Пайка металлов. Тема. Пайка металлов
 Скачать 0.51 Mb. Скачать 0.51 Mb.
|

|
Лекция. Тема. Пайка металлов. Студенту необходимо самостоятельно ознакомится с теоретическим материалом, и в соответствии с предоставленным планом сделать конспект. Ответить на контрольные вопросы.Ответы на вопросы письменно или в электронном виде прислать в группу число/дисциплина/лекция/практика(03.05 эксплуатация лекция). План конспекта. Пайка Отличия пайки от сварки. Применение пайки Виды пайки Источники тепла Припои Флюсы Пайка стали Пайка чугуна. Контрольные вопросы. Что такое пайка. Обязательное условие при пайке. Способы соединения паяемых деталей Что такое смачиваемость Что такое ликвидус Что такое солидус Какая температура плавления у припоев. ПОС 61
Как способ неразъемного соединения металлов пайка известна с давних пор. Паяными металлическими изделиями пользовались в Вавилоне, Древнем Египте, Риме и Греции. Удивительно, но за тысячелетия, прошедшие с тех пор, технология пайки изменилась не так сильно, как этого можно было бы ожидать. 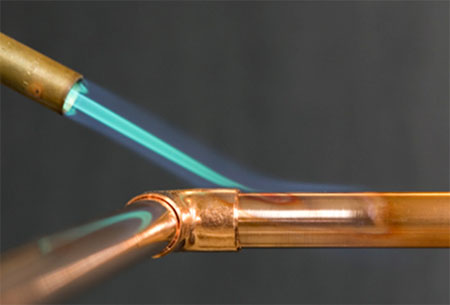 Пайка металлов Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала - припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение. При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями. При пайке должно выполняться следующее температурное условие: Т1<Т2<Т3<Т4, где: Т1 - температура, при которой паяное соединение работает; Т2 - температура плавления припоя; Т3 - температура нагрева при пайке; Т4 - температура плавления соединимых деталей. Отличия пайки от сварки Паяное соединение по своему виду напоминает сварное, однако по своей сути пайка металлов радикально отличается от сварки. Основное отличие состоит в том, что основной металл не расплавляется, как при сварке, а лишь нагревается до определенной температуры, значение которой никогда не достигает температуры его плавления. Из этого основного различия вытекают все остальные. Отсутствие расплавления основного металла делает возможным соединение пайкой деталей самых маленьких размеров, а также многократное разъединение и соединение спаянных деталей без нарушения их целостности. Из-за того, что основной металл не расплавляется, его структура и механические свойства остаются неизменными, отсутствует деформация паяемых деталей, выдерживаются формы и размеры получаемого изделия. Пайка позволяет соединять металлы (и даже неметаллы) в любом сочетании друг с другом. При всех своих достоинствах пайка все же уступает сварке по прочности и надежности соединения. Из-за низкой механической прочности мягкого припоя, низкотемпературная пайка встык является непрочной, поэтому для достижения необходимой прочности детали необходимо соединять с перекрытием. 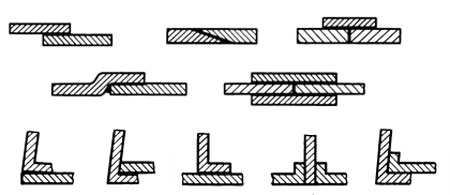 Способы соединения паяемых деталей Применение пайки В наше время среди различных способов создания неразъемных деталей, пайка занимает второе место после сварки, а в некоторых областях ее позиции являются главенствующими. Трудно себе представить современную IT-промышленность без этого компактного, чистого и прочного способа соединения элементов электронных схем. Применение пайки широко и многообразно. Ею соединяют медные трубы в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Пайка является основным способом крепления твердосплавных пластин к металлорежущему инструменту. При кузовных работах с ее помощью крепят тонкостенные детали к тонкому листу. В виде лужения используют для защиты некоторых конструкций от коррозии. 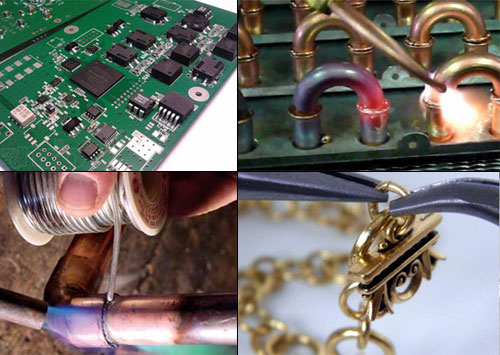 Применение пайки Широко используется пайка и в домашних условиях. Ею можно соединять между собой детали из различных металлов, уплотнять резьбовые соединения, устранять пористость поверхностей, обеспечивать плотную посадку втулки разболтавшегося подшипника. Везде, где использование сварки, болтов, заклепок или обычного клея по каким-либо причинам невозможно, затруднительно или нецелесообразно, пайка, сделанная даже своими руками, оказывается спасительным выходом из ситуации. Виды пайки Классификация пайки носит довольно сложный характер из-за большого числа классифицируемых параметров. Согласно технологической классификации по ГОСТ 17349-79 пайка металлов подразделяется: по способу получения припоя, по характеру заполнения припоем зазора, по типу кристаллизации шва, по способу удаления оксидной пленки, по источнику нагрева, по наличию или отсутствию давления в стыке, по одновременности выполнения соединений. Одной из основных является классификация пайки по температуре плавления используемого припоя. В зависимости от этого параметра пайку подразделяют на низкотемпературную (используются припои с температурой плавления до 450°C) и высокотемпературную (температура плавления припоев выше 450°C). Низкотемпературная пайка более экономична и проста в исполнении, чем высокотемпературная. Ее преимуществом является возможность применения на миниатюрных деталях и тонких пленках. Хорошая тепло- и электропроводность припоев, простота выполнения процесса пайки, возможность соединения разнородных материалов обеспечивают низкотемпературной пайке ведущую роль при создании изделий в электронике и микроэлектронике. К преимуществам высокотемпературной пайки относится возможность изготовления соединений, выдерживающих большую нагрузку, в том числе и ударную, а также получение вакуумно-плотных и герметичных соединений, работающих в условиях высоких давлений. Основными способами нагрева при высокотемпературной пайке, в единичном и мелкосерийном производстве, является нагрев газовыми горелками, индукционными токами средней и высокой частоты. Композиционная пайка применяется при пайке изделий, имеющих некапиллярные или неравномерные зазоры. Она осуществляется с использованием композиционных припоев, состоящих из наполнителя и легкоплавкой составляющей. Наполнитель имеет температуру плавления выше температуры пайки, поэтому он не расплавляется, а лишь заполняет собой зазоры между паяемыми изделиями, служа средой распространения легкоплавкой составляющей. По характеру получения припоя различают следующие виды пайки. Пайка готовым припоем - самый распространенный вид пайки. Готовый припой расплавляется нагревом, заполняет зазор между соединяемыми деталями и удерживается в нем благодаря капиллярным силам. Последние играют очень важную роль в технологии пайки. Они заставляют расплавленный припой проникать в самые узкие щели соединения, обеспечивая его прочность. Реакционно-флюсовая пайка, характеризующаяся протеканием реакции вытеснения между основным металлом и флюсом, в результате которой образуется припой. Наиболее известная реакция при реакционно-флюсовой пайке: 3ZnCl2 (флюс) + 2Al (соединяемый металл) = 2AlCl3 + Zn (припой). Чтобы паять металл, кроме подготовленных соответствующим образом паяемых изделий необходимо иметь источник тепла, припой и флюс. Источники тепла Существует множество способов нагрева паяемых деталей. К самым распространенным и наиболее подходящим для пайки в домашних условиях относится нагрев паяльником, горелкой с открытым пламенем и строительным феном. Нагрев паяльником осуществляют при низкотемпературной пайке. Паяльник нагревает металл и припой за счет тепловой энергии, аккумулированной в массе его металлического наконечника. Кончик паяльника прижимается к металлу, в результате чего происходит нагрев последнего и расплавление припоя. Паяльник может быть не только электрическим, но и газовым. 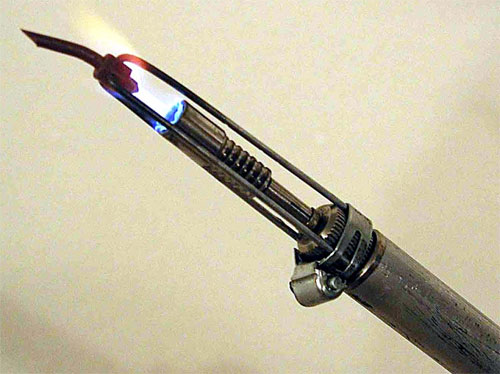 Самодельный газовый паяльник Газовые горелки - наиболее универсальный вид нагревательного оборудования. К этой категории можно отнести и паяльные лампы, заправляемые бензином или керосином (в зависимости от типа паяльной лампы). В качестве горючих газов и жидкостей в горелках может использоваться ацетилен, пропан-бутановая смесь, метан, бензин, керосин и пр. Газовая пайка может быть как низкотемпературной (при паянии массивных деталей), так и высокотемпературной. 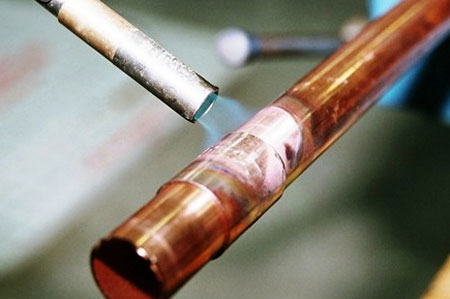 Пайка металла газовой горелкой Существуют и другие способы нагрева при пайке: Пайка индукционными нагревателями, которая активно используется для припаивания твердосплавных резцов режущего инструмента. При индукционной пайке паяемые детали или их части нагреваются в катушке-индукторе, через которую пропускается ток. Преимуществом индукционной пайки является возможность быстрого нагрева толстостенных деталей.  Индукционная пайка резцов  Индукционная пайка резцов Пайка в различных печах. Пайка электросопротивлением, при которой детали нагреваются теплотой, выделяющейся вследствие прохождения электротока через паяемые изделия, являющиеся частью электрической цепи. Пайка погружением, выполняющаяся в расплавленных припоях и солях. Прочие виды пайки: дуговая, лучами, электролитная, экзотермическая, штампами и нагревательными матами. Припои В качестве припоев используются как чистые металлы, так и их сплавы. Чтобы припой мог хорошо исполнять свое предназначение, он должен обладать целым рядом качеств. Смачиваемость. Прежде всего, припой должен обладать хорошей смачиваемостью по отношению к соединяемым деталям. Без этого будет просто отсутствовать контакт между ним и паяемыми деталями. В физическом смысле смачивание подразумевает явление, при котором прочность связи между частицами твердого вещества и смачивающей его жидкости оказывается выше, чем между частицами самой жидкости. При наличии смачивания жидкость растекается по поверхности твердого вещества и проникает во все его неровности. 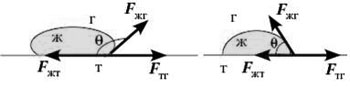 Пример несмачивающей (слева) и смачивающей (справа) жидкостей Если припой не смачивает основной металл, пайка невозможна. В качестве такого примера можно привести чистый свинец, который плохо смачивает медь и не может поэтому служить припоем для неё. Температура плавления. Припой должен иметь температуру плавления ниже температуры плавления соединяемых деталей, но выше той, при которой соединение будет работать. Температура плавления характеризуется двумя точками - температурой солидуса (температура, при которой плавится самый легкоплавкий компонент) и температурой ликвидуса (наименьшим значением, при которой припой становится полностью жидким). Разница между температурами ликвидуса и солидуса называется интервалом кристаллизации. Когда температура соединения находится в интервале кристаллизации, даже незначительные механические воздействия приводят к нарушениям кристаллической структуры припоя, в результате чего может возникнуть его хрупкость и возрасти электрическое сопротивление. Поэтому необходимо соблюдать очень важное правило пайки - не подвергать соединение никакой нагрузке до полного окончания кристаллизации припоя. Кроме хорошей смачиваемости и необходимой температуры плавления, припой должен обладать еще рядом свойства: Содержание токсичных металлов (свинца, кадмия) не должно превышать установленных значений для определенных изделий. Должна отсутствовать несовместимость припоя с соединяемыми металлами, которая может привести к образованию хрупких интерметаллических соединений. Припой должен обладать термостабильностью (сохранением прочности паяного соединения при изменении температуры), электростабильностью (неизменностью электрических характеристик при токовых, тепловых и механических нагрузках), коррозионной стойкостью. Коэффициент теплового расширения (КТР) не должен сильно отличаться от КТР соединяемых металлов. Коэффициент теплопроводности должен соответствовать характеру эксплуатации паяного изделия. В зависимости от температуры плавления припои подразделяют на легкоплавкие (мягкие) с температурой плавления до 450°С и тугоплавкие (твердые) с температурой плавления выше 450°С. Легкоплавкие припои. Наиболее распространенными легкоплавкими припоями являются оловянно-свинцовые, состоящие из олова и свинца в различном соотношении. Для придания определенных свойств в них могут вводиться другие элементы, например, висмут и кадмий для понижения температуры плавления, сурьма для увеличения прочности шва и т.д. Оловянно-свинцовые припои имеют низкую температуру плавления и относительно невысокую прочность. Их не следует применять для соединения деталей, испытывающих значительную нагрузку или работающих при температуре выше 100°С. Если все же приходится применять пайку мягкими припоями для соединений, работающих под нагрузкой, нужно увеличивать площадь соприкосновения деталей. К наиболее широко используемым относятся оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90, имеющие температуру плавления примерно 190-280°С (из них самый тугоплавкий - ПОС-18, самый легкоплавкий - ПОС-61). Цифры означают процентное содержание олова. Кроме основных металлов (Sn и Pb) припои ПОС содержат также небольшое количество примесей. В приборостроении ими паяют электросхемы, соединяют провода. В домашних условиях с их помощью соединяют самые различные детали.  Припой ПОС-61
Тугоплавкие припои. Из тугоплавких припоев чаще всего используются две группы - припои на основе меди и серебра. К первым относятся медно-цинковые припои, которые используются для соединения деталей, несущих лишь статическую нагрузку. Из-за определенной хрупкости их нежелательно применять в деталях, работающих в условиях ударов и вибрации. К медно-цинковым припоям относятся, в частности, сплавы ПМЦ-36 (примерно 36% Сu, 64% Zn), с интервалом кристаллизации 800-825°C, и ПМЦ-54 (примерно 54% Cu, 46% Zn), с интервалом кристаллизации 876-880°C. С помощью первого припоя паяют латунь и прочие медные сплавы с содержанием меди до 68%, осуществляют тонкую пайку по бронзе. ПМЦ-54 используют для пайки меди, томпака, бронзы, стали. Для соединения стальных деталей в качестве припоя используют чистую медь, латуни Л62, Л63, Л68. Соединения, паянные латунью, обладают более высокой прочностью и пластичностью в сравнении с соединениями, паянными медью, они способны вынести значительные деформации. Серебряные припои относятся к наиболее качественным. Сплавы марки ПСр кроме серебра содержат медь и цинк. Припоем ПСр-70 (примерно 70% Ag, 25% Cu, 4% Zn), c температурой плавления 715-770°C, паяют медь, латунь, серебро. Его используют в тех случаях, когда место спая не должно резко уменьшать электропроводность изделия. ПСр-65 используют для пайки и лужения ювелирных изделий, фитингов из меди и медных сплавов, предназначенных для соединения медных труб, используемых в системах горячего и холодного питьевого водоснабжения, им паяют стальные ленточные пилы. Припой ПСр-45 используют для пайки стали, меди, латуни. Его можно применять в тех случаях, когда соединения работают в условиях вибрации и ударов, в отличии, например, от ПСр-25, который удары выдерживает плохо. Другие виды припоя. Существует множество других припоев, предназначенных для пайки изделий, состоящих из редких материалов или работающих в особых условиях. Никелевые припои предназначены для пайки конструкций, работающих в условиях высоких температур. Обладая температурой плавления от 1000°C до 1450°C, они могут использоваться для пайки изделий из жаропрочных и нержавеющих сплавов. Золотые припои, состоящие из сплавов золота с медью или никелем, используются для пайки золотых изделий, для пайки вакуумных электронных трубок, в которых недопустимо наличие летучих элементов. Для пайки магния и его сплавов применяют магниевые припои, содержащие помимо основного металла также алюминий, цинк и кадмий. Материалы для пайки металлов могут иметь различную форму выпуска - в виде проволоки, тонкой фольги, таблеток, порошка, гранул, паяльных паст. От формы выпуска зависит способ их ввода в стыковую зону. Припой в виде фольги или паяльной пасты укладывается между соединяемыми деталями, проволока подается в зону соединения по мере расплавления ее конца.  Материалы для пайки Флюсы. Прочность паяного соединения зависит от взаимодействия основного металла с расплавленным припоем, которое в свою очередь зависит от наличия физического контакта между ними. Оксидная пленка, присутствующая на поверхности паяемого металла, препятствует контакту, взаимной растворимости и диффузии частиц основного металла и припоя. Поэтому ее необходимо удалять. Для этого применяются флюсы, в задачу которых входит не только удаление старой окисной пленки, но и препятствие образованию новой, а также снижение поверхностного натяжения жидкого припоя с целью улучшения его смачиваемости. При пайке металлов применяются различные по составу и свойствам флюсы. Флюсы для пайки имеют различия: по агрессивности (нейтральные и активные); по температурному интервалу пайки; по агрегатному состоянию - твердые, жидкие, геле- и пастообразные; по виду растворителя - водные и неводные. Кислые (активные) флюсы, например "Паяльную кислоту" на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций. И чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки. Широко распространенными флюсами являются борная кислота (H3BO3), бура (Na2B4O7), фтористый калий (KF), хлористый цинк (ZnCl2), канифольно-спиртовые флюсы, ортофосфорная кислота. Флюс должен соответствовать температуре пайки, материалу паяемых деталей и припоя. Например, бура используется для высокотемпературной пайки углеродистых сталей, чугуна, меди, твердых сплавов медными и серебряными припоями. Для пайки алюминия и его сплавов применяют препарат, состоящий из хлористого калия, хлористого лития, фтористого натрия и хлористого цинка (флюс 34А). Для низкотемпературной пайки меди и её сплавов, оцинкованного железа используется, например, состав из канифоли, этилового спирта, хлористого цинка и хлористого аммония (флюс ЛК-2). Флюс может применяться не только в виде отдельного компонента, но и входить составным элементом в паяльные пасты и таблетированные виды так называемых флюсующихся припоев.  Флюсы Паяльные пасты. Паяльная паста - это пастообразное вещество, состоящее из частиц припоя, флюса и различных добавок. Паяльная паста обычно используется для поверхностного монтажа SMD-компонентов, но удобна и для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью термовоздушной или инфракрасной станции. Получается красивая и качественная пайка. Однако из-за того, что большая часть паяльных паст не содержит активных флюсов позволяющих паять, например сталь, большинство их подходят только для пайки электроники. Пайка стали Пайка стали своими руками не представляет особой сложности. Стальные изделия с успехом можно паять даже легкоплавкими припоями, например, ПОС-40, ПОС-61 или чистым оловом. А, например, легкоплавкие припои на основе цинка малопригодны для пайки углеродистых и низколегированных сталей из-за плохого смачивания, затекания в зазор и низкой прочности паяных соединений в результате образования по границе шва и стали интерметаллидной хрупкой прослойки. В общем виде пайка стали осуществляется в такой последовательности. Производится очистка от загрязнений паяемых деталей. С соединяемых поверхностей удаляется окисная пленка - механической зачисткой (металлической щеткой, шлифовальной шкуркой или кругом, дробеструйной обработкой) и обезжиривание. Обезжиривание можно осуществлять едким натром (5-10 г/л), углекислым натрием (15-30 г/л), ацетоном или другим растворителем. Детали в месте соединения покрываются флюсом. Ниже показан нетипичный пример, без предварительного нанесения флюса до разогрева деталей, с использованием припоя покрытым флюсом. Осуществляется сборка изделия с фиксированием деталей в нужном положении.  Пайка металла Изделие разогревается. Пламя должно быть нормальным или восстановительным - без избытка кислорода. В сбалансированной газовой смеси пламя только нагревает металл и иного воздействия не оказывает. В случае сбалансированной газовой смеси пламя горелки обладает ярко-синим цветом и небольшой величиной. Пересыщенное кислородом пламя окисляет поверхность металла. Факел пламени горелки, насыщенный кислородом бледно-голубого цвета и маленький. Прогревать нужно все соединение, перемещая пламя в разные стороны, при этом время от времени касаются припоем соединения. Нужная температура достигается тогда, когда припой начинает плавиться при прикосновении к деталям. Не нужно создавать избыточного нагрева. Обычно с практикой достаточность нагрева определяется по цвету поверхности металла и появлению дыма флюса. 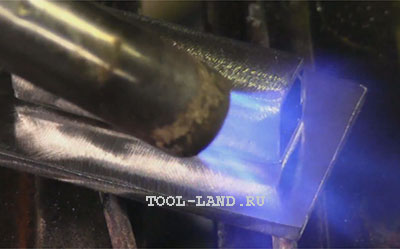 Пайка металла: предварительный нагрев На соединяемые стыки наносится флюс.  Пайка металла: нанесение флюса. На фото припой покрытый оболочкой из флюса.  Пайка металла: нанесение флюса В зону стыка подается припой (в виде проволоки, или кусочка, уложенного в стык) и производится подогрев детали и припоя до расплавления последнего и затекания в стык. Под влиянием капиллярных сил припой сам втягивается в зазор между деталями.  Пайка металла: нанесение припоя  Пайка металла: нанесение припоя Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения. После завершения пайки, изделие очищается от остатков флюса и лишнего припоя.  Готовое изделие после очистки от лишнего припоя и остатков флюса Если есть возможность, можно соединяемые детали сначала залудить припоем в месте контакта. Затем детали соединить и нагреть до температуры плавления припоя. В этом случаи может получиться более прочное соединение. Температура пайки определяется маркой припоя. Причины неудачи. Если припой не распределяется по поверхности деталей, то это может быть по следующим причинам: Недостаточный прогрев деталей. Продолжительность прогрева должна соответствовать массивности деталей. Плохая предварительная очистка поверхности от загрязнений. Использование неподходящего флюса. Например, нержавеющая стали или алюминий требуют очень химически активных флюсов. Или флюс может не соответствовать температуре пайки. Использование неподходящего припоя. Например, чистый свинец так плохо смачивает металлы, что им паять нельзя. Пайка других металлов Особенности пайки чугуна. Паяются серый и ковкий чугуны, белый не подлежит пайке из-за плохой обрабатываемости и хрупкости. При пайке чугуна возникают две проблемы, мешающие получению качественного соединения: возникновение объемных и структурных изменений в условиях местного газопламенного нагрева, и плохая смачиваемость чугуна из-за присутствия в нем включений свободного графита. Первую проблему помогает решить пайка при температурах не выше 750°С. Для решения второй проблемы, инструкции по пайке чугуна содержат требования удаления свободного графита с паяемых поверхностей. Это можно делать несколькими способами: тщательной механической зачисткой, окислением графита в летучий оксид углерода обработкой соединяемого стыка борной кислотой или хлоратом калия, выжиганием углерода пламенем горелки с последующей очисткой проволочной щеткой. Существуют также высокоактивные флюсы для чугуна, которые хорошо удаляют графитовые включения. |