отчет по слесарной практике. 13. Пайка металла легким припоем
 Скачать 237.5 Kb. Скачать 237.5 Kb.
|

13. Пайка металла легким припоем.Пайка.Пайку очень широко применяют в разных отраслях промышленности. В машиностроении пайку применяют при изготовлении лопаток и дисков турбин, трубопроводов, радиаторов, ребер двигателей воздушного охлаждения, рам велосипедов, сосудов промышленного назначения, газовой аппаратуры и т. д. В электропромышленности и приборостроении пайка является в ряде случаев единственно возможным методом соединения деталей. Пайку применяют при изготовлении электро- и радиоаппаратуры, телевизоров, деталей электромашин, плавких предохранителей и т. д. Пайка-соединение деталей в твердом нагретом состоянии посредством расплавленного промежуточного присадочного материала, называемого припоем. К преимуществам пайки относят: незначительный нагрев соединяемых частей, что сохраняет структуру и механические свойства металла; чистота соединения, не требующая в большинстве случаев последующей обработки; сохранение размеров и форм детали; прочность соединения. Современные способы позволяют паять углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы. Качество, прочность и эксплуатационная надежность паяного соединения в первую очередь зависят от правильного выбора припоя. Не все металлы и сплавы могут исполнять роль припоев. Припои должны обладать следующими свойствами:
 иметь температуру плавления ниже температуры плавления спаиваемых материалов; в расплавленном состоянии (в присутствии защитной среды, флюса или в вакууме) хорошо смачивать паяемый материал и легко растекаться по его поверхности; обеспечивать достаточно высокие сцепляемость, прочность, пластичность и герметичность паяного соединения; иметь коэффициент термического расширения, близкий к коэффициенту паяемого материала. В результате длительного практического отбора и многочисленных научных исследований были подобраны группы припоев, обладающих оптимальным сочетанием свойств. Припои в зависимости от температуры плавления условно делят на две группы: легкоплавкие (мягкие), имеющие температуру плавления до 500°С, и тугоплавкие (твердые), имеющие температуру плавления выше 500°С (рис. 349). Легкоплавкие припои широко применяются в отраслях промышленности и в быту и представляют собой сплав олова со свинцом. Разные количественные соотношения олова и свинца определяют свойства припоев. Оловянно-свинцовые припои по сравнению с другими обладают рядом преимуществ: высокой смачивающей способностью, хорошим сопротивлением коррозии. При пайке этими припоями свойства соединяемых металлов не изменяются или почти не изменяются. Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов, серого чугуна, алюминия, керамики, стекла и др. Пайку легкоплавкими припоями применяют в тех случаях, когда нельзя нагревать металл до высокой температуры, а также при невысокой требовательности к прочности паяного соединения. Соединения, паянные легкоплавкими припоями, достаточно герметичны. Легкоплавкие припои выпускают в виде чушек, проволоки, литых прутков, зерен, лент фольги, трубок (заполняются канифолью) диаметром от 2 до 5 мм, а также в виде порошков и паст из порошка с флюсом. Легкоплавкие припои можно приготовить и непосредственно в цехе или мастерской. Для этого в металлических ковшах расплавляют олово и старый припой, затем добавляют небольшие кусочки свинца, хорошо размешивают. Для того чтобы припой не выгорал, поверхность посыпают толченым древесным углем. Для получения специальных свойств к оловянно-свинцовым припоям добавляют сурьму, висмут, кадмий, индий, ртуть и другие металлы. Оловянно-свинцовые припои изготовляют следующих марок: бессурьмянистые - ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М и ПОСК 50-18; малосурьмянистые - ПОССу 61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5 и ПОССу 18-0,5; сурьмянистые - ПОССу 95 - 5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25 - 2, ПОССу 18-2, ПОССу 15-2, ПОССу 10 - 2, ПОССу 8-3, ПОССу 5-1 и ПОССу 4-6. В обозначении марки буквы указывают: ПОС - припой оловянно-свинцовый, М - медь, К - калий; числа: первое - содержание олова, % , последующие - содержание меди и калия, % (остальное - до 100% - свинец). При слесарных работах чаще применяют припой ПОС 40.
 Рисунок 13.1 - Классификация припоев по температуре плавления.
Пайка мягкими припоями.Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качестве флюса употребляют хлористый цинк или техническую соляную кислоту, при бескислотной пайке - флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии. Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва. Подготовка изделий к пайке. Прочное паяное соединение может быть получено только в том случае, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые сильно мешают растеканию припоя и его проникновению в шов. Поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают. Механическую очистку поверхности изделий от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью. Химическое обезжиривание в щелочных ваннах является наиболее простым и эффективным способом; заключается оно в обработке изделий в тонко размолотой венской извести, разведенной водой до кашицеобразного состояния, которую кистью наносят на изделие, тщательно протирают и смывают водой. Обезжиривание в органических растворителях применяют для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый, этиловый спирт и др. Химическое травление применяют в тех случаях, когда имеющиеся на поверхности изделия пленки окислов и других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения припоя с паяемым металлом. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот. Очистка с помощью ультразвука резко сокращает процесс очистки деталей от жировых загрязнений. Этот способ применяют в случаях, когда другие способы не обеспечивают нужную чистоту поверхности. В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др. Подготовка паяльника заключается прежде всего в заправке его под углом 30 - 40° и очищении от следов окалины. Затем обушок паяльника нагревают, следя, чтобы его рабочая часть находилась в не коптящей зоне пламени и нагрев осуществлялся до определенных температур: до 250 - 300°С при пайке мелких деталей и до температуры 340 - 400°С при пайке крупных. Следят, чтобы паяльник не перегрелся. Перегрев паяльника выше 500°С повышает окалино-образование и затрудняет лужение наконечника. Если паяльник недостаточно нагрет, то припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Такая пайка очень непрочна. Признаком перегрева является появление зеленоватого пламени и быстрое сгорание канифоли с выделением дыма вместо ее плавления. О нормальном нагреве паяльника судят по легкому покраснению обушка. При перегреве паяльник снимают с огня, дают ему немного остыть, зажимают в тисках и опиливают плоским напильником рабочий конец дочиста с обеих сторон и снимают с ребер заусенцы (рис. 359, а). Во время длительной пайки периодически очищают рабочую часть паяльника от окалины стальной щеткой и напильником. Нагретый паяльник (рис. 359, б) быстро снимают с огня, очищают от окалины погруженным в хлористый цинк (рис. 359, в), затем набирают с прутка 1-2 капли припоя (рис. 359, г) и двигают паяльником по куску нашатыря (рис. 359, л), пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места пайки (рис. 359, е).
Паяльник накладывают на место спая (рис. 359, ж), немного придерживая его на одном месте для прогрева детали, затем медленно и равномерно перемещают по месту спая. При этом расплавленный припой стекает с паяльника и заполняет зазоры шва (0,05-0,15 мм).
 Рисунок 13.3 - Приемы пайки: а - стыкового шва, б - нахпесточного шва, в - тонкой пластины с толстой нахлесточным швом, г - трубы, д - толстых проводов. 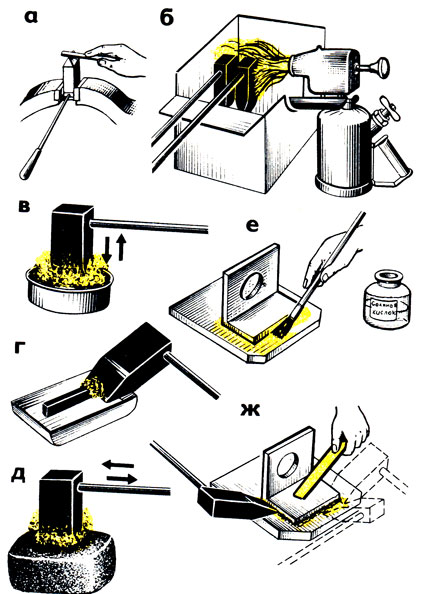 Рисунок 13.2 - Техника паяния мягкими припоями: а - заправка паяльника, б - нагрев обушка, в - очистка от окалины хлористым цинком, г - захват припоя, д - обпуживание на кусковом нашатыре, е - протравливание места паяния, ж - нанесение припоя. |