Токоприемник тл-13у. 002 - Практическая работа - 2 - КП. "Токоприемник. Проверка состояния подвижных рам, шарниров, медных шунтов, контактных накладок, пневматического привода пантографа. Проверка положения полоза, снятие статических характеристик при подъеме и при опускании токоприемника"
 Скачать 194.5 Kb. Скачать 194.5 Kb.
|

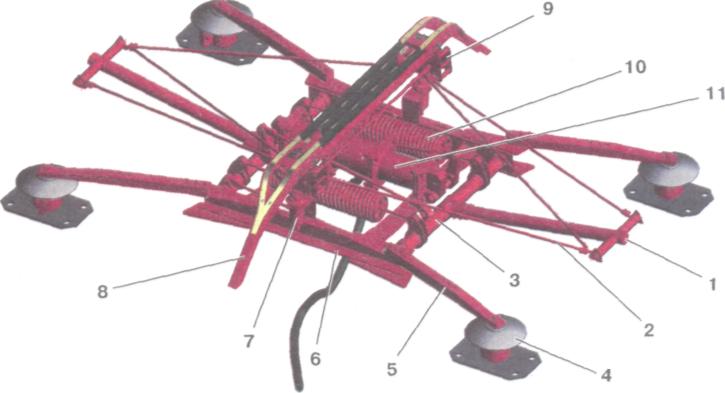
Токоприемник ТЛ-13УТокоприёмником называется высоковольтный электрический аппарат, с помощью которого осуществляется токосъем с контактного провода и передача электрической энергии к электрооборудованию электропоезда.
Для смягчения ударов полоза [8] (см. рис. 1) о контактный провод при подъеме токоприемника полоз крепят к верхним рамам [2] с помощью кареток [9]. Каретка представляет собой систему шарнирно связанных рычагов, обеспечивающих вертикальное перемещение полоза относительно рамы токоприемника в пределах 50мм. Работа токоприемникаПодъем осуществляется с помощью подъемных пружин при введении в цилиндр привода сжатого воздуха. Подъемные пружины максимально растянутые получают возможность сокращаться и тем самым осуществлять поворот главных валов, соединенных между собой тягами. В результате чего происходит подъем верхней и нижней рам и полоз токоприемника прижимается к контактному проводу. Опускание – выпускаем воздух из цилиндра токоприемника, опускающие пружины разжимаются, преодолевая усилия подъемных пружин, и, поворачивает главные валы, возвращая подвижную систему в положение "токоприемник опущен". Статическое нажатие токоприемника
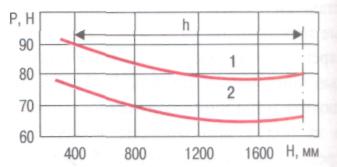
В цилиндр подают воздух. При этом токоприемник поднимается. Закрепив динамометр, уравновешивают полоз токоприемника поочередно на высоте 400, 1000, 1500, 1900 мм. Постепенно ослабляя натяжение динамометра в каждой точке, измеряют усилие нажатия в начале движения полоза вверх, а затем, увеличивая натяжение динамометра, усилие нажатия в начале движения полоза вниз. Регулируют усилие нажатия поднимающими пружинами, вращая их на штырях, укрепленных на главных валах токоприемника. Сезонную регулировку характеристик токоприемника выполняют перед зимним и летним периодом эксплуатации, что устанавливается нормативными документами МПС и дороги, где эксплуатируются электропоезда. Характеристики токоприемника ТЛ-13У
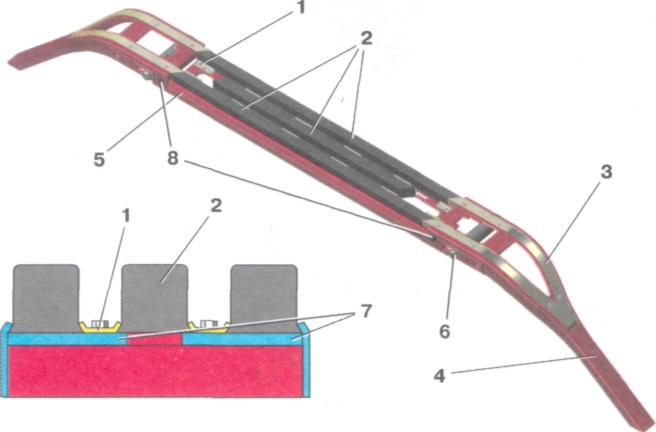
Надежность работы токоприемника обеспечивается прежде всего прочностью рам и полозов, состоянием контактных накладок на полозах, величиной трения в шарнирах подвижных рам, четкостью работы пневматического привода и пружин, состоянием электрической изоляции. Условия работы токоприемника возникновение поврежденийТокоприемники электропоездов работают в более трудных, чем другие аппараты, условиях, так как они дополнительно подвержены воздействиям со стороны контактной подвески и сил от сопротивления воздушной среды. В результате ненормального взаимодействия с деталями контактной сети в сочетании с другими факторами перекашиваются рамы токоприемников, возникают изгибы труб рам, ослабляется крепление нижней рамы, лопаются изоляторы, перекашиваются шарниры механизма подъема и опускания, слабнут и перетираются шунты, возникают трещины в коробе полоза и деталях кареток. В ходе эксплуатации изнашиваются валики в втулки шарнирных соединений, разрушаются и загрязняются подшипники, изнашиваются и теряют эластичность манжеты поршней пневматического привода, теряется упругость и ослабляется натяжение пружин, изнашиваются амортизаторы. Перечисленные дефекты в сочетании с нарушением регулировки токоприемника приводят к нарушению нажатия его полоза на контактный провод. В результате при повышенном нажатии происходит интенсивный износ накладок, а при пониженном — ухудшается качество электрического контакта, усиливается электроэрозия, вызывающая подгары и оплавления как накладок токоприемника, так и контактного провода. При неправильной регулировке клапана токоприемник последний будет подниматься со значительными ударами о контактный провод и опускаться с сильными ударами о раму основания, что может привести к перекосу рам, появлению отколов и трещин у изоляторов, изгибу труб, возникновению изломов и трещин в каретках, изгибу полоза и повреждению накладок. Ремонт токоприемникаПодготавливая токоприемник к техническому осмотру и ремонту его очищают от грязи и старой краски, устанавливают на специальные опорные тумбы, верхние поверхности которых должны располагаться в одной плоскости. Для предотвращения самопроизвольного подъема токоприемника его подвижную часть скрепляют с рамой специальной скобой. Для создания безопасных условий и облегчения разборки ослабляют натяжение подъемных и опускающих пружин. Снимают полоз, каретки, подъемные и опускающие пружины, пневматический привод, рычаги подъема и опускания, валы, верхнюю и нижнюю подвижные рамы. Шарнирное соединение верхних и нижних рам разбирают, используя специальный съемник. Для снятия нижней подвижной рамы выпрессовывают полуоси и вынимают подшипники. Осмотр и ремонт деталей токоприемникаДетали токоприемника очищают от грязи, старой краски, подшипники промывают в керосине. Обстукиванием молотком и проволочной щеткой удаляют с полозов старую твердую смазку. Определяют состояние деталей и выполняют необходимые замеры. Основание токоприемника не должно иметь перекоса, а его элементы — погнутостей, трещин, разработанных отверстий под болты опорных изоляторов и некачественных сварных швов. Лопнутые швеллеры основания выправляют на правочной плите. Разработанные отверстия под болты заваривают и рассверливают. Сварные швы с трещинами срубают и накладывают вновь. Трещины разделывают и заваривают. Измеряют шаблоном по диагонали основания расстояния между отверстиями под болты изоляторов. Разница этих расстояний при пластмассовых опорных изоляторах не должна превышать 10мм. При больших отклонениях одно из двух отверстий заваривают и рассверливают вновь. Контактные поверхности основания в местах присоединения наконечников гибких шунтов и силового кабеля зачищают и облуживают припоем ПОС-40. Опорные изоляторыОпорные изоляторы очищают: фарфоровые — в 5%-ном растворе каустической соды; пластмассовые промывают в 3%-ном растворе щавелевой кислоты в течение 40—60 мин и затем горячей водой. Небольшие сколы заделывают цементным раствором или эпоксидной смолой. Места поврежденной глазури на длине менее 10% пути возможного перекрытия на изоляторах из пластмассы АГ-4 зачищают мелкой стеклянной бумагой и окрашивают эмалью ГФ-92-ХК. Местные выжиги и следы оплавления удаляют мелкой стеклянной бумагой и полируют. Фарфоровые изоляторы зачищать стеклянной бумагой запрещается. Изоляторы с ослабленным креплением в армировке перезаливают в специальном приспособлении. Проверяют электрическую прочность отремонтированных изоляторов. Резиновые амортизаторыРезиновые амортизаторы, поврежденные или утратившие эластичность, и стержни с выработкой или поврежденной резьбой заменяют. Привод токоприемника разбирают. Подъемные и опускающие пружины очищают и осматривают. Зазор между витками у пружин большинства токоприемников в свободном состоянии должен быть не более 1,5мм. На специальном приспособлении проверяют жесткость пружин. Пружины с трещинами, вмятинами, с зазорами между витками более 1,5мм, а также пружины, утратившие необходимую жесткость, заменяют. Осматривают рычаги рычажно-пружинного механизма. Погнутые рычаги выправляют. Выработку на рабочей поверхности криволинейных рычагов восстанавливают наплавкой с последующей обработкой по профилю. В разработанные отверстия рычагов и серег пружин впрессовывают бронзовые втулки. Неисправные подшипники заменяют. Пневматический приводПневматический привод разбирают, детали промывают в керосине и осматривают. Разработанные отверстия для штока в поршне восстанавливают наплавкой с последующей обработкой. Бронзовую направляющую втулки крышки цилиндра, с выработкой более 2,5мм заменяют. Цилиндр с износом внутренней поверхности по диаметру более 0,7мм ремонтируют. Другие возможные неисправности деталей привода и технология их устранения, а также проверка работы отремонтированного привода описаны в начале главы. После сборки привода убеждается в отсутствии в нем утечки воздуха. При давлении 675 кПа (6,75 кгс/см2) утечки воздуха быть не должно. Рамы токоприемникаРамы токоприемника проверяют на специальных стендах-кондукторах. Если рама не входит в кондуктор или входит с большим усилием, ее разбирают. Подлежат разборке и рамы с ослабшим креплением труб в шарнирах, с ослабшими заклепочными соединениями, с погнутыми трубами и при наличии на них трещин, прожогов или вмятин глубиной более 3мм. Погнутые трубы правят в горячем состоянии, нагревая места погнутости газовой горелкой, или в холодном состоянии — специальным винтовым прессом. Двутавровые рычаги нижних рам некоторых токоприемников выправляют на правочной плите. Конусные трубы нижних рам правят на конических оправках. Трубы верхних и нижних рам с трещинами, прожогами и вмятинами глубиной более 3мм заменяют. Разрешается восстанавливать трубы с помощью соединительных муфт при условии, что число дефектных мест будет не более одного на трубу и не более двух на раму. Для этого трубу разрезают по дефектному месту, надевают соединительную муфту, стягивают ее болтами, рассверливают отверстия под заклепки, устанавливают их и пропаивают края муфты латунным припоем или медью. Толщина стенок соединительных муфт должна быть не менее 1мм, а длина — 90-120мм. На трубах нижних рам допускается оставлять вмятины глубиной 3мм, если их на длине до 150мм не более двух и труба не имеет погнутости. Изношенные места шарниров рам восстанавливают наплавкой с последующей обработкой. Подшипники шарнирных соединений для удаления старой смазки промывают в керосине, неисправные заменяют, исправные или вновь устанавливаемые покрывают смазкой ЦИАТИМ-201. Неисправные гибкие шунты ремонтируют. Каретки токоприемникаКаретку разбирают и проверяют состояние ее деталей. В результате воспринимаемых кареткой ударов в местах изгибов возникают трещины в боковых стенках держателей, изнашиваются валики, оси и втулки, срывается резьба кронштейнов полозов, изменяются характеристики пружин. Оси, валики и втулки тяги и основания с износом более 1мм заменяют. Ослабшую латунную втулку оси держателя выпрессовывают и устанавливают новую. Новые оси цементируют или закаливают. Сорванную резьбу кронштейнов восстанавливают заваркой и нарезкой новой резьбы. Трещины в держателе разделывают, заваривают газовой сваркой и зачищают напильником. Пружины обеих кареток должны иметь одинаковую длину и одинаковые характеристики. Полоз токоприемникаПолозы освобождают от старой твердой смазки пневматическим зубилом и металлическими щетками с пневматическим приводом. Негодные угольные вставки заменяют. Для снятия пластин винты, крепящие их к каркасу, срубают или отвертывают. По специальному шаблону проверяют профиль каркаса. Вогнутость его на длине 1м прямолинейной части не должна превышать 2мм, а расстояние между концами его склонов отличается от чертежных размеров более чем на ±15 мм. Правят каркасы на специальной оправке. Каркасы полозов с толщиной стенок менее 1,3мм заменяют. Лишние отверстия для установки контактных пластин, трещины и надрывы в каркасах и прожоги заваривают газовой сваркой или электросваркой постоянным током. Отремонтированный каркас вновь проверяют по шаблону и оцинковывают, после чего устанавливают контактные пластины или угольные вставки. Поверхность каркаса в местах установки угольных вставок очищают на сталеструйной установке, омедняют или облуживают. Выемки или прожоги на угольных вставках запиливают напильником под углом 20 градусов к горизонтали. Вставки с одной трещиной или толщиной менее допустимой заменяют. Износ угольной вставки 2 проверяют по нанесенной на ней контрольной риске. Наименьшая допустимая толщина вставки Н = 25мм. Кроме того, учитывая возможную неточность изготовления каркаса полоза и крепежных элементов, предельный износ контролируют также по расстоянию А от рабочей поверхности вставки до ближайшей части элементов каркаса, который должен быть не менее 1мм летом, 2мм зимой и 3мм при гололеде. Новые вставки устанавливают, вдвигая их с конца полоза по ласточкину хвосту, образованному пластинами. Чтобы не вызвать появления во вставках внутренних трещин, при их установке нельзя допускать сильных ударов. Зазор между вставками должен быть не более 0,8мм, а внутренние ряды вставок не должны быть выше наружных. Концы внутреннего ряда вставок с каждой стороны запиливают на 5—6мм по длине и на 3мм по высоте. Стыки вставок и вставок с металлическими пластинами рогов запиливают на специальной установке. Вставки должны быть надежно закреплены на полозе 5 болтами, не иметь продольных и поперечных перемещений. Под все гайки винтов и болтов должны быть установлены пружинные шайбы. Сборка и регулировка токоприемника после ремонтаНа основание токоприемника устанавливают цилиндр пневматического привода и рычажно-пружинный механизм. Пружины при этом должны находиться в свободном состоянии. Присоединяют воздухопроводные трубы. Перед установкой трубы должны быть прочищены и продуты. Трубы, имеющие трещины, вмятины или поврежденную резьбу, заменены новыми. Устанавливаемые полиэтиленовые воздушные рукава должны быть испытаны на плотность воздухом давлением 700кПа и на диэлектрическую прочность переменным током частотой 50Гц в течение 1мин напряжением 9,5кВ, а также иметь нанесенные на них трафареты с датой и местом испытаний. Устанавливают амортизаторы, валы нижних рам и нижние рамы. Верхние рамы соединяют с нижними временными болтами, закрепляют на них каретки и полозы, ставят гибкие шунты, после чего заменяют временные валики постоянными. Ход каретки должен быть 50мм. Перемещение каретки должно происходить без заеданий, а полозы свободно поворачиваться вокруг своей оси на 10—15°в каждую сторону. При сборке токоприемника все подшипники и трущиеся части смазывают смазкой ЦИАТИМ-201. Одновременно убеждаются, что наибольший аксиальный суммарный зазор в любом шарнире рамы не превышает 3мм, а поперечный люфт на тяге — 2мм. При необходимости зазор в шарнире регулируют установкой металлической шайбы. Проверяют статическую характеристику токоприемника. При необходимости нажатие полозов токоприемника на контактный провод регулируют изменением натяжения пружин, добиваясь значений, приведенных в таблице характеристик токоприемника. Контролируют работу токоприемника при давлении воздуха 350 кПа (3,5 кгс/см2). Отремонтированный токоприемник (кроме рабочих поверхностей, полозов, силуминовых рычагов, шунтов и полиэтиленовых трубок) окрашивают красной эмалью ПФ-115, а пружины — черным битумно-масляным лаком № 477. Перед установкой токоприемника на крышку проверяют правильность монтажа опорных изоляторов. Разница в высоте их установки не должна превышать 2мм. При большей разнице перекос устраняют установкой между изоляторами и основанием металлических шайб. После закрепления токоприемника на опорных изоляторах проверяют горизонтальность полозов. Разность высот полоза, замеренная по концам линейки, не должна превышать 10мм. Определяют время подъема токоприемника до наибольшей высоты и время его опускания. Время подъема должно быть 7—10, а время опускания соответственно 3,5—6с. При необходимости время подъема и опускания корректируют регулировкой клапана токоприемника. Проверяют работу токоприемника от вспомогательного мотор-компрессора. На этом ремонт токоприемника завершается. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||