Технологический процесс
|
Указания и пояснения
|
1. Гибка полосового металла в
|
слесарных тисках.
|
 Рис.1 Рис.1
Рис.2
|
1.Отметить на полосе место изгиба.
2. Изогнуть полосу под прямым углом (Рис.1).
3. Отметить место второго изгиба.
4. Закрепить полосу в тисках вместе с оправкой так, чтбы риска была обращена в сторону загиба и выступала над ребром оправки на 0,5 мм (Рис.2).
5. Изогнуть полосу до полного прилегания ее к грани оправки (Рис.2).
6. Контроль качества: аналогичен гибки под прямым углом.
|
2. Гибка заготовок в приспособлениях.
|
|
1. Закрепить в тисках гибочное приспособление.
2. Вставить пруток в зазор между штифтами.
3. Нажимая рукой на свободный конец прутка, изогнуть его конец в кольцо (если свободный конец прутка короткий или пруток толстый, изгибать его ударами молотка).
4. Контроль качества: отсутствие царапин, трещин, вмятин. Размеры проверить штангенциркулем, масштабной линейкой.
|
|
1. Закрепить в тисках гибочное приспособление.
2. Вставить пруток в зазор между штифтами.
3. Нажимая рукой на свободный конец прутка, изогнуть его конец в кольцо (если свободный конец прутка короткий или пруток толстый, изгибать его ударами молотка).
4. Контроль качества: отсутствие царапин, трещин, вмятин. Размеры проверить штангенциркулем, масштабной линейкой.
|
«на ребро».
|
1. Закрепить приспособление в тисках или на плите.
2. Ролик и верхнюю часть заготовки смазать машинным маслом.
3. Установить заготовку в прорезь приспособления и закрепить ее винтом упора.
4. Нажимая руками на рычаг изгибать заготовку.
5. Контроль угла изгиба провести шаблоном.
|
3. Гибка труб.
|
Гибка труб на гибочном шаблоне.
|
1. Закрепить гибочный шаблон на верстаке с двух сторон скобами.
2. Вставить трубу между гибочным шаблоном и хомутиком в желобообразное углубление.
3. Плавно нажимать руками на трубу до полного ее изгиба.
4. Снять трубу с шаблона и проверить радиус изгиба.
|
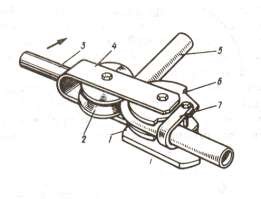
Гибка труб на приспособлении (трубогибе)
|
1. Закрепить приспособление на верстаке.
2. Разметить трубу и отметить мелом место изгиба.
3. Вставить трубу в приспособление (трубогиб) между подвижным роликом и роликомшаблоном так, чтобы конец ее вошел в скобу (хомут).
Внимание!
Если труба сварная, то шов при этом должен быть расположен снаружи.
4. Нажимая на рукоятку, поворачивать скобу с подвижным роликом вокруг неподвижного ролика-шаблона до тех пор, пока труба не изогнется на требуемый угол.
5. Контроль угла изгиба провести с помощью шаблона.
|
Гибка труб в трубном прижиме.
|
1. На конец трубы надеть отрезок трубы большего диаметра так, чтобы он немного не доходил до места изгиба.
2. Вставить трубу в трубный прижим между угловой выемкой основания и сухарем с уступами.
3. Зажать трубу вращением рукоятки.
4. Обхватить трубу двумя руками и с большим усилием отводить ее в направлении изгиба.
5. Контроль угла изгиба провести с помощью шаблона.
|
 Гибка труб из цветных металлов. Гибка труб из цветных металлов.
Рис.3
|
Медные трубы, подлежащие гибке в холодном состоянии, предварительно отжигают при 600-700ºС, а затем охлаждают в воде. Наполнитель: на холодную – канифоль, в нагретом состоянии – песок.
Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при такой же температуре, но охлаждают на воздухе, наполнители те же. При гибке сварных труб необходимо сварной шов располагать снаружи изгиба.
1. Изготовить деревянную пробку и забить ее в один из концов трубы.
2. Расплавить наполнитель – канифоль.
3. Трубу установить вертикально (пробкой вниз) и, залив в нее канифоль, оставить в таком положении до полного затвердевания канифоли.
4. Трубу гнуть одним из двух способов:
- зажать в тисках между деревянными нагубниками и изгибать усилиями рук;
- один конец трубы вставить между роликами в неподвижный хомут роликового приспособления; рукоятку рычага поворачивать обеими руками, выполняя изгиб трубы.
5. Проверку угла изгиба провести по шаблону или изделию.
6. Трубу освободить из тисков приспособления, подогреть, начиная с открытого конца, по всей длине, выплавить канифоль и слить ее в сосуд (Рис.3).
|
 Скачать 46.83 Kb.
Скачать 46.83 Kb.