|
|
отчет о производственной практике. Муртазин. Сведения о предпрятии 3
Характеристика технологического оборудования.
Особенности производственного процесса:
Автоматизированные линии с программным обеспечением для резки электротехнической стали (Германия);
Автоматизированные намоточные станки горизонтальной и вертикальной намотки, при намотке обмоток используются автоматизированные формирователи переходов (Швейцария);
Сушка активных частей производится в сушильных печах в парах керосина (Германия);
Современная масло-станция для подготовки перед заливкой масла в баки трансформатора (Германия);
Современная испытательная станция для проведения всех типовых (кроме испытаний на стойкость при коротком замыкании), приемо-сдаточных и пооперационных испытаний (Швейцария);
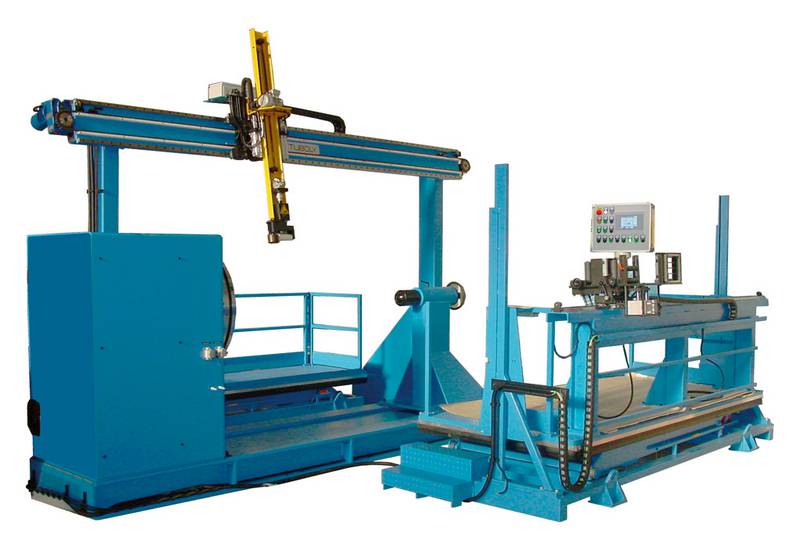
На производстве масляных трансформаторов используются намоточные станки TUBOLY-ASTRONIC и режущие станки с ЧПУ GEORG.
TUBOLY-ASTRONIC - горизонтальные намоточные машины выполнены в виде модульных систем и рассчитаны на высокую нагрузку.
Монтаж технологического оборудования Монтаж и наладка электродвигателей
При монтаже электродвигателей руководствуются ПУЭ, и инструкциями завода-изготовителя.
Проверка фундамента при монтаже электродвигателей
Одной из основных операций подготовительных работ перед началом монтажа является проверка фундамента. Проверяют бетон, главные осевые размеры и высотные отметки опорных поверхностей, осевые размеры между отверстиями для анкерных болтов, глубину отверстий и размеры ниш в стенах фундаментов.
Подготовка электродвигателей к монтажу
Электродвигатели поступившие в собранном виде, на месте монтажа не разбирают, если их правильно транспортировали и хранили.
Подготовка таких машин к монтажу включает в себя следующие технические операции:
внешний осмотр;
очистка фундаментных плит и лап станин;
промывка фундаментных болтов уайт-спиритом и проверку качества резьбы (прогон гаек);
осмотр выводов, щеточного механизма, коллекторов и контактных колец;
осмотр состояния подшипников;
проверка зазоров между крышкой и вкладышем подшипника скольжения, валом и уплотнением подшипников, измерение зазоров между вкладышем подшипника скольжения и валом;
проверка воздушного зазора между активной частью стали ротора и статора;
проверка свободного вращения ротора и отсутствие задеваний вентиляторов за крышки; проверка мега метром сопротивление изоляции всех обмоток , щеточной траверсы и изолированных подшипников.
О смотр электродвигателей проводят на стенде в специально выделенном в цехе помещении. смотр электродвигателей проводят на стенде в специально выделенном в цехе помещении.
О выявленных дефектах электромонтажник ставит в известность бригадира, мастера или руководителя монтажа.
Если наружных повреждений не обнаружено, электродвигатель продувают сжатым воздухом. При этом сначала проверяют подачу по трубопроводу сухого воздуха, для этого струю воздуха направляют на какую-нибудь поверхность. При продувке ротор электродвигателя проворачивают вручную, проверяя свободное вращение вала в подшипниках. Снаружи двигатель обтирают тряпкой, смоченной в керосине.
Промывка подшипников перед монтажом электродвигателя
П ромывку подшипников скольжения во время монтажа производят следующим образом. Из подшипников удаляют остатки масла, отвернув спускные пробки. Затем, завинтив их, в подшипники заливают керосин и вращают руками якорь или ротор. Далее вывинчивают спускные пробки и дают стечь всему керосину. После промывки подшипников керосином их необходимо промыть маслом, которое уносит с собой остатки керосина. Только после этого их заполняют свежим маслом 1/2 или 1/3 объема ванны. ромывку подшипников скольжения во время монтажа производят следующим образом. Из подшипников удаляют остатки масла, отвернув спускные пробки. Затем, завинтив их, в подшипники заливают керосин и вращают руками якорь или ротор. Далее вывинчивают спускные пробки и дают стечь всему керосину. После промывки подшипников керосином их необходимо промыть маслом, которое уносит с собой остатки керосина. Только после этого их заполняют свежим маслом 1/2 или 1/3 объема ванны.
Смазку в подшипниках качения при монтаже машин не меняют. Заполнение смазкой подшипника не должно превышать 2/3 свободного объема подшипника.
Измерение сопротивления изоляции электродвигателя перед монтажом
Измерение сопротивления изоляции у электродвигателей постоянного тока производят между якорем и катушками возбуждения, проверяют сопротивление изоляции якоря, щеток и катушек возбуждения по отношению к корпусу. Если электродвигатель подключен к сети то при измерении изоляции необходимо отсоединить все провода, подведенные к электродвигателю от сети и реостата. Между щетками и коллектором при измерении помещают изолирующую прокладку из миканита, электрокартона и т.д.
У электродвигателя 3-фазного тока с короткозамкнутым ротором производят измерение сопротивление изоляции только обмоток статора по отношению друг к другу и к корпусу. Это можно сделать если только выведены все 6 концов обмотки. Если выведены только 3 конца обмоток, то измерение производят только по отношению к корпусу.
У электродвигателей с фазным ротором дополнительно измеряют сопротивление изоляции между ротором и статором, а также сопротивление изоляции щеток по отношению к корпусу (между кольцами щетками должны быть проложены изолирующие прокладки.)
Изоляцию обмоток электродвигателей измеряют мегомметром на 1 кВ для машин напряжением до 1 кВ, а для электродвигателей напряжением выше 1 кВ мегомметром на 2,5 кВ. Если результаты измерений сопротивления изоляции удовлетворяют нормам то эти электродвигатели могут быть включены в работу без сушки изоляции обмоток. Такие электродвигатели доставляют к месту монтажа, и устанавливают по месту.
Установка электродвигателей
Подъем электродвигателя массой до 50 кг можно выполнять вручную, при установке их на низкие фундаменты.
Соединение электродвигателей с механизмом
Соединение электродвигателей с механизмом выполняют с помощью муфт или через передачу (зубчатую, ременную). При всех способах соединения требуется проверка положения двигателя уровнем в горизонтальной плоскости в двух взаимно перпендикулярных направлениях. Для этого удобнее всего пользоваться «валовым» уровнем, т.к этот уровень имеет в основании выемку в виде «ласточкина хвоста»; его удобна накладывать непосредственно на вал электродвигателя.
Электродвигатели, устанавливаемые непосредственно на бетонном полу или фундаменте, выверяют, подкладывая под лапы электродвигателя металлические подкладки для регулирования их в горизонтальной плоскости. Дереванные прокладки не годятся т.к. они при заливке фундамента набухают и сбивают сделанную выверку , а при затяжке болтов спрессовываются.
При ременных передачах необходимо соблюдать параллельность валов электродвигателя и вращаемого им механизма, а также совпадение средних линий по ширине шкивов. Если ширина шкивов одинакова, а расстояние между центрами валов не превышает 1,5 м, выверку производят ,стальной выверочной линейкой.
Для этого линейку прикладывают к торцам шкивов и подгоняют электродвигатель, так чтобы линейка касалась двух шкивов в 4 точках. Если расстояние между центрами валов более 1,5 м, а выверочная линейка отсутствует, то выверку в этом случае производят с помощью струны и временно устанавливаемых на шкивы скоб. Центры валов подгоняют Для получения одинаковых расстояний от скоб до струны. Выверку также можно производить также тонким шнуром.
Центровка валов электродвигателей при монтаже
Центровку валов соединяемых между собой электродвигателей и механизмов выполняют для устранения их боковых и угловых смещений.
В монтажной практике чаще всего используют для этого радиально-осевые скобы. Перед началом центровки полумуфты разъединяют, а валы раздвигают, чтобы скобы и полумуфты не соприкасались. Конструкции радиально- осевых скоб изобразим на рис. Наружную скобу 6 закрепляют хомутом 5 на ступице полумуфты 3 установленной машины, а внутреннюю скобу 1 таким же хомутом закрепляют на ступице полумуфты 2 соединяемой машины. Соединение хомутов со скобами производят болтами 4 с гайками. С помощью измерительных болтов 7 устанавливают минимальные зазоры а и b
В процессе центровки измеряют боковые а и угловые b зазоры, используя щупы, индикаторы или микрометры. Индикатор или микрометрическую головку ставя та место болтов 7. При измерении щупом его пластинки вводят в зазор с ощутимым трением на глубину 20 мм. При замерах щупом возможны погрешности, которые зависят от человека, который делает эти замеры, его опыта. Результаты замеров контролируют. Для этого повороты валов и замеры повторяют.
При правильных замерах сумма числовых значений четных замеров должна равняться сумме числовых значений нечетных замеров: a1 + a3 = a2 + a4 и b1 + b3 = b2 + b4
Cчитают, что замеры выполнены правильно, если разница между этими суммами не превышает 0,03 – 0,04 мм. В противном случае, измерения повторяют более тщательно.
Затяжку гаек фундаментных болтов стандартными ключами без надставок равномерно в два – три обхода в требуемой последовательности. Начинают с фундаментных болтов, расположенных на осях симметрии опорной части, после чего затягивают ближайшие к ним болты, а затем, постепенно удаляясь от оси симметрии, остальные.
|
|
|
|
 Скачать 0.83 Mb.
Скачать 0.83 Mb.