Дипломная работа ремонт коленчатого вала. дипломная коленчатый вал. То комплекс операций или операция по поддержанию работоспособности или исправности автомобиля при использовании по назначению, при стоянке, хранении или транспортировании
 Скачать 204.54 Kb. Скачать 204.54 Kb.
|

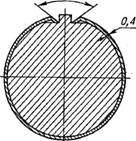
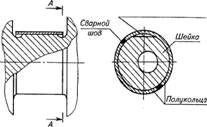
 По данным табл.1.2 у образцов гладких валов, изготовленных из высокопрочного чугуна, предел усталостной прочности на 18% меньше, чем у образцов, изготовленных из стали 45; у коленчатых валов, изготовленных из тех же металлов, эта разница равна всего 4%. Объясняется это тем, что усталостные трещины вызывающие разрушения чугунных коленчатых валов, возникают в местах концентрации напряжений на галтелях, а высокопрочный чугун сохраняет присущую всем чугунам малую чувствительность к концентрации напряжений. Износостойкость. Высокую износостойкость высокопрочного чугуна с перлитной основой, не уступающую закаленной стали 45, большинство исследователей объясняют наличием на его поверхности вскрытых графитовых включений, которые служат смазкой, а освободившиеся полости являются накопителями дополнительной смазки, необходимой при пуске и остановке двигателя. При сравнении стальных и чугунных коленчатых валов в опубликованных работах указывается, что при твердости стальных шеек HRC 56 их износостойкость равна износостойкости шеек чугунного коленчатого вала, при твердости шеек менее HRC 56 – меньше и при твердости более HRC 56 – больше износостойкости шеек чугунного коленчатого вала. Технические условия на ремонт. У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама. Шатунные шейки должны иметь диаметр – 75,76-0,013 мм. Коренные – 86,61-0,013 мм. Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм. Чистота поверхности шеек должна соответствовать 5 квалитету Ra 0,2-0,4 Длина передней коренной шейки должна быть в пределах 30,45-30,90 мм. Длина шатунной шейки 52,0-52,2 мм. Радиусы галтелей шатунных шеек должны быть в пределах 1,2-2,0 мм, коренных 1,2-2,5 мм. При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать: а) для средней коренной шейки – 0,02 мм. б) для шейки под распределительную шестерню – 0,03 мм. в) для шейки под ступицу шкива вентилятора – 0,04 мм. г) для шейки под задний сальник – 0,04 мм. д) фланца по торцу – 0,04 мм. Не параллельность осей шатунных и коренных шеек – не более 0,012 мм на длине каждой шейки. 9 ВЫБОР РАЦИОНАЛЬНОГО СПОСОБА ВОССТАНОВЛЕНИЯ ДЕТАЛИ Исходя из дефектов детали, и рекомендуемых способов их восстановления, а также дополнительных технических условий, представленных на рабочем чертеже. Предлагаю выбрать следующую последовательность операций направленных на восстановление детали: Износ коренных шеек (шлифовать, наплавить, шлифовать) Износ шатунных шеек (шлифовать, наплавить, шлифовать) Износ посадочного места под шестерню (точить, наплавить, шлифовать) Для восстановления всех дефектов необходимы такие операции, как наплавка в СО2, расточка, шлифовка. Основной дефект коленчатых валов — износ коренных и шатунных шеек. Износ шеек устраняют шлифованием их под ремонтный размер. Для шлифования валов служат станки ЗА423 или ЗВ423. Шейки вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16...60 мкм, твердостью СМ2, CI, С2, СТ1 и СТ2. При восстановлении коленчатых валов перешлифовкой под ремонтный размер шеек практически невозможно обеспечить их 100%-й ресурс, и он уменьшается тем больше, чем больше номер ремонтного размера. Это объясняется тем, что твердость закаленных ТВЧ шеек уменьшается от поверхности по сечению вала и при шлифовании удаляется наиболее твердый слой. Некоторые ремонтные предприятия для обеспечения высокой износостойкости и ресурса валов после перешлифовки шеек выполняют их закалку ТВЧ, лазерное упрочнение и др. Коренные и шатунные шейки, вышедшие за ремонтные размеры, восстанавливают наращиванием различными методами: наплавкой (под флюсом, плазменной, в среде защитных газов, широкослойной и др.); гальваническими покрытиями (железнением, хромированием); металлизацией; напеканием порошков; электроконтактной приваркой ленты; приваркой или приклеиванием полуколец; пластинированием и др. Более 85 % объема восстановления шеек коленчатых валов выполняют наплавочными способами и прежде всего наплавляют под слоем флюса. При этом можно выделить следующие основные варианты технологических процессов: наплавка без термической обработки; наплавка с последующей термической обработкой; термическая обработка, наплавка, термическая обработка; наплавка, упрочнение. Наиболее распространенной считают наплавку пружинной проволокой второго класса под слоем легированного флюса, представляющего собой смесь, состоящую из плавленного флюса АН-348А (93,2 %), феррохрома (2,2 %), графита (2,3 %) и жидкого стекла (2,5 %). Этот метод резко снижает усталостную прочность наплавленных коленчатых валов из-за наличия огромного количества трещин. Разработана наиболее прогрессивная технология наплавки изношенных коленчатых валов. Она предусматривает наплавку шеек валов проволокой Нп-30ХГСА под флюсом АН-348А с последующей механической обработкой и полным повторным циклом термической обработки (нормализация и закалка ТВЧ). Эта технология требует специального термического оборудования и целесообразна при большой производственной программе восстановления. Для восстановления шеек валов используют электроконтактную припайку стальной ленты из стали 50ХФА, дуговую металлизацию порошковой проволокой ПП-ОМ-2. Коленчатые валы некоторых двигателей (типа ЗМЗ и др.) изготавливают из высокопрочного магниевого чугуна ВЧ50 и ВЧ45. Их износостойкость и усталостная прочность примерно одинаковы с соответствующими показателями валов, выполненных из стали 45, но себестоимость получения заготовок отливкой в 2,0...2,5 раза ниже получения поковок. В то же время чугун относится к трудно-свариваемым материалам. Поэтому рассмотренные выше способы наплавки не дают хороших результатов при восстановлении чугунных валов. Для восстановления чугунных коленчатых валов применяют следующие способы дуговой наплавки: по стальной оболочке; двухслойную наплавку; наплавку с последующей нормализацией; наплавку проволокой Нп-15 СТЮЦА под слоем флюса АН-348А; широкослойную наплавку малоуглеродистой проволокой марки 08А с добавлением в зону горения дуги ферромагнитной шихты и др. При восстановлении валов дуговой наплавкой усталостная прочность валов достигает 80 % новых, но процесс сложен и трудоемок. При двухслойной наплавке оболочкой служит первый наплавленный слой, который получают с помощью малоуглеродистой порошковой проволоки под слоем флюса АН-348А. Второй слой наплавляют как бы по стальной поверхности обычными методами. Однако усталостная прочность таких валов составляет всего около 70 % новых. Наплавку с последующей нормализацией применяют для восстановления чугунных коленчатых валов двигателя ЗМЗ-53, которые разрушаются из-за усталости после наплавки по шатунным шейкам. При нормализации твердость наплавленных шатунных шеек уменьшается до HRC 25...30, снижаются внутренние напряжения, и в итоге усталостная прочность повышается до 85 % уровня новых валов. Некоторое снижение износостойкости шатунных шеек компенсируется ее запасом по сравнению с коренными шейками. К перспективным и эффективным способам восстановления стальных и чугунных коленчатых валов относится плазменная наплавка. Рекомендуют комбинированный способ наплавки, предусматривающий одновременную подачу проволоки и порошка. При восстановлении коленчатых валов, изготовленных из стали 45 (СМД-14, А-41 и др.), шейки наплавляют композицией проволока Св-08МХ или Св-08Г2С (85 %) + порошок ПГ-СР4 (15 %), а галтели - той же композицией, но в соотношении 75 и 25 %. Валы из стали 50Г (ЯМЗ-238НБ и др.) наплавляют проволокой Св-15ГСТЮЦА (75...80 %) и порошком ПГ-СР4 или ПГ-СРЗ (20...25%). При восстановлении чугунных валов применяют проволоку Св-15ГСТЮЦА (70%) и порошок ПР-Н70Х17 СЧР4 (30 %). Для восстановления чугунных коленчатых валов разработано и внедрено два способа: постановка полуколец и пластинирование. Предел выносливости методом постановкой полуколец коленчатого вала такой же, как и нового (рисунок 3). Метод восстановления шеек валов пластинированием заключается в установке с последующим механическим креплением на шейках валов стальной холоднокатаной термообработанной полированной ленты, изготовленной из пружинистой стали типа 65Г (рисунок 4).
Рисунок 3. Схема восстановления шеек коленчатого вала пластинированием
При использовании данного метода можно существенно упростить технологический процесс и оснастку для восстановления валов, полностью исключить сварочно-термическое воздействие на вал, отказаться от шлифования и полирования восстановленных валов, в 4...5 раз сократить расход металла и в 3 раза повысить производительность процесса по сравнению с наплавкой. Метод успешно апробирован при восстановлении чугунных валов двигателей ЗМЗ-53 и ЗМЗ-24 Для наплавки применяют вибродуговую наплавку на базе станка 1К62 с наплавочной головкой ОКС - 65 69. * Для токарной операции применяем станок 1К62 * Для шлифовки применяют шлифовальную головку на базе станка 2И135. 10 КОЛЕНЧАТЫЙ ВАЛ 10. 1 Устройство коленчатого вала Коленчатый вал (коленвал) двигателя – это одна из важных деталей КШМ, расположенная в цилиндровом блоке. Вал преобразует поступательные движения поршней во вращательный момент, который через трансмиссию передается на колеса автомобиля. 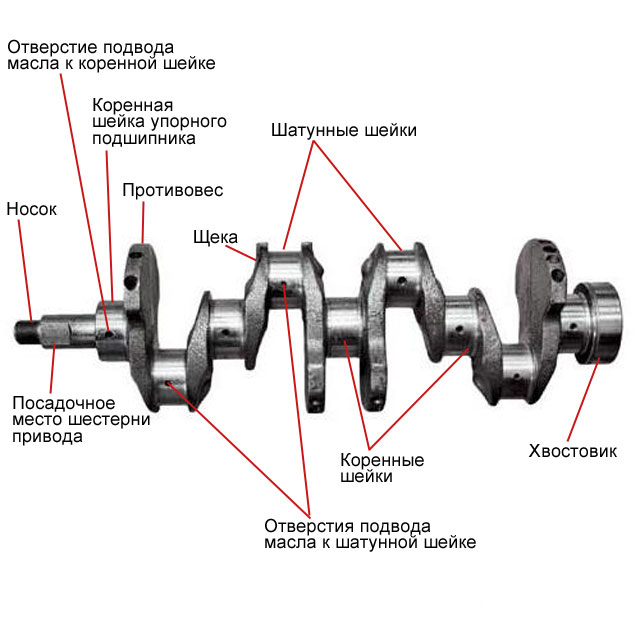 Рисунок 5. Коленчатый вал Сложная конструкция коленвала представлена в виде расположенных по одной оси колен – шатунных шеек, соединенных специальными щеками. При этом количество колен зависит от числа, формы и месторасположения цилиндров, а также тактности двигателя автомобиля. С помощью шатунов шейки соединяются с поршнями, совершающими поступательно-возвратные движения. В зависимости от расположения коренных шеек коленвал может быть: полноопорным – когда коренные шейки расположены по две стороны от шатунной шейки; неполноопорным – когда коренные шейки расположены только по одну из сторон от шатунной шейки. В большинстве современных автомобильных двигателей применяются полноопорные коленвалы. Итак, основными элементами коленвала являются: Коренная шейка – основная часть вала, которая размещается на коренных вкладышах (подшипниках), находящихся в картере. Шатунная шейка – деталь, соединяющая коленвал с шатунами. При этом смазка шатунных механизмов осуществляется благодаря наличию специальных масляных каналов. Шатунные шейки в отличие от коренных шеек всегда смещены в стороны. Щеки – детали, соединяющие два типа шеек – коренные и шатунные. Противовесы – детали, которые предназначены для уравновешивания веса поршней и шатунов. Фронтальная (передняя) часть или носок – часть механизма, оснащенная колесом с зубцами (шкивом) и шестерней, в некоторых случаях гасителем крутильных колебаний, который осуществляет контроль над мощностью привода ГРМ (газораспределительного механизма), а также других механизмов устройства. Тыльная (задняя) часть или хвостовик – часть механизма, соединенная с маховиком при помощи маслоотражающего гребня и маслосгонной резьбы, осуществляет отбор мощности вала. Фронтальная и тыльная сторона коленчатого вала уплотняется защитными сальниками, которые препятствуют протеканию масла там, где выступающие части маховика выходят за пределы блока цилиндров. Вращательные движения всего механизма коленвала обеспечивают подшипники скольжения – тонкие стальные вкладыши, с защитным слоем антифрикционного вещества. Для предотвращения осевого смещения вала, применяется упорный подшипник, установленный на коренной шейке (крайней или средней). Коленвал двигателя изготавливается из износостойкой стали (легированной или углеродистой) или модифицированного чугуна, методом штамповки или литья. 10.2 Принцип действия коленчатого вала Несмотря на сложность самого устройства, принцип работы коленвала достаточно прост. В камерах сгорания происходит процесс сжигания поступившего туда топлива и выделения газов. Расширяясь, газы воздействуют на поршни, совершающие поступательные движения. Поршни передают механическую энергию шатунам, соединенным с ними втулкой или поршневым пальцем. Шатун в свою очередь соединен с шейкой коленвала подшипником, вследствие чего каждое поступательное поршневое движение преобразуется во вращательное движение вала. После того как происходит разворот на 180˚, шатунная шейка движется уже в обратном направлении, обеспечивая возвратное движение поршня. Затем циклы повторяются. Процесс смазки коленчатого вала Смазка коленвала обеспечивается за счет шатунных и коренных шеек. Важно помнить, что смазка коленчатого вала всегда происходит под давлением. Каждая коренная шейка обеспечена индивидуальным подводом масла от общей смазочной системы. Поступившее масло попадает на шатунные шейки по специальным каналам, расположенным в коренных шейках. 10.3 Процесс обслуживания Как и любая деталь, коленчатый вал нуждается в специальном уходе. Для осмотра и ремонта, необходимо его снять. Обычно это требуется во время капитального ремонта, к примеру, после гидроудара, во время которого, коленвал может повести. Чтобы снять коленвал, необходимо демонтировать двигатель и его элементы. Перевернув ДВС, отмечают расположение крышек коренных подшипников, затем их снимают, приподнимают коленвал и отсоединяют заднее уплотнительное кольцо. После этого снимают вкладыши с блоков цилиндров и крышек. Таким образом, мы имеем отсоединенный коленчатый вал. Для его проверки необходимо промыть бензином и просушить деталь. Производится осмотр на предмет трещин, сколов, вмятин. Если таковые обнаружены — деталь подлежит замене. Открутив пробки, можно прочистить все масляные каналы. Шатунные шлейки шлифуются и полируются, снова прочищаются каналы для масла. Вкладыши подшипников, подшипник носовой части, маховик, сальник и резиновые уплотнители при обнаружении дефектов также необходимо заменить. После этого производится сборка двигателя в порядке, обратном разбору, предварительно смазав все детали. Также необходимо убедиться в плавности скольжения и вращения детали. Интересное о коленвалах Часто считают, что маркировка на детали может рассказать о характеристиках. Однако это лишь заблуждение. Маркировка упрощает подбор детали, так как является каталожным номером, при этом ничего не говорит о свойствах самого изделия. Для спортивных автомобилей коленчатые валы производятся с немного вытянутыми шейками вместо круглых. За их счет увеличиваются общие характеристики транспортного средства, так как поршень движется немного быстрее в конечной точке сжатия. Коленвал является главным передаточным звеном, обеспечивает работу полуосей, трансмиссии, кардана, генератора и других систем. Он способен выдерживать огромные нагрузки и высокие температуры, производится из высокопрочных сплавов. От качества этой детали зависит срок службы двигателя. Не стоит забывать, что любая неисправность, посторонний шум следует немедленно устранять. Заниматься диагностикой и ремонтом не следует, если вы не имеете нужных навыков. Чтобы не столкнуться с более серьезной поломкой после самостоятельного вмешательства в работу автомобиля, необходимо обратиться в автосервис, где опытные мастера быстро смогут установить и устранить проблему. 11 ПЛАН УЧАСТКА ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ 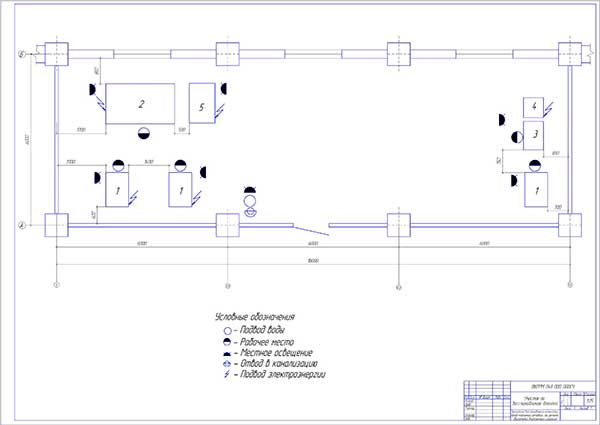 12 СИСТЕМА ТЕХНОЛОГИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА МАШИН Элементы системы ТО-ремонта. . Обкатка. . Периодичность технического обслуживания. . Диагностирование. . Ремонт. . Хранение. . Транспортирование. Основные определения. . Система ТО - ремонта машин позволяет продлить срок работы машины увеличить наработку на 30% и сократить ремонт на 20%. ТО - это комплекс работы по поддержанию работ способности машин, при их эксплантации, хранение, транспортировке. Ремонт - это комплекс операции по восстановлению исправности или работоспособности. Капитальный ремонт - это вид ремонта предназначен для восстановления исправности полного или близкого к полному, ресурсу машины менее 80% от новой машины. Текущий ремонт - это вид ремонта, который заменяется ремонт отдельных узлов. Хранение - это комплекс мероприятий обеспечивает, зашиты от коррозии, старения и разукомплектования. Транспортировка - время перемещения машин без назначения. Обкатка машин представляет собой определенные правила. Срок службы - это календарные продолжительность эксплантации от её начала ( или после ремонта) до наступления придельного состояния. Предельное состояние - это состояние объекта, при котором применение го по назначению не принимало или не целеобразно. Ремонта пригодность - это приспособленности объекта и предупреждение, и обнаружение причин возникновения отказа и восстановлению работоспособности через ТО - ремонта. Таблица 3. Технические обслуживания
Трактор |