ТЕХНОЛОГИЧЕСКАЯ КАРТА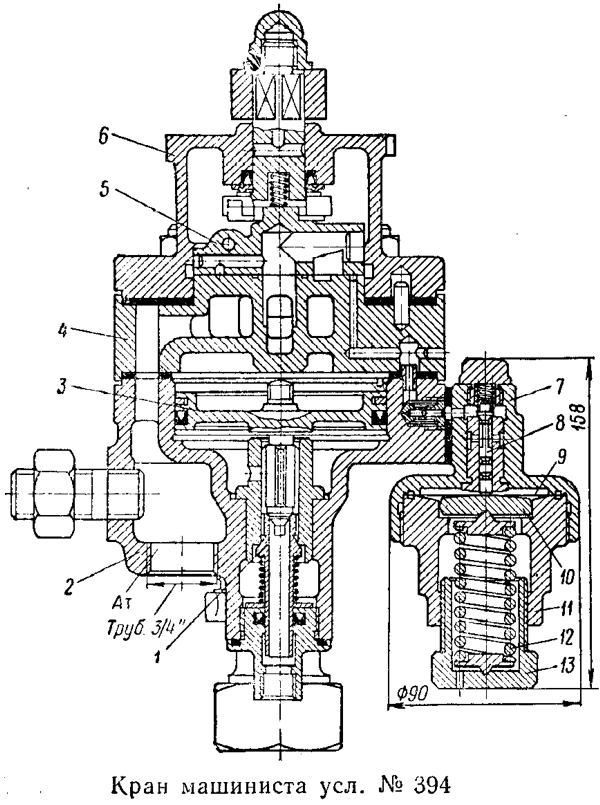
Кран машиниста усл.394
1- клапан выпускной ;
2- нижняя часть;
3- уравнительный поршень ;
4- промежуточная часть;
5- золотник ;
6- крышка ;
7- верхняя часть;
8- питательный клапан;
9- диафрагма ;
10- шайба;
11-корпус нижней части;
12- пружина;
13- регулирующий стакан.
№
п/п
|
Содержание работ
по элементам
|
Инструмент и
приспособления
|
Контролируемые
параметры
|
Техника
безопасности
|
1
|
2
|
3
|
4
|
5
|
1
|
При обмере, определение состояния деталей и объема работ при ремонте кранов машиниста руководствоваться нормами, размерами и допусками, приведенными в таблице норм допусков деталей кранов машиниста №394 и 395.
|
При производстве работ использовать слесарный инструмент.
|
|
Пользоваться исправным инструментом
|
2
|
Проверить надежность запрессовки втулок и ниппелей, измерить выработку или овальность поверхности под уравнительный поршень, осмотреть состояние конической уплотнительной поверхности втулки нижнего клапана, надежность крепления шпилек, а также состояние их резьбы.
|
Нутромер
ГОСТ 166-89
Пресс гидравлический. Зенковка
И246.45.00
|
Втулка уравнительного поршня заменяется в случаях:
- Выработки или овальности втулок и ниппелей по внутреннему диаметру не более 0,4 мм ;
- Ослабление втулок в корпусе крана не допускается.
Выработку или овальность отверстия под уравнительный поршень более 0,4 мм устранить путем расточки корпуса и постановки втулки.
Новую втулку приточить с натягом 0,15-0,25 мм и запрессовать.
Запрессованную втулку испытать воздухом давлением 6,0кгс/см2 в течении 30 с. Пропуск воздуха не допускается.
|
Мерительный инструмент должен быть поверен.
Для прессовки должен быть допуск на работу на прессе.
|
3
|
После запрессовки профрезировать паз в верхнем торце втулки
|
|
|
|
4
|
Окончательную обработку втулки по внутреннему диаметру производить после запрессовки ее в корпус, а затем произвести совместную притирку кольца уравнительного поршня и втулки по месту.
|
Паста ГОИ
ГОСТ 9433-60
|
Незначительные риски на рабочей поверхности втулки или кольца выводить путем совместной притирки кольца и втулки до полного удаления рисок.
|
Пользоваться исправным слесарным инструментом
|
5
|
При необходимости заменить
|
Микрометр
0-125
|
Натяг ее под запрессовку должен быть
|
Пользоваться
|
№
п/п
|
Содержание работ
по элементам
|
Инструмент и
приспособления
|
Контролируемые
параметры
|
Техника
безопасности
|
1
|
2
|
3
|
4
|
5
|
6
|
Окончательную обточку втулки производить после запрессовки.
Уплотняющую фаску 0,5х45° обработать зенковкой после окончательной расточки новой втулки
|
Набор зенковок
с И246.22.00
по И246.30.00
|
Забоины и риски на уплотняющей конической поверхности втулки исправить конической зенковкой.
Фаска восстанавливается до альбомного размера при износе более 1,5мм.
|
Пользоваться исправным слесарным инструментом
|
7
|
Шпильки, имеющие сорванную или изношенную резьбу, заменить новыми.
Ослабшие шпильки закрепить.
|
Плоскогубцы
РБО 122-92
Набор ключей
ГОСТ 2841-80
|
Увеличение резьбы под шпильки и штуцер допускается не более 2 мм, а резьбы под цоколь не более 3 мм.
|
Пользоваться исправным слесарным инструментом
|
8
|
Осмотреть клапаны и при наличии износа, забоин и рисок произвести проверку их специальной зенковкой, а выпускную уплотняющую поверхность - конической зенковкой.
|
Набор зенковок
с И246.22.00
по И246.30.00
|
|
Пользоваться исправным слесарным инструментом
|
8.1
|
Произвести совместную притирку уплотняющих поверхностей втулки и нижнего клапана, а также уравнительного поршня
|
Паста ГОИ
ГОСТ 9433-60
|
Нижний впускной клапан заменяется при зазоре между втулкой и хвостовиком клапана более 0,2 мм.
|
|
8.2
|
Осмотреть состояние конической уплотнительной поверхности уравнительного поршня и при наличии износов, забоин и рисок проверить зенковкой, затем притереть по месту.
|
Паста ГОИ
ГОСТ 9433-60
|
Пропуск воздуха клапаном устраняется путем совместной притирки нижнего клапана после установки его на место и хвостовика уравнительного поршня.
При наличии износа , повреждения или просроченного срока службы резиновых уплотнений , а также истечению срока эксплуатации клапанов кранов машиниста 394М и 395М необходимо заменить. Запрещается подрезать атмосферный клапан , расположенный в хвостовике уравнительного поршня.
Седла клапанов при их повреждении необходимо заменить.
|
|
№
п/п
|
Содержание работ
по элементам
|
Инструмент и
приспособления
|
Контролируемые
параметры
|
Техника
безопасности
|
1
|
2
|
3
|
4
|
5
|
9
|
Уплотнительное кольцо уравнительного поршня осмотреть.
Новое кольцо пригнать в ручей уравнительного поршня и притереть по втулке или поверхности полости под уравнительный поршень.
Перед притиркой втулка или поверхность полости под уравнительный поршень должна быть выверена чугунным кольцом.
Притирку кольца производить со снятой с поршня манжетой.
|
Паста ГОИ
ГОСТ 9433-60
щуп плоский
ГОСТ 882-64
|
Уплотнительное кольцо уравнительного поршня заменяется, если зазор в замке будет более 1 мм, а также в случае потери упругости, при наличии пропуска, рисок или излома.
Зазор в замке нового кольца должен быть 0,1-0,6 мм.
|
Пользоваться исправным слесарным инструментом
|
9.1
|
После притирки нового кольца уравнительный поршень с помощью специального приспособления проверить на плотность, а затем проверить чувствительность его к перемещению:
|
Приспособление для проверки плотности уравнительного поршня
И246.12.00
|
-*- Плотность металлического кольца поршня считать достаточной в том случае, если время падения давления в резервуаре объемом 8 л с 5,0 до 1. 3,0 кгс/см2 будет не менее 60 с;
-*- Плотность уравнительного поршня (с кольцом и резиновой манжетой) считать достаточной в том случае, если при испытании давлением 5,0кгс/см2 мыльный пузырь удерживается на магистральном отростке не менее 5 с;
-*- Уравнительный поршень в сборе с металлическим кольцом и манжетой должен перемещаться в смазанной втулке под усилием не свыше 4 кгс., а для нового узла в сборе ( корпус, втулка, поршень, кольцо и манжета ) собранного на заводе – изготовителе , усилие должно быть не более 8-11 кгс.
|
Пользоваться исправным приспособлением
|
10
|
При необходимости замены золотника следует подбирать его конструкцию в соответствии с типом его зеркала.
В противном случае заменять их комплексно, т. е. золотник с его зеркалом.
|
Лекальная линейка ГОСТ 427-75
Паста ГОИ
ГОСТ 9433-60
приспособление для притирки золотников.
|
Золотник и его зеркало заменяются:
- при износе рабочей поверхности свыше 2 мм, что определяется измерением цилиндрической части, высота которой должна быть не менее 10 мм у золотника и не менее 12 мм у зеркала золотника;
- при наличии раковин или изломов;
- при износе направляющей части до диаметра менее 80,0 мм.
Незначительные неровности, выработки или риски на рабочих поверхностях золотника и зеркала устранять совместной притиркой их с применением микропорошоков, а окончательную доводку вести пастами ГОИ. Глубокие задиры, выработку или риски на рабочих поверхностях золотника и его зеркала устранить шлифовкой с последующей совместной их притиркой
|
При притирке на приспособлении, проверить надежность крепления деталей.
|
10.1
|
Рабочие поверхности золотника и зеркала проверить на станке или шлифовальном круге.
|
Штангенциркуль
с глубиномером
0-125мм
ГОСТ 166-63
Калибры резьбовые
ГОСТ 2016-89
лекальная линейка
ГОСТ 427-75
|
При этом необходимо следить, чтобы глубина выемок была не менее 2,5 мм.
При меньшей глубине выемки восстановить ее фрезеровкой до альбомного размера.
В случае разработки калиброванных отверстий заглушки высверлить или выпрессовать, а затем запрессовать новые с номинальными размерами калиброванных отверстий и натягом 0,1— 0,2 мм.
Размер калиброванных отверстий считать предельным в том случае, если при испытании крана на стенде не выдерживается минимально допустимое время зарядки уравнительного и дополнительного резервуаров или время ликвидации сверхзарядки.
Размер глубины сверления заглушки должен быть уменьшен на величину износа рабочей поверхности золотника (измерять по высоте цилиндрической части золотника).
После сверления отверстие проверяются калибром.
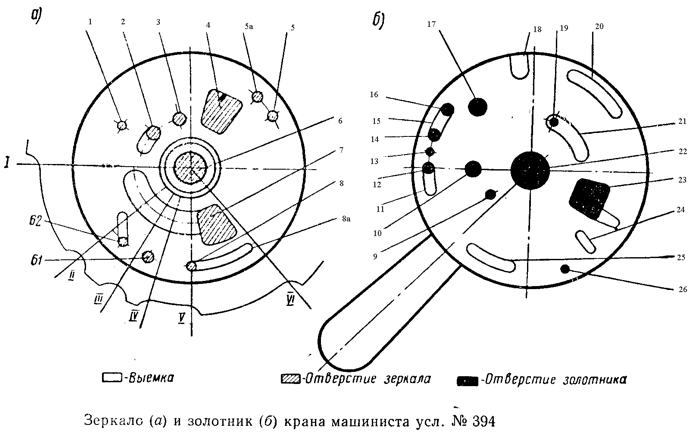
( на рис. «Зеркало и золотник крана машиниста № 394» 1-26 – каналы и отверстия )
|
Пользоваться исправным слесарным инструментом
|
|
 Скачать 352.92 Kb.
Скачать 352.92 Kb.