Тема 3-4. Тема 3 1 Комплект баз совокупность 3ёх баз, образующих систему координат изделия. 2
 Скачать 1.5 Mb. Скачать 1.5 Mb.
|

|
Тема 3 1) Комплект баз – совокупность 3-ёх баз, образующих систему координат изделия. 2) Главная база обеспечивает положение обрабатываемых поверхностей и лишает заготовку трёх или четырёх степеней свободы. Обеспечивает выполнение тех. требований по взаимному положению поверхностей, что обычно является самой сложной технической задачей на операции. Дополнительные базы используют для ограничения остальных степеней свободы по мере надобности для решения тех. задачи на операции. 3) За главную базу берут поверхность, которая обеспечивает заготовке устойчивое положение в приспособлении даже при базировании только одной этой базой. Также влияет точность исходных размеров и допускаемых отклонений расположения обрабатываемой поверхности. 4) НАРУЖНЫЕ поверхности Базированиецилиндрическойдетали (L>D) 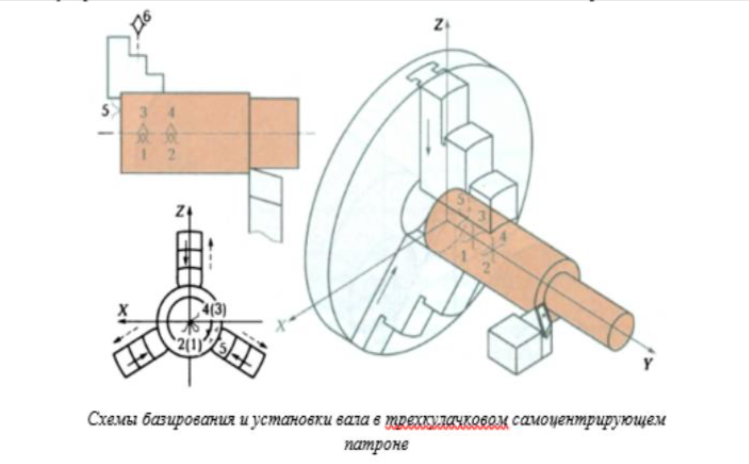 Характеристика: т. 1,2,3,4 (  , ,  , , , , ) – двойная направляющая, скрытая; ) – двойная направляющая, скрытая;т. 5 (  ) – опорная, явная; ) – опорная, явная;т. 6 (  – опорная, скрытая. – опорная, скрытая.Базированиедиска (L<D) 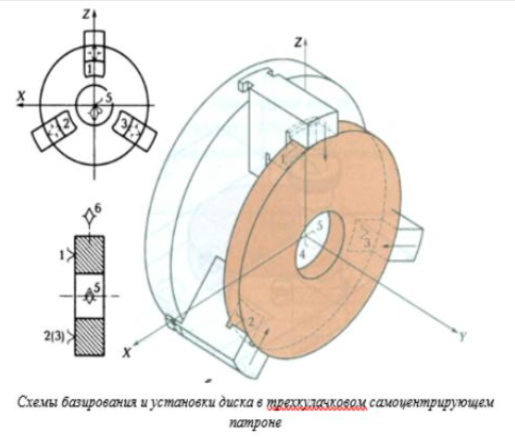 Характеристика: т. 1,2,3 (  ) – установочная, явная; ) – установочная, явная;т. 4,5 (  ) – двойная опорная, скрытая; ) – двойная опорная, скрытая;т. 6 (  ) – опорная, скрытая. ) – опорная, скрытая.Базирование по ВНУТРЕННИМ цилиндрическим поверхностям (на оправку) 1 вариант –РАЗЖИМНАЯоправкаидлиннаявтулка 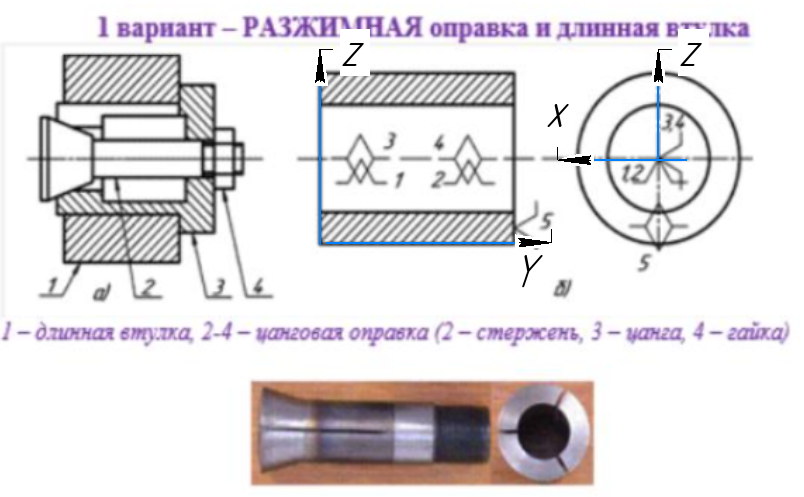 Характеристика: т. 1,2,3,4 (  ) – двойная направляющая, скрытая; ) – двойная направляющая, скрытая;т. 5 ( ) – опорная, явная.2 вариант –РАЗЖИМНАЯоправкаикороткаявтулка 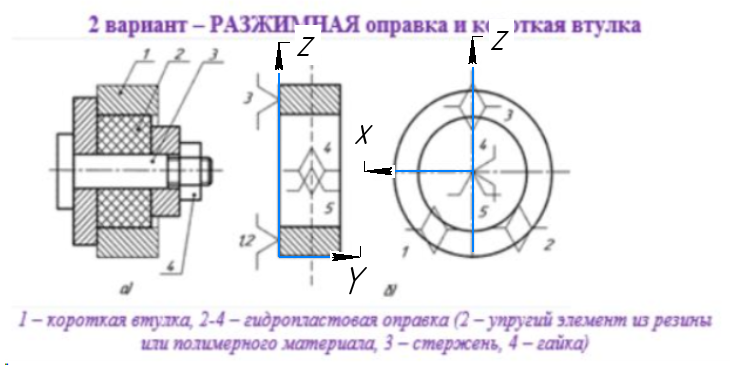 Характеристика: т. 1,2,3 ( ) – установочная, явная;т. 4,5 ( ) – двойная опорная, скрытая.3 вариант –НЕРАЗЖИМНАЯоправкаидлиннаявтулка 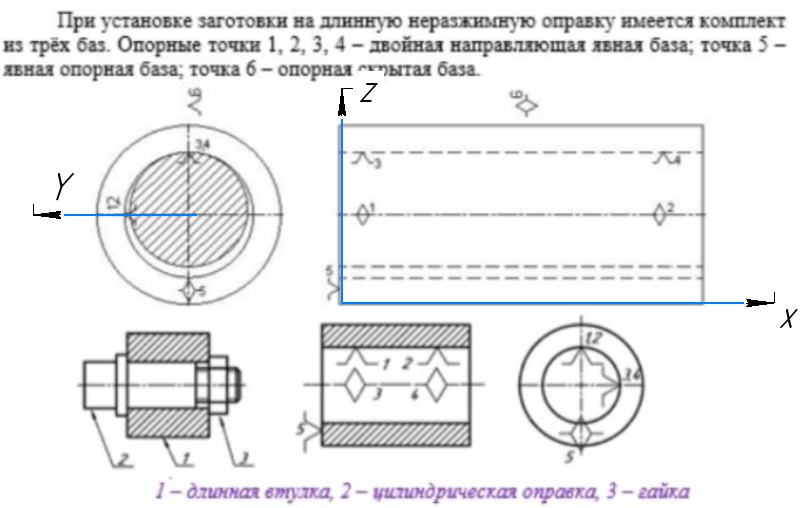 Характеристика: т. 1,2,3,4 (  – двойная направляющая, явная – двойная направляющая, явнаят. 5 ( ) – опорная, явнаят. 6 ( ) – опорная, скрытая4 вариант –НЕРАЗЖИМНАЯоправкаикороткаявтулка   Характеристика: т. 1,2,3 (  ) – установочная, явная ) – установочная, явнаят. 4,5 (  ) – двойная опорная, явная ) – двойная опорная, явнаят. 6 ( ) – опорная, скрытаяДополнительный вариант –коническаяоправка  Характеристика: т. 1,2,3,4 ( ) – двойная направляющая, скрытаят. 5 ( ) – опорная скрытая5) Назначение допусков на размеры в технологических операциях неразрывно связано с выбором главной операционной базы. Обрабатывается участок цилиндрической поверхности (конечное положение инструмента изображено контуром режущей пластины). Необходимо назначить допуск на размеры А, Б или сделать заключение о сравнительной их точности. Предположим, что зазор между отверстием заготовки и центрирующим пальцем (оправкой) остается постоянным на всей длине контакта, тогда можно выделить два предельных случая. Для дискообразных деталей (см. рис. 2, а), имеющих опорную торцевую поверхность значительных размеров и ограниченной протяженности контакт центрирующей внутренней поверхности реализуется комплект баз, состоящий из установочной явной базы по торцу (опорные точки 1, 2, 3) и двойной опорной явной базы по цилиндрическому отверстию (опорные точки 4, 5). Для втулкообразных деталей (рис. 2, б), имеющих торцевую поверхность малых размеров и значительной протяженности 30 контакт по цилиндрическому отверстию, реализуется комплект баз, состоящий из двойной направляющей явной базы по поверхности отверстия (опорные точки 1, 2, 3, 4) и опорной явной базы по торцу (опорная точка 5). В первом случае главной операционной базой является торец, а во втором – цилиндрическая поверхность отверстия.  Рис. 2. Схема для определения операционных допусков с учетом выбора главной операционной базы. 6) Под средней экономической точностью понимают точность, которая может быть получена в нормальных производственных условиях, при нормальной затрате времени и средней квалификации рабочих, соответствующей характеру выполняемой работы. Величина берётся по таблице из справочника. Эти таблицы составлены для случаев, когда технологическая база выбрана правильно, имеет минимальные погрешности формы, совпадает с измерительной. Любое отклонение от этих случаев вносит погрешность, которую следует прибавлять к допускам, взятым из таблиц. 7) Для случая, изображенного на рис. 2, а, можно назначить эк. точн.  ≥ ≥  ; допуск на расположение осей ТБ зависит не только от точности станка, но и от базирования заготовки. В допуск на размер Б включаются неточности с предыдущей операции, 33 выражающиеся величиной отклонения от перпендикулярности оси базового отверстия (дополнительная база) к базовому торцу (главная операционная база). ; допуск на расположение осей ТБ зависит не только от точности станка, но и от базирования заготовки. В допуск на размер Б включаются неточности с предыдущей операции, 33 выражающиеся величиной отклонения от перпендикулярности оси базового отверстия (дополнительная база) к базовому торцу (главная операционная база).В случае, показанном на рис. 2, б, главная база – отверстие обеспечивает возможность получать размер Б с большей точностью и при отсутствии зазора между отверстием и оправкой можно назначить эк. точн.  ≥ ≥  (из таблиц точности). (из таблиц точности).8) 1. Выбирается главная база из комплекта. 2. Определяется способ базирования главной базой данной формы, устанавливается, каких степеней лишится заготовка. 3. Устанавливается, какие степени свободы у заготовки останутся. 4. Выбирается способ базирования дополнительной базой, при этом не допускается дублирование функций, выполняемых главной базой. 9) Этот предельный случай напоминает двоевластие, выражающееся в наличии двух главных баз – отверстие и торец одновременно. Но такого быть не может, так как такие две главные базы должны были бы лишить деталь семи степеней свободы. Длину оправки lr назовем граничной длиной, которая разделяет их на длинные и короткие. При большой длине оправка будет поворачивать деталь, контакт по плоскости торца превратится в точечный, а ось отверстия будет стремиться совпасть с положением оси оправки. Неточность взаимного положения оси отверстия и оправки определяется величиной зазора и расстоянием между их контактными точками.  В случае применения оправки с гарантированным зазором ∆ и заготовки с ошибкой расположения торца к отверстию η: 100 мм граничную длину lr оправки можно определить по формуле:  Тема 4 Задача №1  Дано:  мм мм мм мм    Требуется определить ожидаемую точность выполнения размеров А1, А2, А3 и А4. Главная установочная база, явная (1,2,3,  ) )Дополнительная двойная опорная база, явная (4,5,  1)  = =  2)  , техн. и изм. базы совпадают , техн. и изм. базы совпадают3)  = =  , техн. и изм. базы НЕ совпадают; , техн. и изм. базы НЕ совпадают;  4)  = =  1)  2)  3)  4)  Направление силы Q влияет на размеры А2, А3. Задача №19 (16 вариант – четный)  Для фрезерования паза заготовку устанавливают в центрирующую втулку. Найти зависимости для определений погрешности базирования для размеров А1, А2, А3, А4 и А5 при заданной точности размеров заготовки N, А, d и центрирующей втулки D. Главная установочная база, явная (1,2,3, )Дополнительная двойная опорная база, явная (4,5, 1)  , т.к. обеспечивается инструментом; , т.к. обеспечивается инструментом;2)  , т.к. тех. и изм. базы НЕ совпадают; , т.к. тех. и изм. базы НЕ совпадают;3)  , т.к. тех. и изм. базы НЕ совпадают; , т.к. тех. и изм. базы НЕ совпадают;4)  , т.к. обеспечивается инструментом; , т.к. обеспечивается инструментом;5)  , т.к. тех. и изм. базы совпадают. , т.к. тех. и изм. базы совпадают.Сила Q влияет на размер  . . |