Сравнительная технология изготовления детали корпус в различных типах производства (мелкосерийного и крупносерийного). Сравнительная технология изготовления детали корпус в различных. Технология машиностроения область производства, которая включает совокупность средств, методов и способов человеческой деятельности, используемых для изготовления деталей
 Скачать 210.8 Kb. Скачать 210.8 Kb.
|

|
Введение Технология машиностроения – область производства, которая включает совокупность средств, методов и способов человеческой деятельности, используемых для изготовления деталей. Эффективность производства и его технический прогресс, качество продукции во многом зависят от опережающего развития производства, нового оборудования, машин, станков и аппаратов, от всемирного внедрения методов технико-экономического анализа, обеспечивающего решение технического и экономического вопросов, а так же экономическую эффективность технологических и конструкционных разработок. Отличительной особенностью современного этапа развития машиностроения является широкое использование достижений фундаментальных и общеинженерных наук для решения теоретических проблем и практических задач технологии машиностроения. Различные разделы математических наук, теоретической механики, физики, химии, материаловедения и многих других наук принимаются в качестве теоретической основы новых направлений технологии машиностроения или используются в качестве аппаратов для решения практических технологических вопросов, существенно повышая общий теоретический уровень технологии машиностроения и ее практические возможности. Распространяются применение вычислительной техники при проектировании технологических процессов и математическое моделирование процессов механической обработки. Осуществляется автоматизация программирования процессов обработки на станках с ЧПУ. Создаются системы автоматизированного проектирования технологических процессов – САП ТП. В результате замены универсального неавтоматизированного оборудования станками с ЧПУ трудоемкость изготовления детали сократилось в несколько раз. Станки с ЧПУ - это одно из наиболее эффективных средств повышения производительности труда в условиях серийного и мелкосерийного производств. При их использовании сокращаются на 50…70% сроки подготовки производства, и увеличивается на 50…60% общая производительность цикла обработки. Для увеличения прибыли предприятия без повышения цены на изготовляемую продукцию необходимо снижать её себестоимость. К основным путям снижения себестоимости можно отнести следующее: - совершенствование технологии производства, которая подразумевает применение типовых и групповых технологических процессов; - обновление и модернизацию промышленного оборудования; - стремление максимально использовать производственные мощности технологического оборудования; - экономию материальных ценностей на единицу продукции, использование заготовок, которые требуют минимум механической обработки; - улучшение организации труда и управления; - снижение процента брака за счёт применения прицензионного оборудования, оснастки, инструмента, станков с ЧПУ. При правильном подходе к решению этих задач и при более тщательном их анализе и учёте достигается наиболее высокий экономический эффект от внедрения новых или вновь разработанных технологических процессов. В представленном проекте нашли отражение большинство принципов эффективности производства. В проекте требуется спроектировать технологический процесс изготовления детали «Корпус», представленного на чертеже 1031403. Для одной и той же детали при одинаковой программе выпуска может быть разработано несколько вариантов технологического процесса обработки, имеющих различную трудоемкость. Изменение объема выпуска еще больше увеличивает инвариантность технологических процессов и усложняет процесс проектирования и выбор оптимального варианта. Основной целью проекта является выбор оптимального варианта технологического процесса для изготовления детали - представителя «Корпус», приобретение практических навыков в разработке технологического процесса и в выполнении технологических расчетов 1. Общая часть 1.1 Конструкция детали, анализ её технических требований и служебного назначения Деталь «Корпус» 1031403 изготавливается из алюминиевого сплава АК7ч литьём в кокиль, и поэтому сложная конфигурация отдельных элементов не вызывает значительных трудностей при получении заготовки. Корпус представляет собой симметричную деталь, имеющую отверстия для соединения и координации взаимного расположения деталей, входящих в изделие. Обрабатываемые поверхности детали с точки зрения точности не представляют значительных трудностей. Имеется возможность свободного доступа режущего инструмента к обрабатываемым поверхностям. В конструкции детали имеются достаточные по размерам и жёсткости базовые поверхности. К детали предъявляются следующие технические требования: неуказанные предельные отклонения размеров отливки по ОСТ 1.41154-86 Лт4; литейные уклоны 45°; неуказанные литейные радиусы 1,5 мм; неуказанные предельные отклонения: Н14, h14; ±IТ14/2; выход резьбы и фаски по ОСТ 1 00010-81. 1.2 Характеристика материала детали Материалом заготовки служит литейный алюминиевый сплав АК7ч. Легирующие элементы сплава, которые указаны в таблице 1, - повышают механические свойства сплава. Его химический состав приведён в таблице 2 и на рисунке 1. Таблица 2- Механические свойства сплава АК7ч
Таблица 1- Химический состав сплава АК7ч
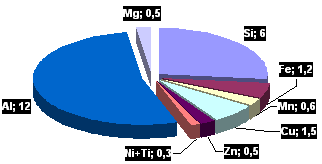 Рисунок 1 - Диаграмма химического состава сплава Ак7ч Алюминиевый сплав АК7ч обладает высокими литейными свойствами, высокой жидкотекучестью, но и пониженной линейной усадкой, и склонностью к образованию горячих трещин. Тот же сплав АК7ч обладает высокой герметичностью отливок. Преимуществом сплава является повышенная коррозионная стойкость, поэтому сплав можно использовать в изделиях, работающих во влажной и морской атмосферах. Недостатки сплава - повышенная газовая пористость и пониженная жаропрочность. Область применения сплава широка: применяется как для изготовления сложных по конфигурации статистически нагруженных деталей, так же и в тех случаях, когда требуется герметичность, повышенная коррозионная стойкость или хорошая свариваемость. Сплав пригоден для литья в землю, кокиль или под давлением. Но не следует применять его для деталей, работающих при температурах, превосходящих 200°C. Кроме того, сплав пригоден для литья в песчаные, оболочковые формы и по выплавляемым моделям, но данные методы применяются редко. Технологические свойства алюминиевого сплава АК7ч: температура плавления - 550 0С; литьё производят в интервале: 690…750 0C; нагрев под закалку при 535±5 0С в течение 3…5 часов, охлаждение в воде с температурой 20…100 0С, искусственное старение при 225±10 0С в течение 3…5 часов (Т7); отливку выталкивают из кокиля при температуре около 400 С, чтобы она не заклинивалась от усадки при остывании; обрабатываемость резанием удовлетворительная; сплав к отпускной хрупкости не склонен. Назначение сплава АК7ч: нагруженные детали с достаточной прочностью и сравнительно высокой стабильностью геометрических размеров. 1.3 Анализ технологичности детали Технологичность изделия – это совокупность свойств конструкции детали, определяющая ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте изделия для достижения заданных показателей качества и объема выпуска. К методам оценки технологичности относятся: качественный и количественный методы. Качественная оценка технологичности детали Основные положения качественной оценки: - деталь «Корпус» чертеж № 1031403 изготавливается из алюминиевого сплава – АК7ч; конструкция детали простая по конфигурации, состоит из стандартных, унифицированных элементов; заготовка получается литьем в кокиль; заготовка по форме и размерам максимально приближена к форме и размерам готовой детали. Схема базирования детали представлена на рисунке 2. 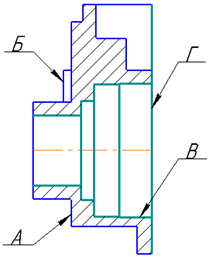 Рисунок 2 - Схема базирования В качестве черновой базы используют плоскую поверхность А. Чистовыми базами являются: плоские поверхности Б, Г, цилиндрическая поверхность В. Допустимые размеры, геометрическая форма и шероховатость установлены в зависимости от требований эксплуатации и надежности машины. Наиболее точными являются размеры: Ø5,5Н8(+0,015), Ø23Н8(+0,033). Отверстия, предусмотренные в конструкции детали: 2 отверстия Ø1,9Н12(+0,1), Ø23Н8(+0,033), 4 отверстия Ø4,5Н9(+0,03), 2 отверстия Ø3,2Н12(+0,12). Деталь не имеет отверстий, расположенных под углом к плоскостям, все отверстия сквозные. Конструкция детали позволяет применение высокопроизводительных режимов обработки и станков с ЧПУ, а именно: токарный станок с ЧПУ мод. ТП-130, сверлильно-фрезерно-расточной с ЧПУ мод. 400V, вертикально-фрезерный станок с ЧПУ мод. FkrSRS-250. Ко всем поверхностям обеспечивается свободный доступ инструмента. Количественная оценка технологичности детали Количественную оценку технологичности детали рассчитывают по ряду показателей. Показателями по признакам обработки являются коэффициенты точности обработки и шероховатости поверхности детали. Для определения количественных показателей технологичности конструкции детали используют коэффициент точности Ктч и коэффициент шероховатости Кш. Пользуясь чертежом и эскизом детали с пронумерованными обрабатываемыми поверхностями выполняют расчет [2, с. 26]. Коэффициент точности Ктч вычисляют по формуле  , (1) , (1)где ni – число поверхностей; Ti – квалитет точности. Таблица 3 - Сводная таблица по расчету коэффициента точности.
 Коэффициент шероховатости Кш вычисляют по формуле  , (2) , (2)где mi - число поверхностей; Rai – параметр шероховатости. Таблица 4 - Сводная таблица по расчету коэффициента шероховатости
 Значение полученных коэффициентов близко к единице, что свидетельствует о низкой точности большинства поверхностей детали и большой шероховатости их, т.е. чем ближе полученное значение к единице, тем деталь технологичнее. Вывод: коэффициент использования материала меньше 0,6. Это объясняется тем, что заготовка выполняется с технологическим приливом. Способ получения заготовки - литье в кокиль, не дает возможности получить требуемую форму детали. 2. Технологическая часть 2.1 Характеристика заданного типа производства Годовой приведенный выпуск деталей закрепленных за участком Впр определяется по формуле  , (3) , (3)где Fд.о. - действительный годовой фонд работы оборудования; Кз - коэффициент загрузки оборудования (принимаем от 0,8 до 0,85); Тшт-мин - норма штучного времени на операцию широкого расчетного места; а - это коэффициент допустимых потерь времени на наладку оборудования (принимаем для среднесерийного производства 0,05…0,08). Действительный годовой фонд работы оборудования Fд.о., час, определяется по формуле Fд.о.= FнSКпр, (4) где Fн - номинальный годовой фонд времени работы оборудования (в 2012г. составляет 1986 часа); S - число смен работы оборудования (принимаем 2 смены); Кпр - коэффициент, учитывающий простой оборудования в капитальном ремонте (принимаем 0,97). Fд.о=198620,97=3853 часа Годовой приведенный выпуск деталей находится по формуле (3)  Принимаем Впр равное 47000 штук Годовой объем выпуска детали - представителя, на которую разработан технологический процесс, определяется из соответствующей величины коэффициента закрепления операций согласно данному типу производства Кз.о=1…10 для крупносерийного производства; Кз.о=11…20 для среднесерийного; Кз.о=20…40 для мелкосерийного. При равномерном в течение года выпуске продукции и закреплении за каждым рабочим местом рабочей операции, коэффициент закрепления операций соответствует количеству наименований детали, тогда величина выпуска детали-представителя Вд должна находиться в следующих пределах  , (5) , (5)где Впр- годовой приведенный выпуск детали; Кз.о. - коэффициент закрепления операций согласно данному типу производства. Кз.о=11…20 для среднесерийного типа производства.  Принимаем Вд=3000 штук Предварительно определяем тип производства в зависимости от объема выпуска и массы детали, пользуясь таблицей 5. Таблица 5 - Тип производства
Исходя из того, что масса детали 0,082 кг и объем выпуска 47000 шт., принимаем среднесерийное производство. Основные технологические характеристики среднесерийного производства: применение специальных станков, универсального оборудования и станков с ЧПУ закрепление за одним рабочим местом нескольких операций; расстановка оборудования по технологическому процессу, группам станков или типу детали; широкое применение приспособления; средняя квалификация рабочих; соблюдение принципов взаимозаменяемости. Основной характеристикой типа производства является коэффициент закрепления операций Кз. о, который рассчитывают по формуле Кз.о = mд Кз.д.од, (6) где mд - количество наименований деталей обрабатываемых на участке; Кз.д.од- коэффициент закрепления операций за одним рабочим местом по деталям одного наименования (принимаем 1). Количество наименований деталей, обрабатываемых на участке mд, вычисляют по формуле  , (7) , (7)где Fд. о- действительный годовой фонд работы оборудования; Кз - коэффициент загрузки оборудования, принимаем от 0,8 до 0,85; Тшт-мин - норма штучного времени на операцию широкого расчетного места; а - это коэффициент допустимых потерь времени на наладку оборудования (принимаем для среднесерийного производства 0,05…0,08). Вд - годовой выпуск детали-представителя  Коэффициент закрепления операций вычисляют по формуле (6) Кз. о=151=15 Для серийного производства характерен запуск деталей в производство партиями. Минимальное количество деталей в партии n определяется по формуле  , (8) , (8)где Тп.з - норма подготовительно-заключительного времени на ведущую операцию; Тшт - норма штучного времени на ведущую операцию  Расчетная величина партии корректируется таким образом, чтобы она была равна половине сменному, сменному или суточному выпуску детали и кратна годовому выпуску. Корректируем размер партии по месячному выпуску детали Вмес, в соответствии с формулой  , (9) , (9)где Вд - годовой выпуск детали  Оптимальный размер партии детали, запускаемой в производство nопт, вычисляют по формуле nопт = Вмес/к, (10) где к - количество партий в месяц, целое число;   2.2 Выбор вида и метода получения заготовки Для обработки заготовок на металлорежущих станках с наибольшей производительностью и наименьшим отходом металла в стружку необходимо стремиться к повышению точности и классу шероховатости поверхности заготовки. Стараться максимально приближать форму и размеры заготовки к форме и размерам готовой детали. На выбор метода получения заготовки влияют: материал детали; конструкция детали; тип производства; имеющееся оборудование; себестоимость изготовления; трудоёмкость изготовления. Учитывая данные факторы, выбираем метод получения заготовки – литье в кокиль. Литье – один из методов получения заготовки. С помощью литья можно получить отливки путем заполнения жидким расплавленным металлом заранее приготовленной формы, в которой он и застывает. Кокиль – металлическая форма, сделанная из стали или чугуна, получаемая литьем в землю, а затем тщательно обработанная. Кокиль служит для образования наружных очертаний отливки, а внутренние поверхности получаются с использованием различных стержней. Кокиль выдерживает до 100000 отливок из цветных сплавов. Металлическая форма обладает высокой теплопроводностью, структура сплава получается мелкозернистой и плотной. Механические свойства лучше на 10-20%, чем при литье в одноразовые формы. К преимуществам метода получения заготовки литьем в кокиль, по сравнению с литьем в землю, относят: хорошая точность и чистота отливки; меньше припуски на механическую обработку; механические свойства выше на 10…20%; выше производительность; форма используется многократно; лучше санитарные условия труда. К недостаткам относится высокая стоимость. Для сравнения проводится анализ двух методов получения заготовки по такому показателю, как себестоимость получаемой заготовки. В качестве используемого метода примем тот, где себестоимость изготовления будет ниже. Себестоимость заготовки Sзаг, руб., рассчитывают по формуле Sзаг=(Ci/1000×Q×Kt×Kc×Kв×Km×Kn)-(Q-q)×Sотх/1000, (11) где Sзаг – себестоимость заготовки; Ci – стоимость одной тонны заготовок; Q – масса заготовки; q – масса детали; Kt- коэффициент, зависящий от точности отливки; Km- коэффициент, зависящий от марки материала; Kc- коэффициент, зависящий от группы сложности отливок; Kв – коэффициент, зависящий от массы отливок; Kn – коэффициент, зависящий от объема производства; Sотх – стоимость отходов за одну тонну (принимаем равной 30% от стоимости 1 тонны заготовок). Kt=1,05 Km =5,10 Kc= 0,891 [5, с. 31-35] Kв=1,05 Kn =1 Sзаг=(61350/1000×0,270×1,05×5,1×0,89×1,05×1)-(0,270-0,892)×18405/1000 = 79,5 руб. При получении заготовки литьем в кокиль себестоимость заготовки составляет 79,5 рублей. При расчете себестоимости заготовки, получаемой литьем в землю, производят расчет, аналогичный выше приведенному. Sзаг=(61350/1000×0,34×1,05×5,1×0,89×1,05×1)-(0,34-0,092)×(18405/1000) = 99,6 руб. Таким образом, для данной детали наиболее экономически выгодно применение метода получения заготовки литьем в кокиль. Важным показателем метода получения заготовки является коэффициент использования материала Ким, который рассчитывается по формуле:  , (12) , (12)Ким ≥ 0,6 , (13) где mдет - масса детали; mзаг – масса заготовки Ким=0,082/0,270=0,3 0,6 > 0,3 Таким образом, для данной детали наиболее экономически выгодно применение метода получения заготовки литьём в кокиль. 2.3 Выбор и обоснование технологических баз Базирование – это придание заготовке или изделию требуемого положения относительно выбранной системы координат. Базы – это поверхность, сочетание поверхностей, ось или точка, используемая для базирования. По своему назначению базы делятся на: конструкторская – это база, используемая для определения расположения детали или сборочной единицы в изделии; измерительная – это база, используемая для определения относительного положения заготовки или изделия и средств измерения; технологическая – это база, используемая для определения положения заготовки или изделия в процессе изготовления и ремонта. Различают следующие технологические базы: черновые базы – это базы (поверхность, сочетание поверхностей, ось или точка) служащие для установки детали на станке на первой операции; чистовые базы – это ранее обработанные поверхности, служащие базами на последующих операциях. Выбор черновых баз На первой механической операции в качестве черновых баз используют поверхности, отвечающие следующим правилам: черновая база используется один раз; для деталей, которые не обрабатываются со всех сторон, черновыми базами выбирают те поверхности, которые в будущем не обрабатываются; если деталь обрабатывается со всех сторон, то за черновую базу берётся поверхность, у которой минимальный припуск; поверхности черновых баз должны иметь достаточные размеры и обеспечивать устойчивость и жёсткость детали; базовые поверхности должны быть чистыми, ровными, не иметь уклонов, следов от разъёмов штампа. В качестве черновой базы на первой операции используется плоская поверхность А (рисунок 1). С поверхности черновой базы снимается минимальный припуск, и она имеет достаточные размеры, и при этом обеспечивается необходимая жёсткость детали. Выбор чистовых баз Для выбора чистовых баз механической обработки руководствуются следующими принципами: базы должны обеспечивать устойчивость изготовления детали, приспособления, удобство крепления и снятия детали; базовые поверхности должны выбираться так, чтобы усилия резания не отжимали деталь от приспособления. При выборе технологических баз детали должны соблюдаться два принципа: принцип постоянства, то есть для выполнения нескольких операций используется одна и та же поверхность в качестве базовой; принцип совмещения баз, то есть при выборе баз различного назначения необходимо стремиться использовать одну и ту же поверхность в качестве баз. Соблюдая вышеперечисленные принципы, в качестве чистовых баз принимаем: плоские поверхности Б, Г и цилиндрическую поверхность В (см. рисунок 1). 2.4 Проектирование маршрутного технологического процесса изготовления детали с выбором оборудования и технологической оснастки Маршрут изготовления детали «Корпус» чертеж №1031403 состоит из следующих операций: - 5…100 - получение заготовки (литье в кокиль). - 110 - токарная с ЧПУ. На данной операции производится обработка торца 5; сверлится отверстие 22Н14,а так же растачиваются внутренние отверстия 31Н12, 41,5Н12, 41,7Н9. В качестве приспособления для установки и закрепления детали применяется стандартный трёх кулачковый патрон. - 120 -слесарная; на данной операции производится опиливание острых кромок и снятие заусенцев. - 130 – токарная с ЧПУ. На операции производятся следующие действия: 1) подрезается торец 4; 2) растачиваются 3 отверстия: 23Н8, 26Н11, 23,7+0,2; Применяется оправка специальная. - 140 - сверлильная. На операции производятся следующие действия: 1) сверлятся 4 отверстия 4,3Н14; 2) зенкуются 4 отверстия 4,4Н11; 3) развертываются 4 отверстия 4,5Н9; 4) сверлятся 2 отверстия 3,2Н12; 5) сверлятся 2 отверстия 2,5+0,1; 6) зенкуются 2 отверстия 2,5+0,1; Применяется приспособление специальное. - 150 - программная с ЧПУ. На данной операции производятся следующие действия: 1) фрезеруются поверхности 1,2; 2) фрезеруются 2 радиуса 3; 3) фрезеруется поверхность 4; 4) центруются отверстия 10+0,09; 2 отверстия 2,05+0,1; 5) сверлится отверстие 4Н12; 6) сверлится отверстие 9,5Н11; 7) растачивается отверстие 10Н11; 8) зенкуется отверстие 10+0,09; 9) сверлится отверстие 2,05Н12; Применяется приспособление специальное. - 160 -слесарная; на данной операции производится опиливание острых кромок и снятие заусенцев. - 170 - программная с ЧПУ. На данной операции производятся следующие действия: 1) фрезеруется поверхность 1; 2) фрезеруются поверхности 2,3; 3) фрезеруется поверхность 4; 4) фрезеруется поверхность 5; 5) фрезеруется поверхность 6; Применяется приспособление специальное. - 180 -слесарная; на данной операции производится опиливание острых кромок и снятие заусенцев. - 190 - программная с ЧПУ. На данной операции производятся следующие действия: 1) фрезеруются поверхности 3,4,5; 2) центруются 2 отверстия 1,9Н12, 2 отверстия 2,5+0,1; 3) сверлятся 2 отверстия 1,9Н12; 4) сверлятся 2 отверстия 2,5+0,1; Применяется приспособление специальное. - 200 - фрезерная. На данной операции производятся следующие действия: 1) фрезеруется поверхность 1; Применяется приспособление специальное. - 210 - сверлильная. На данной операции производятся следующие действия: 1) зенкуются 2 отверстия 6Н14; Применяется приспособление специальное. - 220 - резьбонарезная. На данной операции производятся следующие действия: 1) нарезается резьба в 2-х отверстиях М3-6Н; 2) нарезается резьба в 2-х отверстиях М2,5-6Н; Применяется приспособление специальное. - 230 -слесарная; на данной операции производится опиливание острых кромок и снятие заусенцев. - 240 – моечная. Удаление оставшихся отходов обработки с поверхности детали перед контролем детали. - 250 -слесарная; на данной операции производится опиливание острых кромок и снятие заусенцев. - 260 – контрольная. Производится контроль размеров детали, осмотр внешнего вида, выявление брака. Выбор оборудования производится с учётом требований передовой технологии обработки деталей, принципов концентрации операций и повышения производительности труда. Для данного технологического процесса выбраны следующие типы станков, представленные в порядке использования в технологическом процессе. Токарный станок с ЧПУ модели ТП-130. Данный станок используется на 110 и 130 операциях. Техническая характеристика станка мод. ТП-130 Наибольший диаметр обрабатываемой заготовки: - над станиной 270 мм - над суппортом 150 мм Наибольший диаметр прутка, проходящего через отверстие в шпинделе 38 мм Наибольшая длина обрабатываемой заготовки 170 мм Пределы чисел оборотов шпинделя: - при обработке в центрах 10-2800 об/мин - при обработке в патроне 10-2300 об/мин Наибольшие перемещения суппорта: - продольное 350 мм - поперечное 230 мм Пределы подач: 2-2000 мм/мин Устройство ЧПУ CNC-645 Дискретность перемещения по осям 0,001 мм Наибольшая высота резца, устанавливаемого в резцедержателе 16 мм Габаритные размеры 2200х1200х1680 мм Масса 2500 кг Номинальная мощность 11 кВт Номинальная скорость вращения 1000 об/мин Максимальная скорость вращения 3500 об/мин Станок сверлильный 2Н135. Данный станок используется на 140, 210 операциях. Техническая характеристика станка мод. 2Н135 Размеры стола 450х500 мм Наибольший ход стола 300 мм Количество скоростей шпинделя 12 Количество подач 9 Частота вращения шпинделя 31,5…1400 мм/мин Мощность основного шпинделя 4,5 кВт Габариты станка 1030х835х2535 мм Станок сверлильно-фрезерно-расточный с ЧПУ модели 400V. Используется на 150, 190 операциях. Техническая характеристика станка мод. 400V Размер рабочей поверхности стола 400х900 мм Количество Т-образных пазов 3 Наибольшая масса обрабатываемой детали 400 кг Диапазон частот вращения шпинделя 1500…8000 об/мин Наибольшие программируемые перемещения по осям: -продольное перемещение стола (X) 540 мм -поперечное перемещение верхней колонны (Y) 400 мм -вертикальное перемещение шпиндельной бабки (Z) 450±0,005 мм Емкость инструментального магазина 20 шт Мощность двигателя главного привода 7/11 кВт Система ЧПУ CNC-646 Габариты станка 2400х2200х2640 мм Вертикально-фрезерный станок 6Т12. Данный станок используется на 200 операции. Техническая характеристика станка мод. 6Т12 Размеры стола 320х1250 мм Перемещение стола: - продольное (Х) 800 мм - поперечное (Y) 320 мм - вертикальное (Z) 420 мм Частота вращения шпинделя 31,5…1600 мм/мин Мощность основного шпинделя 7,5 кВт Габариты станка 2280х1965х2265 мм Вертикально-фрезерный станок с ЧПУ модели Fkr 250 SRS. Данный станок используется на 170 операции. Техническая характеристика станка мод. Fkr 250SRS: Общая ширина: 565 мм Общая длина: 1020 мм Зажимна поверхность (ш х д): 400 х 900 мм Количество Т-образных пазов: 6 Допустимая статическая нагрузка стола: 700 кгс Продольное перемещение: 840 мм Поперечное перемещение: 500 мм Вертикальное перемещение: 460 мм Частота вращения шпинделя 10…2000 мм/мин Мощность основного шпинделя 8,8 кВт Станок резьбонарезной мод. BCH-12. Данный станок используется на 220 операции. Техническая характеристика станка мод. BCH-12 Диаметр нарезаемой резьбы, мм 3,0…8 Дапазон шагов нарезаемых резьб, мм 0,5…1,25 Максимальное осевое перемещение шпинделя, мм 30 Максимальное расстояние от зеркала стола до оправки, мм 160 Расстояние от оси шпинделя до корпуса колонны, мм 118 Частота вращения шпинделя, об/мин прямой ход 600; 750 обратный ход 650; 856 Размеры стола, мм 200 х 200 Размер паза на рабочей поверхности стола по ГОСТ 1574-91 14Н9 Мощность, установленного на станке электродвигателя, кВт 0,55 (380В) Частота вращения электродвигателя, об/мин 1360 Класс точности станка по ГОСТ 8-82 Н Габаритные размеры станка, мм 725х395х705 Масса резьбонарезного станка, кг 82 2.5 Расчёт операционных припусков и размеров При проектировании технологического процесса механической обработки допустимо установить оптимальную величину слоя металла, который обеспечивает заданную точность и качество поверхности. Под припуском понимается слой металла, удаляемый с поверхности заготовки с целью достижения заданных свойств и точности обработанной поверхности. Знание припусков и допусков на размеры устанавливает промежуточные и операционные размеры, поэтому правильный выбор припуска играет большую роль при разработке технологического процесса. Увеличение размера припуска ведет к увеличению расхода материала, введение дополнительных технологических переходов – все это увеличивает трудоемкость и повышает себестоимость детали. Уменьшение припуска не дает возможности удалить дефектный слой металла, достигнуть заданной точности, шероховатости. Для расчёта припусков применяют два метода: расчётно-аналитический и опытно-статистический. Расчет припуска аналитическим методом, на размер 10Н11(+0,09). Окончательно размер получается при совместной обработке отверстия с деталью «Корпус» чертеж № 1031403. Припуск рассчитывается на основе анализов факторов, влияющих на его формирование. Припуск определяется так, чтобы были удалены все погрешности, которые остались с предыдущего перехода. Элементы припуска RZ и h. Rzзаг= 200 мкм hзаг = 100 мкм [10, с.182, таблица 7] Rzcв= 32 мкм hсв= 50 мкм [10,с.190, таблица 27] Rzраст.= 20 мкм hраст= 20 мкм [10, с.185, таблица 10] Rzчист= 32 мкм hчист= 30 мкм Суммарное отклонение расположения поверхностей отливки ∆, мкм, вычисляют по формуле ∆ = ∆к × L, (14) где Δк – отклонение от параллельности плоскости; L – длинна плоскости. Δк=3,4; L=100мм [10, с.183, таблица 8, 9] Δ=3,4×100=340мкм Остаточную кривизну после черновой операции Δi, мкм, вычисляют по формуле Δi = Δк × Ку × L, (15) Ку=0,06 [10, с. 190, таблица 29] Δчерн=3,4×0,06×100=20,4мкм где Δк - остаточная кривизна; Ку – коэффициент уточнения; L – длинна отливки. Остаточную кривизну при получистовом растачивании Δраст, мкм, вычисляют по формуле Δi = Δi-1 × Ку, (16) Δраст= Δрасв × Ку, (17) где Δi – остаточная кривизна на данном переходе; Δi-1 – остаточная кривизна на предыдущем переходе; Ку - коэффициент уточнения; Δрасв - остаточная кривизна при рассверливании. Ку = 0,05 мкм [10, с. 190, таблица 29] Δчист = 20,4*0,05 = 1,02 мкм остаточную кривизну при чистовом растачивании Δчист, мкм, вычисляют по формуле Δчист = Δ раст × Ку, (18) где Δраст - остаточная кривизна при растачивании; Ку - коэффициент уточнения. Ку = 0,04 мкм Δчист = 1,02*0,04 = 0,0408 мкм Погрешность установки на всех переходах равна 0, т.к. совпадают измерительная и установочная базы. Минимальный припуск на обработку 2Z, мкм, рассчитывают по формуле  , (19) , (19)где Rz i-1 – высота микронеровностей, полученных на предыдущем переходе или операции; hi-1 – глубина дефектного слоя с предыдущего перехода или операции; ∆∑i-1 – пространственное отклонение, полученное на предыдущей операции; εi – погрешность установки на данной операции.     Выбираем допуск Td в соответствии с выбранным квалитетом [10, с. 192, таблица 32]. Tdзаг = 300 мкм Tdсв = 150 мкм Tdраст = 90 мкм Tdчист = 70 мкм Расчетные максимальные размеры dmaxi-1, мм, вычисляют по формуле dmaxi-1 = dmaxi - 2Zmini, (20) где dmaxi - максимальный размер на данном переходе; 2Zmini - минимальный припуск на данном переходе. dmaxзаг = 9,5-1,28 = 8,22 мм dmaxсв = 9,80-0,2048= 9,59 мм dmaxраст = 10,058-0,08204 = 9,97 мм Расчетные минимальные размеры dmini-1, мм, вычисляют по формуле dmini-1 = dmini - Tdi-1 (21) где dmini - минимальный размер на данном переходе. Tdi-1 - допуск на изготовление. dminзаг = 8,22-0,3=7,92 мм dminсв = 9,59-0,15 = 9,44 мм dminраст = 9,97-0,09 = 9,88 мм Значения получаемых допусков 2Z, мкм, вычисляют по формуле 2Zmini = dmini – dmini-1 , (22) 2Zmaxi = dmaxi – dmaxi-1 , (23) где dmini – минимальный размер на данном переходе; dmini-1 – минимальный размер на предыдущем переходе; dmaxi – максимальный размер на данном переходе; dmaxi-1 - максимальный размер на предыдущем переходе. 2Zminсв = 9,44-7,92 = 1520 мкм 2Zminраст = 9,88-9,44 = 440 мкм 2Zminчист = 10-9,88= 120 мкм 2Zmaxсв = 9,44-7,92 = 1500 мкм 2Zmaxраст = 9,81-9,44 = 300 мкм 2Zmaxчист = 10,058-9,97 = 80 мкм Проверку расчетов, осуществляют по формуле TD4 - TD1 = ∑2Zmax - ∑2Zmin, (24) где TD4 – допуск на изготовление заготовки; TD1 – допуск на изготовление при растачивании; 2Zmin – минимальный расчетный припуск; 2Zmax – максимальный расчетный припуск. 300-70=2080-1880 230 =200 Данные расчетов занесены в таблицу 6. Расчет припусков опытно - статистическим методом При этом методе припуск устанавливают по стандартам и таблицам. В них припуски даны в зависимости от массы, габаритных размеров, точности и шероховатости поверхности детали. Недостатком этого метода является то, что припуски назначаются независимо от технологического процесса, без учета условий его выполнений, то есть рассчитаны на неблагоприятные условия, поэтому они завышены, что ведет к увеличению расхода материала и увеличению трудоемкости. Расчёт припусков производится только на многопереходные операции [2, с. 94, таблица 55]. Полученные данные представлены в таблице 7 Таблица 6 – Сводная таблица по расчету припусков аналитическим методом
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||