КП -Программирование. чпУ. Токарная часть Технологический процесс детали Втулка
 Скачать 95.5 Kb. Скачать 95.5 Kb.
|

|
Токарная часть Технологический процесс детали «Втулка» В качестве заготовки принят стальной горячекатаный пруток диаметром 62 мм по ГОСТ 2590-2006. 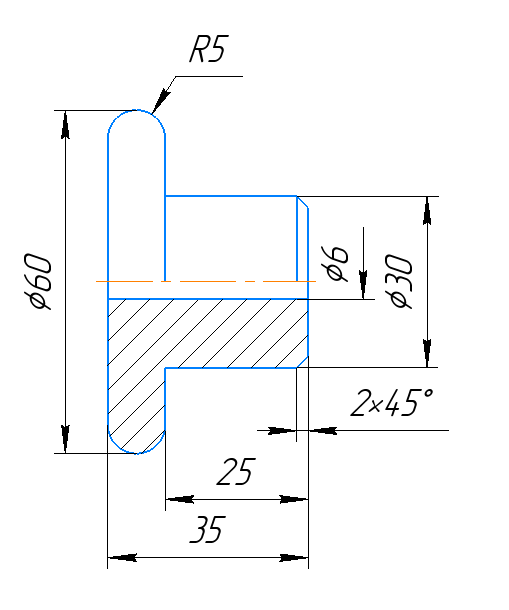 Рисунок 1 – Эскиз детали Технологические переходы обработки и назначенные режимы резания, с учетом возможности инструмента, представлены в таблице 1. Таблица 1 – Технологические переходы и режимы резания для точения
Режущий инструмент, используемый для обработки на токарном станке с ЧПУ представлены в таблице 2. Таблица 2 – Токарный режущий инструмент
Код программы % (O0001) (TOREC) N005 G54; N010 T0101; N115 M03 S1500; N020 G00 X65. Z1.; N025 M08; N030 G01 Z0. F0.1; N035 X-1.6; N040 G00 X65. Z1.; (CHERN KONT) N045 G71 P50 Q85 D1.5 W0.2 U0.2 F0.15; N050 G01 X26. Z0.; N055 X30. Z-2.; N060 Z-25.; N070 X50.; N075 G02 X60. Z-30. R5; N080 Z-40.; N085 X65.; N090 G00 X300. Z300. M09; (CHIST) N095 T0202; N100 S2000 ; N105 G00 M08 X65. Z1.; N110 G70 P50 Q80 F0.08; N115 M09; N120 G00 X300. Z300.; (SVERLENIE) N125 T0303; N130 S800; N135 G00 X0. Z2. M08; N140 G83 Z-36. Q3.5 F0.08; N145 G00 X300. Z300. M09; (OTREZKA+SKRUGLENIE) N150 T0404; N155 M03 S1200; N165 G00 X61. Z-38.; N190 G01 X45. F0.1 M08; N195 X61.; N200 X60. Z-33.; N205 G02 X50. Z-38. R5; N210 G01 X6.1; N215 G00 X300. M09; N216 Z300.; N217 M05; N220 M30; % Фрезерная часть Технологический процесс детали «Планка» Эскиз детали представлен на рисунке 2. 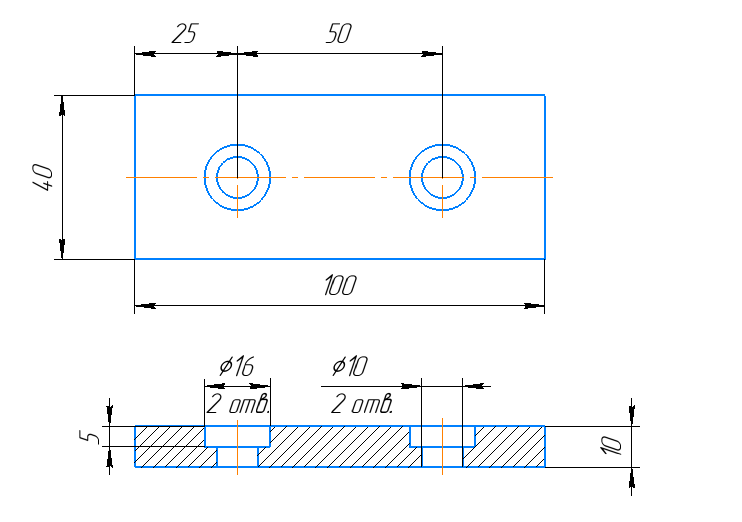 Рисунок 1 – Эскиз детали для фрезерной операции Технологические переходы обработки и назначенные режимы резания, с учетом возможности инструмента, представлены в таблице 3. Таблица 3 – Технологические переходы и режимы резания для фрезерования
Таблица 4 – Фрезерный режущий инструмент
Код программы: (O0002) (FREZ CERN) N001 M06 T11; N002 M03 S1000; N005 G00 X10. Y-30. Z0.2; N010 G01 Y130. F80 M08; N015 G00 X30.; N020 G01 Y-30. F80; N025 G00 X10. Z0.; N030 S1500; N035 G01 Y130. F25; N040 G00 X30.; N045 G01 Y-30.; N050 G00 Z200.; (CENTROVKA) N055 M06 T22; N060 M03 S600; N065 G00 X20. Y25. Z2.; N070 G01 Z-5. F25 M08; N075 G00 Z2.; N080 Y75.; N085 G01 Z-5. F25; N090 G00 Z200. M09; (SVERLENIE) N095 M06 T33; N100 M03 S800; N105 G00 X20. Y25. Z2. M08; N110 G83 Z-12.5 Q1.5 F60; N115 G00 Y75.; N120 G83 Z-12.5 Q1.5 F60; N125 G00 Z200. M09; (FREZ OTV) N130 M06 T44; N135 M03 S1200; N140 G00 X20. Y25. Z2.; N145 G01 Z-5. F40 M08; N150 Y28.; N155 G02 X23. Y25. R3 F40; N160 G02 X20. Y22. R3 F40; N165 G02 X17. Y25. R3 F40; N170 G02 X20. Y28. R3 F40; N180 G00 Z2.; N200 X20. Y75.; N201 G01 Z-5. F40; N202 Y78.; N205 G02 X23. Y75. R3 F40; N210 G02 X20. Y72. R3 F40; N215 G02 X17. Y75. R3 F40; N220 G02 X20. Y78. R3 F40; N225 G00 Z200. M09; N230 M05; N240 M30; % |