ремонт машин постоянного тока. Технологическая часть
 Скачать 0.68 Mb. Скачать 0.68 Mb.
|

|
Последовательность операций при ремонте якоря
 Таблица 3 Последовательность операций при перемотке обмоток полюсных катушек Таблица 3 Последовательность операций при перемотке обмоток полюсных катушек
 Балансировка роторов и якорей Балансировка роторов и якорейОтремонтированные роторы и якоря электрических машин направляют на статическую, а при необходимости и на динамическую балансировку в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора и якоря. Причинами неравномерного распределения масс могут быть: разная толщина отдельных деталей, наличие в них раковин, неодинаковый вылет лобовых частей обмотки и др. Любая деталь ротора или якоря может быть неуравновешенной в результате сдвига осей инерции относительно оси вращения. Неуравновешенные массы отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться. Роторы и якоря, в которых центральная ось инерции не совпадает с осью вращения, называют неуравновешенными. Вращение неуравновешенного ротора или якоря вызывает вибрацию, которая может разрушить подшипники и фундамент машины. Чтобы этого избежать, производят балансировку роторов, которая заключается в определении размеров и мест неуравновешенной массы и устранении дисбаланса. Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от точности уравновешивания, которую можно осуществить на данном оборудовании. При динамической балансировке получают лучшие результаты компенсации неуравновешенности, чем при статической. Статическую балансировку выполняют при невращающемся роторе на призмах, дисках или специальных весах (рис. 13). Для определения неуравновешенности ротор выводят из равновесия легким толчком. Неуравновешенный ротор будет стремиться вернуться в такое положение, когда его тяжелая сторона окажется внизу. После остановки ротора мелом отмечают место, которое оказалось в верхнем положении. Процесс  повторяют несколько раз. Если ротор останавливается в одном и том же положении, значит центр его тяжести смещен. повторяют несколько раз. Если ротор останавливается в одном и том же положении, значит центр его тяжести смещен.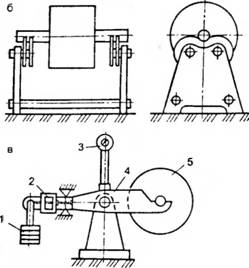 Рис. 13. Способы статической балансировки роторов (якорей): а — на призмах; б — на дисках; в — на специальных весах; 1 — груз; 2 — грузовая рамка; 3 — индикатор; 4 — рама; 5 — ротор (якорь) В определенном месте (чаще, всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их замазкой. После этого повторяют прием балансировки. Увеличивая или уменьшая массы грузов, добиваются остановки ротора в произвольном положении. Это означает, что ротор статически уравновешен. По окончании балансировки пробные грузы заменяют одним грузом той же массы. Неуравновешенность можно компенсировать высверливанием соответствующей части металла из тяжелой части ротора. Более точной, чем на призмах и дисках, является балансировка на специальных весах. Статическую балансировку применяют для роторов с частотой вращение не более 1000об/мин. Статически -уравновешенный ротор может быть динамически неуравновешенным, поэтому роторы с частотой вращения более 1000 об/мин подвергают динамической балансировке, при которой устраняется и статическая неуравновешенность. Динамическая балансировка ротора, которую выполняют на балансировочном станке, состоит из двух операций: измерение первоначальной вибрации; нахождение точки расположения и массы уравновешивающего груза для одного из торцов ротора. Балансировку производят с одной стороны ротора, а потом с другой. После окончания балансировки груз закрепляют сваркой или винтами. Затем выполняют проверочную балансировку. 2. Охрана труда2.1 . Охрана труда при выполнении работ на электродвигателях Если работа на электродвигателе или приводимом им в движение механизме связана с прикосновением к токоведущим и вращающимся частям, электродвигатель должен быть отключен с выполнением предусмотренных Правилами технических мероприятий, предотвращающих его ошибочное включение. При этом у двухскоростного электродвигателя должны быть отключены и разобраны обе цепи питания обмоток статора. Работу, не связанную с прикосновением к токоведущим или вращающимся частям электродвигателя и приводимого им в движение механизма, разрешается производить на работающем электродвигателе. Запрещается снимать ограждения вращающихся частей работающих электродвигателя и механизма. При работе на электродвигателе правомерна установка заземления на любом участке кабельной линии, соединяющей электродвигатель с секцией РУ, щитом, сборкой. Если работы на электродвигателе рассчитаны на длительный срок, не выполняются или прерваны на несколько дней, то отсоединенная от него КЛ должна быть заземлена также со стороны электродвигателя. В тех случаях, когда сечение жил кабеля не позволяет применять переносные заземления, у электродвигателей напряжением до 1000 В разрешается заземлять КЛ медным проводником сечением не менее сечения жилы кабеля либо соединять между собой жилы кабеля и изолировать их. Такое заземление или соединение жил кабеля должно учитываться в оперативной документации наравне с переносным заземлением. Перед допуском к работам на электродвигателях, способных к вращению за счет соединенных с ними механизмов (дымососы, вентиляторы, насосы), штурвалы запорной арматуры (задвижек, вентилей, шиберов) должны быть заперты на замок. Кроме того, должны быть приняты меры по затормаживанию роторов электродвигателей или расцеплению соединительных муфт. Необходимые операции с запорной арматурой должны быть согласованы с начальником смены технологического цеха, участка с записью в оперативном журнале. Со схем ручного дистанционного и автоматического управления электроприводами запорной арматуры, направляющих аппаратов должно быть снято напряжение. На штурвалах задвижек, шиберов, вентилей должны быть вывешены плакаты "Не открывать! Работают люди", а на ключах, кнопках управления электроприводами запорной арматуры - "Не включать! Работают люди". На однотипных или близких по габариту электродвигателях, установленных рядом с двигателем, на котором предстоит выполнить работу, должен быть вывешен плакат "Стой! Напряжение" независимо от того, находятся они в работе или остановлены. Работы по одному наряду на электродвигателях одного напряжения, выведенных в ремонт агрегатов, технологических линий, установок могут проводиться на условиях, предусмотренных пунктом 6.9 Правил. Допуск на все заранее подготовленные рабочие места разрешается выполнять одновременно, оформление перевода с одного рабочего места на другое не требуется. При этом запрещается опробование или включение в работу любого из перечисленных в наряде электродвигателей до полного окончания работы на других электродвигателях. Порядок включения электродвигателя для опробования должен быть следующим: производитель работ удаляет бригаду с места работы, оформляет окончание работы и сдает наряд оперативному персоналу;оперативный персонал снимает установленные заземления, плакаты, выполняет сборку схемы. После опробования при необходимости продолжения работы на электродвигателе оперативный персонал вновь подготавливает рабочее место и бригада по наряду повторно допускается к работе на электродвигателе.Работу на вращающемся электродвигателе без соприкосновения с токоведущими и вращающимися частями разрешается проводить по распоряжению. Обслуживание щеточного аппарата на работающем электродвигателе разрешается выполнять по распоряжению обученному для этой цели работнику, имеющему группу III, при соблюдении следующих мер предосторожности: работать с использованием средств защиты лица и глаз, в застегнутой спецодежде, остерегаясь захвата ее вращающимися частями электродвигателя; пользоваться диэлектрическими галошами, коврами; не касаться руками одновременно токоведущих частей двух полюсов или токоведущих и заземленных частей. Кольца ротора разрешается шлифовать на вращающемся электродвигателе лишь с помощью колодок из изоляционного материала. В инструкциях по охране труда соответствующих организаций должны быть детально изложены требования к подготовке рабочего места и организации безопасного проведения работ на электродвигателях, учитывающие виды используемых электрических машин, особенности пускорегулирующих устройств, специфику механизмов, технологических схем. Список литературы 1.Вольдек А.И. Электрические машины: Учебник для студентов высш. техн. учебн. Заведений. – 3-е изд., перераб. – Л.: Энергия, 1978. – 832 с. 2.Брускин Д.Э. и др. Электрические машины и микромашины: Учеб. для электротехн. спец. вузов. – 3-е изд., перераб. и доп. – М.: Высш. шк., 1990. – 528 с. 3.Китаев В.Е., Корхов Ю.М., Свирин В.К. Электрические машины. Ч. I. Машины постоянного тока. Трансформаторы: Учеб. пособие для техникумов/ Под ред. В.Е. Китаева. – М.: Высш. школа, 1978.— 184 с.  |