три класса сварки: термический, термомеханический, механический. К термическому классу относятся виды сварки, осуществляемой плавлением, т.е. местным расплавлением соединяемых частей с использованием тепловой энергии. Основным источниками теплоты при сварке плавлением являются: сварочная дуга, газовое пламя, лучевые источники энергии и теплота выделяется при электрошлаковом процессе. Источники теплоты характеризуется температурой и концентрацией, определяемой наименьшей площадью нагрева (пятно нагрева) и наибольшей плотностью тепловой энергией в пятне нагрева. Основные виды сварки термического класса:
При термитной сварки используют теплоту, образующееся в результате сжигания термит – порошка, состоявшегося из смеси алюминия и оксида железа. К термомеханическому классу относятся виды сварки, при которых используются тепловая энергия и давление:
К механическому классу относятся виды сварки, осуществляемых с использованием механической энергии и давлением:
Наибольший объём среди других видов сварки занимает ручная дуговая сварка – сварка плавлением штучными электродами при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится в ручную.
Загрузочное устройство предназначено для дозированной и бесперебойной подачи сыпучего сырья в печь для просушивания. Конструкция корпуса загрузочного устройства состоит из трубы по ГОСТ 8732-78 - Ø219х8 длинной 1500мм. К торцам трубы приварены фланцы для установки подшипников шнека. В боковые стенки, возле торцевых фланцев врезаны патрубки из трубы по ГОСТ 8732-78 – Ø159х8 длинной 200мм. для загрузки и выгрузки сырья. К трубе так-же приварены 2 опоры для крепления загрузочного устройства. 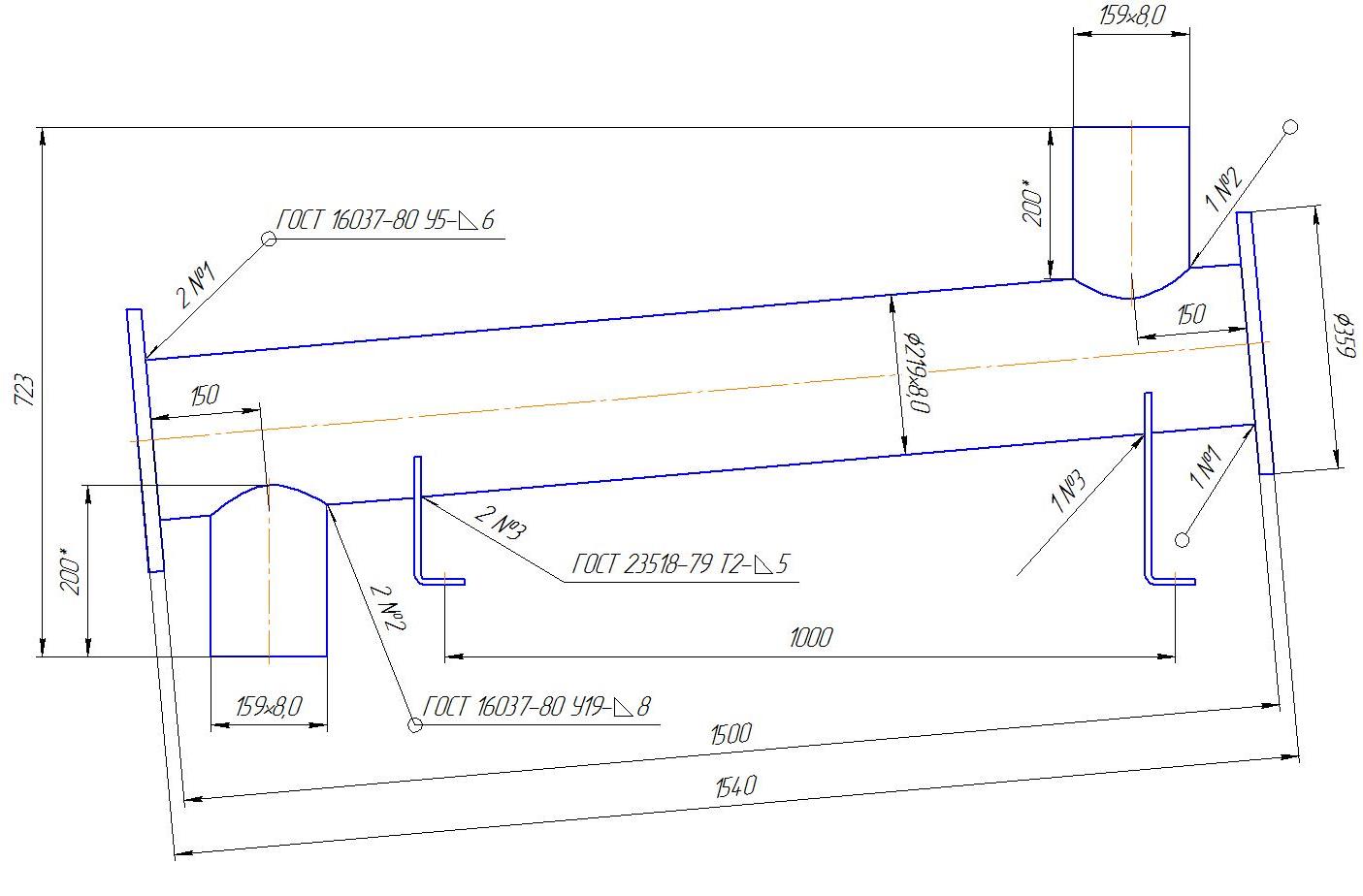 Рисунок 1. Общий вид загрузочного устройства.
Шов №1- ГОСТ 16037-80 –У5-Δ6 К торцам трубы Ø219х8 приварены 2 фланца. Шов кольцевой, без разделки кромок, выполнен с двух сторон катетом 6мм.  Рисунок 2. Схема сварного шва У5. Шов №2 - ГОСТ 16037-80 –У19-Δ8 К трубе Ø219х8 приварены 2 патрубка Ø159х8. Шов кольцевой с разделкой кромок. 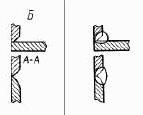 Рисунок 3. Схема сварного шва У19. Шов №3 – ГОСТ 5264-80 – Т2-Δ5 К трубе Ø219х8 приварены 2 опоры из листовой стали толщиной 6мм. Шов не замкнут, без разделки кромок. 3. Основной материал Для изготовления емкости применяется сталь Ст3сп. Сталь низкоуглеродистая перлитного класса, с содержанием углерода 0,14-0,22, хорошо сваривается любыми способами без применения особых приемов (подогрева, термической обработки). Сварные соединения легко обрабатываются режущим инструментом. Эта сталь менее склонна к старению и отличается меньшей реакцией на сварочный нагрев, в связи с раскислением ее марганцем, алюминием и кремнием, что приводит к более равномерному распределению серы и фосфора. Назначение - несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-й категории) - для несущих элементов сварных конструкций, работающих при переменных нагрузках: при толщине проката до 25 мм в интервале температур от -40 до +425°С; при толщине проката свыше 25 мм - от -20 до +425°С при условии поставки с гарантируемой свариваемостью. При назначении технологии сварки (выбор температуры подогрева, электродов, термической обработки) учитывают свариваемость стали, которую оценивают по эквиваленту углерода: Сэкв = С% + Мn/6 + Сr/5 + V/5 + Мо/4 + Ni/15 + Cu/13 + P/2 Сэкв = 0,42 < 0,45
При сварке плавящимся электродом в среде углекислого газа преимущества следующие: - высокая плотность мощности, обеспечивающая относительно узкую зону термического влияния; - возможность металлургического воздействия на металл шва за счет регулирования состава проволоки и защитного газа. - низкая стоимость при использовании активных (СО2) защитных газов. К недостаткам способа относится: - Повышенное разбрызгивание металла; - Повышенное содержание вредных примесей в металле шва. В отличии от ручной дуговой сварки покрытым электродом при сварке в среде защитных газов токопровод к электродной проволоке осуществляется на небольшом расстоянии (вылет электрода) от дуги (до 30 мм при Ø 3 мм). Это позволяет без перегрева электрода использовать повышенные сварочные токи (1500 до 2000 А). Плотность сварочного тока достигает 100-150 А/мм2, в то время как при ручной дуговой сварке не превышает15А/мм2. В результате повышается глубина проплавления основного металла и скорость расплавления электродной проволоки, т.е. достигается высокая производительность процесса. Потери на угар и разбрызгивание при оптимальных параметрах в различных пространственных положениях не превышают 2%. Расчет примерных режимов сварки 1)Определение площади поперечного сечения швов: Fшв1 = 1/2*(k +q*v2)*k где K - катет шва, мм; q - усиление шва (q=0.3*k), мм. v- коэфициент (=1,4) 2)Определяем поперечное сечение углового шва №1 по ГОСТ16037-70 У5-Δ6 q=0,3*6=1,8 Fшв = 1/2*(6+1,8*1,4)*6=25,56мм² 3) Определяем поперечное сечение углового шва №2 по ГОСТ 16037-80 У19-Δ8 q=0,3*8=2,4 Fшв = 1/2*(8+2,4*1,4)*8=45,44мм² 4) Определяем поперечное сечение углового шва №3 по ГОСТ 5264-80 – Т2-Δ5 q=0.3*5=1,5 Fшв = 1/2*(5+1,5*1,4)*5=17,75мм² 5) Определение числа проходов. Первый проход выполняется для проварки корня шва, площадь его сечения определяем по формуле: F1 = 6 · dэ, где dэ - диаметр электродной проволоки (dэ=1,2мм) F1 = 6 · 1,2 = 7,2 мм2 6) Площадь сечения последующих проходов определяем по формуле: Fn = 12 · 1,2 = 14,4 мм2 7) Общее число проходов считаем по формуле: n = (Fшв - F1 ) / Fn Для шва №1 по ГОСТ16037-70 У5-Δ6 Fшв =25,56мм² n = (25,56 – 7,2 ) / 14,4=1,27 Принимаем число проходов равное 2 Для шва №2 по ГОСТ 16037-80 У19-Δ8 Fшв =45,44мм² n = (45,44 – 7,2 ) / 14,4=2,6 Принимаем число проходов равное 3 Для шва №3 по ГОСТ 5264-80 – Т2-Δ5 Fшв =17,75мм² n = (17,75 – 7,2 ) / 14,4=0,6 Принимаем число проходов равное 1 Расчет сварочного тока считаем по формуле: I = р*(dэ / 2)²*a , где a - плотность тока в проволоке ( a = 120 A/мм2 ); I = 3.14*(1,2/2)²*120= 136 A Напряжение дуги составит U = 22B, расход газа = 7-8 л/мин. Скорость подачи электродной проволоки рассчитываем по формуле: Vпр = ( 4*бp *Iсв ) / ( р*dэ/2 *p ), где бp - коэффициент расплавления проволоки. г/А*ч; p - плотность металла электродной проволоки (для стали p - 7.9г/см3 ). Значение бp рассчитывается по формуле: бp = 2+I/dэ бp = 2+(136/(1,2/2)² ) =379,7 г/А*ч Vпр = ( 4*379,7 *136 ) / ( 3,14*(1,2/2)² *7,9 )=23130см/ч=23,13м/ч. Сила тока, напряжение, диаметр электродной проволоки, расход газа и скорость подачи проволоки для остальных швов останется такой же так как все швы угловые. Скорость сварки определяем по формуле: Vсв = (бн*Iсв ) / ( 100* Fшв* p ), где бн - коэффициент наплавки, г/А*ч. бн = бp* ( 1 - Ш ), где Ш - коэффициент потерь металла на угар и разбрызгивание. При сварке в CO2 - Ш = 0.15 бн = 315,8* ( 1 - 0.15 )=268,4 Для шва №1 по ГОСТ16037-70 У5-Δ6 Vсв = (379,7*136 ) / ( 100* 25,56* 7,9 )=2,56м/ч Для шва №2 по ГОСТ 16037-80 У19-Δ8 Vсв = (379,7*136 ) / ( 100*45,44 * 7,9 )=1,44м/ч Для шва №3 по ГОСТ 5264-80 – Т2-Δ5 Vсв = (379,7*136 ) / ( 100*17,75 * 7,9 )=3,68 м/ч 5. Присадочный материал Для сварки в среде углекислого газа выбираем сварочную проволоку Св-08Г2С ГОСТ 2246-70. Таблица 4.2 - Химический состав Св-08Г2С ГОСТ 2246-70 в процентах
Электродная проволока при механизированной сварке в среде углекислого газа является одним из основных элементов определяющих качество шва. Сварочная проволока служит для подвода электрического тока в зону сварки. Кроме того, сварочная проволока, расплавляясь в процессе сварки, служит дополнительным металлом, участвующим в образовании шва. При температурах, близких к температуре кристаллизации, протекает реакция раскисления сварочной ванны с углеродом. [FeO] + [C] = [Fe] + (CO) Продукт реакции газ СО в металле не растворяется и не образует с ним химических соединений, но т.к. он образуется в кристаллизующейся ванне, то не успевает уйти в атмосферу, захватывается растущими кристаллами и приводит к образованию углеродистых пор в металле шва. Для предупреждения углеродистых пор в металле шва необходимо иметь Si не менее 0,5%. Для предупреждения кристаллизационных трещин, вызываемых серой, необходимо присутствие Mn в соотношении с S 20...25. В сочетании с данной проволокой выбираем углекислый газ, сварочный по ГОСТ 8050-85 (двуокись углерода, углекислота) - бесцветный, со слабым запахом, с резко выраженными окислительными свойствами. 6. Оборудование для сварки Урал-Мастер 400 (на тележке) Комплектный полуавтомат инверторного типа, 6-400А (ПН-100%, 340А, ММА, МiG/МAG),синергетика, память, проволока сплошного сечения Ø 0,6-1,6мм, алюминиевоя проволока Ø 0,8-1,6мм, порошковая проволока Ø 1,2-2,4мм Предназначен:
Полуавтомат обеспечивает:
Технические данные:
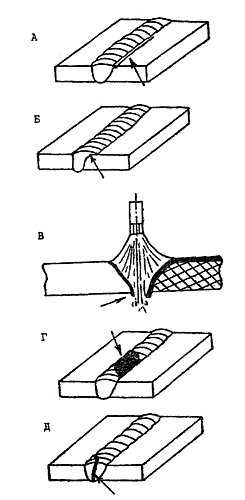
7. Дефекты сварочных швов и причины их образованияВсе отклонения от технологических параметров, вызванные небрежностью в работе, нарушением режимов и внешними причинами, часто не зависящими от сварщика, могут привести к возникновению дефектов в сварочном шве и околшовной зоне, попадающей в область термического воздействия. К дефектам приводит и нарушение технологических приемов как самого процесса сварки, так и некачественная подготовка, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика. Возникновение дефектов часто связано с металлургическими и тепловыми явлениями, возникающими в процессе образования сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т.д.; Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение. Дефекты сварочных швов могут быть наружными и внутренними. Наружные дефекты сварочных швов К наружным дефектам сварных швов (рис.1) относят нарушение размеров и формы шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного соединения. Нарушение формы и размеров сварного шва чаще всего вызваны колебаниями напряжения в электрической сети, небрежностью в работе или низкой квалификацией сварщика, проявляющейся в неправильном выборе режимов, неточном направлении электрода и методике его перемещения. Дефекты проявляются в неодинаковой ширине сварочного шва по его длине, в неравномерности катета угловых швов, чрезмерной выпуклости и резких переходах от основного металла к наплавленному. Отклонения от размеров и формы сварного соединения, проявляющиеся в угловых швах, связаны с неправильной подготовкой кромок, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва. При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки в подающих роликах, нарушениями режимов сварки. Непровар — местное отсутствие сплавления между свариваемыми элементами, между основным и наплавленным металлом или отдельными слоями шва при многослойной сварке. Причинами непровара являются некачественная подготовка свариваемых кромок (окалина, ржавчина, малый зазор, излишнее притупление и т.д.), большая скорость сварки, смещение электрода с оси стыка, недостаточная сила тока. В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%. Поэтому если непровар превышает допустимую величину, участок шва подлежит удалению с последующей переваркой. Подрез — дефект, наиболее часто встречающийся при сварке. Он выражен в виде углубления по линии сплавления сварного шва с основным металлом. В результате подреза происходит местное уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям. Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки, когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются при сварке на больших токах и при неправильном положении присадочного материала. К подрезу могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит переварке с предварительной зачисткой. Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В конструкциях, работающих на выносливость, подрезы недопустимы. Наплыв— проявляется в виде натекания металла шва на поверхность основного металла без сплавления с ним. Наплывы резко изменяют очертания швов и тем самым снижают выносливость констукции. Причиной этого дефекта может стать пониженное напряжение дуги, наличие окалины на свариваемых кромках, медленная сварка, когда появляются излишки расплавленного присадочного металла. Чаще всего наплывы возникают при сварке горизонтальных швов на вертикальной плоскости. При сварке кольцевых поворотных стыков наплывы могут возникать при неправильном расположении электрода относительно оси шва. Наплывы большой протяженности недопустимы. Прожог — сквозное проплавление обычно возникает из-за большого тока при малой скорости сварки. Проявляется он в виде сквозного отверстия в сварочном шве, которое возникает в результате утечки сварочной ванны. При многослойной сварке прожог возникает в процессе выполнения первого прохода шва. Причинами прожога могут стать - завышенный зазор между свариваемыми кромками, недостаточная толщина подкладки или неплотное ее прилегание к основному металлу, что создает предпосылку для утечки сварочной ванны. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Дефект обнаруживается визуально и переваривается после предварительной зачистки. Ожоги вызываются попаданием жидкого металла на участки, которые находятся вне сварного шва. Незаваренный кратер — дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины. Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их зачищают и заваривают. Поверхностное окисление — окалина или пленка оксидов на поверхности сварного соединения. Поверхностное окисление зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его составом, большим вылетом электрода. Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или большой поры. Причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку. Дефект обнаруживается визуально и подлежит переварке.
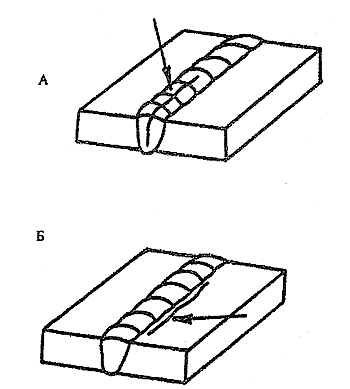
Внутренние дефекты сварочных швов Трещины бывают холодные и горячие (рис. 2). Трещины могут быть как наружными, так и внутренними. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции. Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей. Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100 —1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность. Холодные трещины — возникают при температурах ниже 120°С, то есть сразу после остывания сварочного шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны. Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом). Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов. Поры могут быть одиночными или развиваться целой цепочкой вдоль сварочного шва. Основными причинами появления пор являются: присутствие вредных примесей в основном или присадочном металлах, ржавчина или другие загрязнения, не удаленные со свариваемых кромок перед сваркой. Повышенное содержание углерода также способствует появлению пор. Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке предварительной механической зачисткой. Шлаковые включения — это дефекты сварного шва, выраженные в наличии полостей, заполненных не успевшим всплыть шлаком. Образование шлаковых включений происходит при некачественной подготовке свариваемых кромок и присадочного материала, завышенной скорости сварки или плохой защите ванны. При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке переварке. Вольфрамовые включения — возникают при нарушении защиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим. Оксидные включения — образуются в результате образования труднорастворимых тугоплавких пленок. Чаще всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения могут привести к его разрушению под приложенной в процессе эксплуатации нагрузкой. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||