ТСП. Технология строительства газопровода
 Скачать 1.29 Mb. Скачать 1.29 Mb.
|

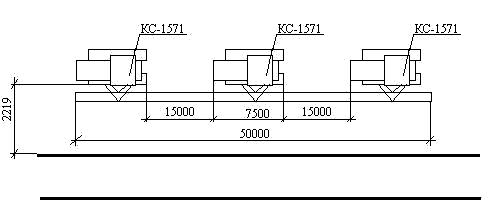
4.3. Выбор грузоподъемных монтажных механизмов по монтажным параметрам.Для укладки секций трубопровода длиной 50 в метров траншею требуется три однотипных монтажных крана [5-стр.363,п.47.8.]. Монтажный кран подбирается по фактическому весу опускаемой трубы, приходящемуся на кран т.е. 1/3 веса одной секции, при соответствующем вылете стрелы. Грузоподъемность крана: Pэ – вес монтируемого элемента; Расчетный вылет стрелы крана (от вертикальной оси вращения крана до центра траншеи) будет равен: B - ширина траншеи по верху; b - ширина крана в зависимости от марки крана; a1 - расстояние от бровки траншеи до трубы принимается равной 0,7-1м [6-стр.22]; a2 - ширина места, занимаемого звеном (диаметр трубы); a3 – расстояние от трубы до оси крана. Сумма а1,а2 и а3 или расстояние от края траншеи до колес или гусениц крана должна быть не менее 1,5м [5-стр.342,п.46.5.] Для выполнения монтажных работ подходит автомобильный гидравлический кран с унифицированной телескопической стрелой КС – 1571 [5-стр.255,табл.27.1.] со следующими основными техническими характеристиками: Вылет стрелы на опорах: 3,3-5,6м; Грузоподъемность при работе на опорах: 4-1,4т; Базовый автомобиль: ГАЗ-53А Размеры: длина-7,5м; ширина-2,4м; высота-2,9м; Масса: 7,4т Схема производства работ: Схема разгрузки труб с трубовоза со сборкой их в секции. 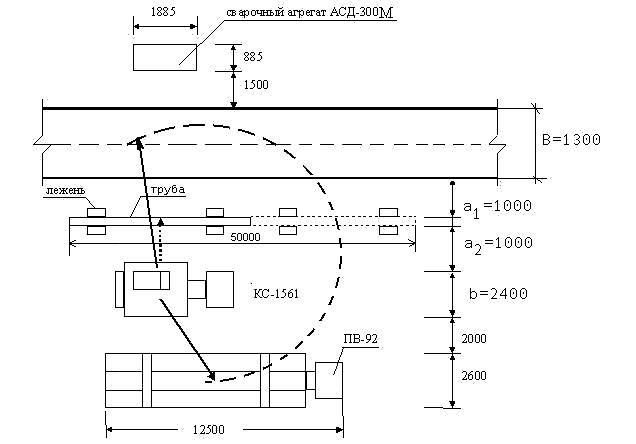 2. Укладка трубопровода в траншею Укладка трубопровода в траншею производится тремя кранами марки КС – 1571 грузоподъемностью 4т, расчетный вылет стрелы – 5,6 м с расстоянием между кранами 15м (5-стр.363,п.47.8) . В качестве грузозахватных приспособлений при укладке используются мягкие полотенца, грузоподъемностью 12,5т (5 – стр. 264, табл. 27.6.). Схема укладки трубопровода траншею: 4 |
 .4. Стыковое соединение звеньев.
.4. Стыковое соединение звеньев.