Точечная контактная сварка
 Скачать 2.13 Mb. Скачать 2.13 Mb.
|

|
Департамент внутренней и кадровой политики по Белгородской области Областное государственное автономное профессиональное образовательное учреждение «Белгородский политехнический колледж» ПРОЕКТ Тема: Точечная контактная сварка Специальность: Мехатроника и мобильная робототехника Группа: 45 Студент: Буряченко Семён Владимирович Руководитель: Васильева Оксана Николаевна Оглавление 1. Цели и задачи проекта……………………………………………………………………..3 2. Выбор и основание темы проекта…………………………………………………...4 3.Иследование и анализ……………………………………………………………………….5 4. Этапы выполнения проекта………………………………………………………………9 5. Экономический расчет…………………………………………………………………….13 6. Итоги проектной работы………………………………………………………………….14 Список литературы………………………………………………………………………………15 Цели и задачи проекта ЦЕЛЬ: Изучить, что такое контактная сварка и принцип ее работы, провести экспериментальное исследование для самодельной контактной сварки. ЗАДАЧА: 1. Разработать и изготовить самодельную точечную сварку. 2. Доказать актуальность; 3. Пробудить интерес по данному вопросу образовательных учреждениях; Выбор и основание темы проекта Не один раз сталкивался с необходимостью соединить две или несколько металлических деталей малого размера. В таких деталях очень сложно применить винтовое соединение или соединить их заклепками. Для таких целей удобно применять точечную сварку. Также точечная сварка применяется для соединения Li-Ion и NiCd аккумуляторов в батареи для ноутбуков, шуруповертов и других мобильных устройств. Решил собрать самостоятельно. Увиденные мною статьи и ролики в Интернете решили проблему силового элемента. Актуальность моей проектной работы заключается в том, что точечная контактная сварка ускоряет нашу работу в сборке различных макетов.  Рисунок 1. Силовой трансформатор. Исследование и анализ История развития сварки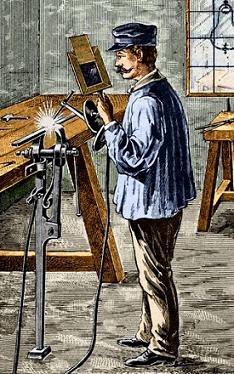 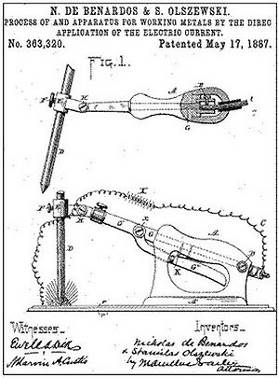 История развития сварки насчитывает тысячелетия, еще в древние времена человечество использовало этот процесс для изготовления оружия, украшений и предметов быта. Технологии литья в то время еще не были разработаны и для обработки материалов применялись процессы кузнечной сварки. При этом куски прогревались до необходимой температуры и сковывались в более крупные. География таких находок довольно велика, сталкиваясь со стихией металла, человечество непременно пыталось подчинить ее себе, так появлялись замечательные образцы украшения и оружия. Бронзовые сосуды, найденные на территориях Римской Империи, изготовлены с использованием литейной сварки, а золотую коробочку, стенки которой соединены способом холодной сварки, до сих пор хранят в Дублинском музее. С началом новой эры железного века мастера улучшают качество и способы обработки металлов и сплавов, получают кричное железо. При этом куски руды (вместе с оксидами, углем и др. соединениями железа) нагревались, образовывая крицы – комки частиц железа, шлаков и использованного угля. Далее крицы многократно нагревались и проковывались. Процесс сварки/ковки делал металл плотнее и чище, связывая частицы железа и выдавливая ненужные части угля и шлака. Мастера для изготовления больших изделий использовали несколько кусков, сваривая их внахлест. Клинки ковали из нескольких полос железа и стали с разным содержанием углерода, это давало оружию необходимые качества режущей кромки и прочности по все длине изделия. Древнерусские кузнецы соединяли бронзу и сталь, изготавливая топоры и другие вещи домашнего обихода. Дальнейший ход применению электросварки дал Бенардос Николай Николаевич, как считается в 1881г. продемонстрировав на Парижской международной электротехнической выставке свой «Электрогефест» и открыв миру возможности дуговой сварки. Точечная сварка Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка. Краткая технология точечной сварки Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра. Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется. Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей. Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая контактная сварка. Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки. Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка как черных, так и цветных металлов, причем даже в различном сочетании. Достоинства и недостатки точечной сварки Как и все на свете, точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов. Техника безопасности Для того, чтобы работа на машинах точечной сварки не только повышала производительность труда и улучшала качества изделий, но и была еще максимально безопасным видом деятельности, требуется выполнять существующие правила по технике безопасности. Основные правилаПеред началом работы необходимо постоянно проверять механизмы сжатия, чтобы не допустить не контролированного срабатывания, и как следствия зажатия рук в механизмах машины. Замену электродов и их зачистку, смазку деталей необходимо производить только после отключения питания техники. Правила «электрической» безопасностиСварочный контур контактной машины находится под действием напряжения электрического тока, поэтому невыполнение правил может привести к травме от удара электрическим током. Чтобы этого не произошло, требуется: проверять заземление витка трансформатора и станины; следить за чистотой обмотки трансформаторов; не пытаться самостоятельно ремонтировать электрические устройства машины, нужно вызвать электрика и доверить эту работу ему; не открывать створки машины и не переключать ее мощность в рабочем режиме; следить за изоляцией электрической системы и переключателей; во время работы нужно обязательно стоять на изолирующем резиновом коврике или на деревянном поддоне. При работе на контактной машине стоит учитывать также возможность получения ожогов от сварочных искр и выполнять основные правила техники безопасности для обычных сварочных работ. Также не стоит забывать о защите рук и частей тела от порезов об острые края незачищенных деталей. Этапы выполнения проекта Работа с литературой. Работа с интернет ресурсами. Практическая работа. Конструирование и сборка электрической схемы устройства, запускающего сварочного аппарата. План работы по проекту Составить техническую задачу по теме проекта. Найти и изучить литературу, связанную с данной темой. Составить отчёт по проекту и защитить его. Техническая задача по созданию проекта 1. Составление и расчет необходимой схемы (рис. 2). 2. Выбор деталей. 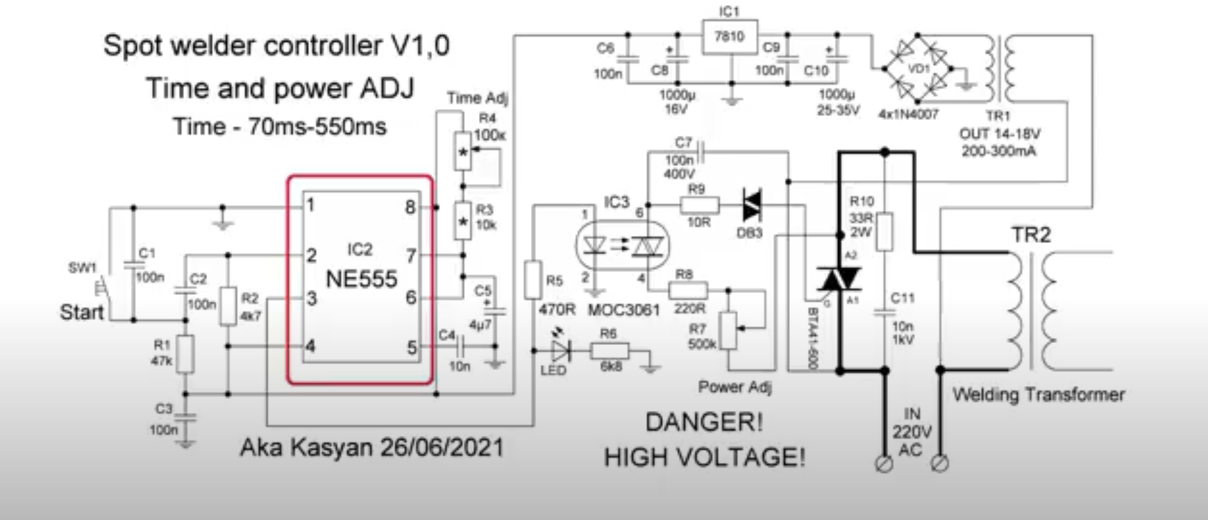 Рисунок 2. Электрическая схема Материалы и оборудование Электроды. В качестве электродов используются стержни (прутки) из меди (рис.3). Чем толще будет электрод, тем лучше, желательно, чтобы диаметр электрода не был меньше диаметра провода.  Рисунок 3. Электрод для точечной сварки Электроды необходимо периодически подтачивать, т.к. они теряют форму. Со временем они стачиваются полностью и требуют замены. Для начала вынем трансформатор (рис. 4). 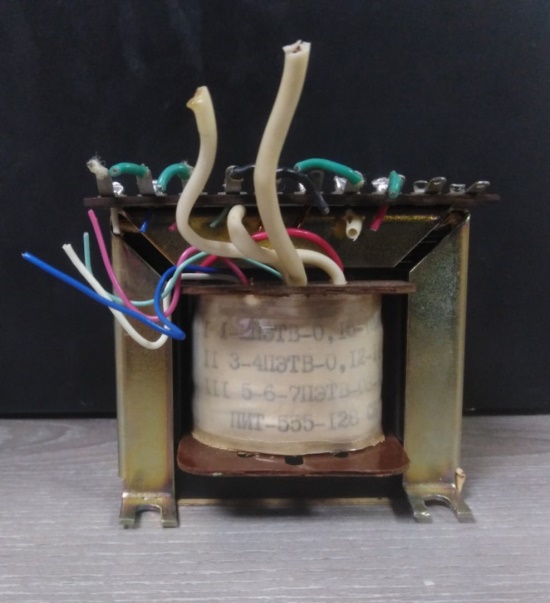 Рисунок 4. Трансформатор Идеи и варианты   Технология изготовления Перед вами рабочий трансформатор (рис. 4). Первое, что мы должны сделать – удалить вторичную обмотку Перемотка трансформатора с нашим толстым проводом – дело несложное. Итак, мы намотали провод 3 витка – это достаточно. Технология получившейся сварки – высокий ток, небольшое напряжение и минимальное сопротивление. Напряжение на вторичной обмотке получилось 3,8 вольта. Теперь закрепляем трансфарматор на подходящей подставке – нетолстой деревяшке. И из пластинок делаем стойки для оси подвижного электрода. Ось должна быть изолирована, от подставки к подставке крепим ножки от медицинских флаконов. Теперь делаем из прутка электроды. А из подходящей круглого вала с отверстием делаем держатель неподвижного электрода. Закрепляем его на подставку и крепим неподвижный электрод. И ставится на корпус. Собираем корпус с помощью саморезов. Пробуем сварить две пластинки оцинковки толщиной 1мм. Качество сварки отличное - точка сварки рвется с мясом по металлу. Выдержка времени была 3 секунды 5.Экономический расчет Расчет себестоимости изделия
Таким образом материальные затраты составили 1008 рублей. . Итоги проектной работы Выполнение этого проекта способствует развитию и совершенствованию своих возможностей в области изготовления различных устройств и проектной деятельности, овладению технологического мастерства, развитию творческого отношения к выполняемой работе. Электроды и провод вторички заметно греются после 10ки точек, если сваривать непрерывно. Но это для моих применений более чем достаточно. Первичка и магнитопровод трансформатора не греется вообще. Конечно, агрегат не для работы на потоке, но мне он уже хорошо помог сварил им очень много деталей. 3 секунды- это максимальное время, оно делается меньше, но иногда надо и столько. Можно также паять мелкие напайки на резцы. Я считаю, что данное устройство очень полезно в работе и дома. Список литературы 1. Бастанов В.Г. 300 практических советов/ В.Г. Бастов. - М.: Московский рабочий, 1986. – 352 с. 2. Гилева Е. А. Требования к учебному проекту по предмету/ Гилева Е. А., Егоров Ю. С. –С.: СГТИ, 2003. 3. Интернет ресурсы. 4. Капустин В. С. – Выполнение проектов в школьном курсе/ В.С. Капустин. – Вентана-Граф: Издательский Центр, 2008. – 144 с. 5. «Технология», /Школа и производство/ № 4-2001. 6. Королев В. А. 713 секретов производственных технологий/ В.А.Королев.-М: Товарищество «Руссия» ,СКИТ-ЦЕНТР,1999.-339с. | ||||||||||||||||||||||||||||||||||||||||||||||||