Допуски и посадки. Учебнометодическое пособие к выполнению практических работ1, 2 Уфа 2018
 Скачать 404.53 Kb. Скачать 404.53 Kb.
|

|
М  инистерство образования и науки Российской Федерации инистерство образования и науки Российской ФедерацииФедеральное государственное бюджетное образовательное учреждение высшего образования «Уфимский государственный нефтяной технический университет» Кафедра «Технология нефтяного аппаратостроения» «Выбор стандартной посадки в гладком цилиндрическом соединении по предельным отклонениям размеров вала и отверстия» «Определение группы посадки по чертежам сопрягаемых деталей» Учебно-методическое пособие к выполнению практических работ№1, 2 Уфа 2018 В учебно-методическом пособии приведены: основные сведения по допускам, виды посадок. Предназначено для студентов очной и очно-заочной формы обучения направлений подготовки: 18.03.02 Энерго- и ресурсосберегающие процессы химической технологии, нефтехимии и биотехнологии; 15.03.01 Машиностроение; 15.03.02 Технологические машины и оборудование; 28.03.02 Наноинженерия.; 15.03.02 Перспективные материалы и их диагностика в конструкциях Составитель: М.В. Вакуленко, канд. техн. наук, доцент каф. ТНА Рецензент: Е.Ю.Туманова, канд. техн. наук, доцент каф. ТНА А.М. Забатурин, канд. техн. наук, доцент каф. ТНА © ФГБОУ ВО «Уфимский государственный нефтяной технический университет», 2018 СОДЕРЖАНИЕ Общие положения 4 Практическая работа 1. Выбор стандартной посадки в гладком цилиндрическом соединении по предельным отклонениям размеров вала и отверстия 13 Практическая работа 2. Определение группы посадки по чертежам сопрягаемых деталей 16 Список литературы 26 Приложение А 27 ОБЩИЕ ПОЛОЖЕНИЯ Основной задачей выполнения практических работ по дисциплине «Метрология, стандартизация и сертификация» является закрепление знаний полученных студентами при изучении теоретического курса, развитие навыков в выборе посадок типовых соединений, в выполнении расчетов связанных с взаимозаменяемостью. КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ При изготовлении любого изделия рабочий всегда пользуется чертежом, на котором обозначены все линейные и угловые размеры этого изделия. Линейный размер — это числовое значение линейной величины (диаметра, длины) в выбранных единицах измерения. По принятой метрической системе линейные размеры на чертежах проставляются в миллиметрах (мм). Линейные размеры делятся на номинальные, действительные и предельные. Размер, полученный конструктором при проектировании машины в результате расчетов (на прочность, жесткость, износостойкость) или с учетом различных конструктивных, технологических и эксплуатационных соображений, называется номинальным. Номинальные размеры могут быть как целыми, так и дробными числами. Размер, полученный в результате обработки детали, обязательно будет отличаться от номинального, но ведь значение этого размера становится известно лишь в результате измерения, а оно, в свою очередь, также может осуществляться с различной погрешностью. Поэтому в дальнейшем, имея в виду изготовленную деталь, мы будем говорить о действительном размере — размере, установленном измерением с допустимой погрешностью. Чтобы действительный размер обеспечивал функциональную годность детали, нет необходимости стремиться к возможной наивысшей точности, что, безусловно, вызовет удорожание производства. Конструктор поступает по-иному: исходя из целого ряда факторов, выясняет, какова возможная величина погрешностей размера, при которой изделие будет полностью соответствовать своему назначению. Так, после расчета номинального размера устанавливаются два предельных размера — наибольший и наименьший. Это предельно допустимые размеры, между которыми должен находиться или которым может быть равен действительный размер годной детали. D  max – наибольший размер отверстия предельные размеры max – наибольший размер отверстия предельные размеры Dmin – наименьший размер отверстия отверстия d max – наибольший размер вала предельные размерыdmin – наименьший размер вала вала Однако задавать на чертеже два размера неудобно, поэтому в дополнение к номинальному размеру на чертеже проставляют его предельные отклонения. Отклонением называют алгебраическую разность между размером и его номинальным размером. Предельное отклонение – алгебраическая разность предельным и номинальным размером. Верхнее предельное отклонение — это алгебраическая разность между наибольшим предельным и номинальным размерами: верхнее отклонение: ES - отверстия es - вала Нижнее предельное отклонение— это алгебраическая разность между наименьшим предельным и номинальным размерами. нижнее отклонение: EI - отверстия ei – вала Определение отклонений как алгебраической разности числовых величин означает, что они всегда имеют знак: плюс ( + ) или минус (—). Для отвертия ES=Dmax-D EI=Dmin-D Для вала es=dmax-d ei=dmin-d Предельные отклонения задаются в таблицах по допускам и посадкам. После того как деталь изготовлена и при помощи измерения установлен ее действительный размер, можно говорить о действительном отклонении — алгебраической разности между действительным и номинальным размерами. Номинальный размер можно определить как размер, относительно которого определяются предельные размеры и который служит началом отсчета всех отклонений, как предельных (верхнего и нижнего), так и действительных. Разность между наибольшим и наименьшим предельными размерами, или алгебраическая разность между верхним и нижним предельными отклонениями, характеризует точность, с которой должен быть выполнен размер при изготовлении детали, и называется допуском. Допуск в отличие от отклонений знака не имеет. Поле допуска – зона, которая заключена между наибольшим и наименьшим предельными размерами или между линиями соответствующим верхнему и нижнему предельному отклонениям. Поле допуска отличается от допуска тем, что оно определяет не только величину, но и его положение относительно номинального размера. Условие годности размера формулируется так: если действительный размер окажется между наибольшим и наименьшим предельными размерами или равен любому из них, то размер годен. Для внутреннего элемента детали (отверстия): если действительный размер окажется меньше наименьшего предельного размера — брак исправимый; если действительный размер окажется больше наибольшего предельного размера — брак неисправимый (окончательный). Для наружного элемента детали (вала): если действительный размер окажется больше наибольшего предельного размера — брак исправимый; если действительный размер окажется меньше наименьшего предельного размера — брак неисправимый (окончательный). Общие сведения о посадках. Посадки с зазором. Посадки с натягом. Переходные посадки 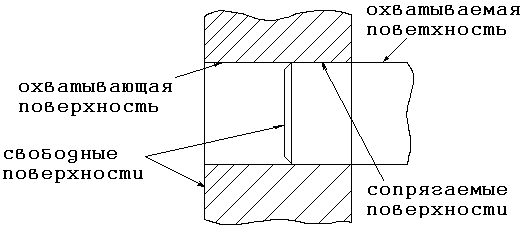 Рисунок 1 – Виды поверхностей Размеры сопрягаемых поверхностей называются сопрягаемых. Размеры свободных поверхностей – свободными. Посадкой называют характер сопряжения, определяемый величиной зазора натяга. Различают следующие группы посадок: с зазором, с натягом, переходные. Посадки с зазором  Рисунок 2 – Графическое изображение посадок с зазором Зазором называют разность между размерами отверстия и вала, если размер отверстия больше размера вала. Величина зазора зависит от размеров соединяющих деталей и может изменяться от Smin до Smax – это предельное значение зазора. Предельные отклонения зазора удобно выразить через отклонение: Smax=ES-ei Smin=EI-es Так как предельное значение зазоров, то можно говорить о его допуске. Допуском зазора называют разность между наибольшим и наименьшим предельными зазорами: TS=Smax-Smin TS=Smax-Smin=(ES-ei)+(EI-es)=(ES-EI)+(es-ei)=TD+Td Таким образом, допуск зазора равен сумме допусков соединяемых деталей. Посадки с зазором – это посадки, у которых обеспечивается зазор в соединение. У посадок с зазором поле допуска отверстия расположено выше поля допуска вала. Посадки с натягом Натягом называют разность между разрывами вала и отверстия, если размеры вала больше чем размеры отверстия до сборки: N=d-D, если d>D. Величина натяга зависит от размера соединяемых деталей и может изменяться от Nmin до Nmax – это предельное значение натягов. Выразим предельные значение натяга через отклонения: Nmax=es-EI; Nmin=ei-ES. Выразим предельные значения натяга через диаметры: Nmax=dmax-Dmin Nmin=dmin-Dmax Допуском натяга – называют разность между наибольшим и наименьшим предельным натягом: TN=Nmax-Nmin=(es-EI)-(ei-ES)=(ES-EI)+(es-ei)=TD+Td Таким образом, допуск натяга тоже равен сумме допусков соединяемых деталей. 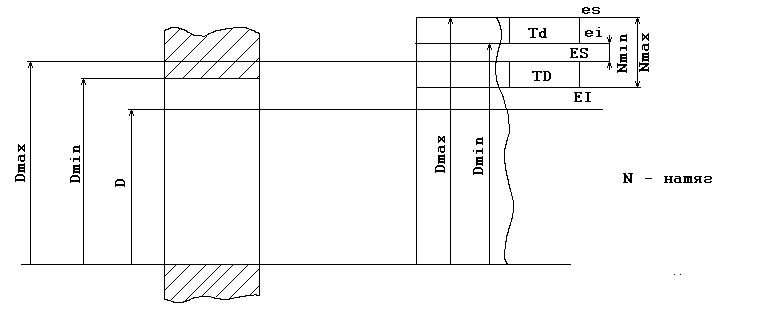 Рисунок 3 – Графическое изображение посадок с натягом Посадки с натягом – это посадки, у которых обеспечивается натяг в соединении (неподвижные посадки). Получаются либо запрессовкой с усилием вала в отверстие (при малых натягах), либо за счет увеличения непосредственно перед сборкой размера отверстия путем нагрева (при больших натягах). У посадок с натягом поле допуска вала расположено выше поля допуска отверстия. Переходные посадки Переходные посадки – посадки, у которых в соединение возможен и зазор и натяг. У переходных посадок поле допусков деталей частично или полностью перекрывают друг друга. Допуском переходной посадки – называют сумму между наибольшим предельным натягом и наибольшим предельным зазором: ТП=Nmax+Smax 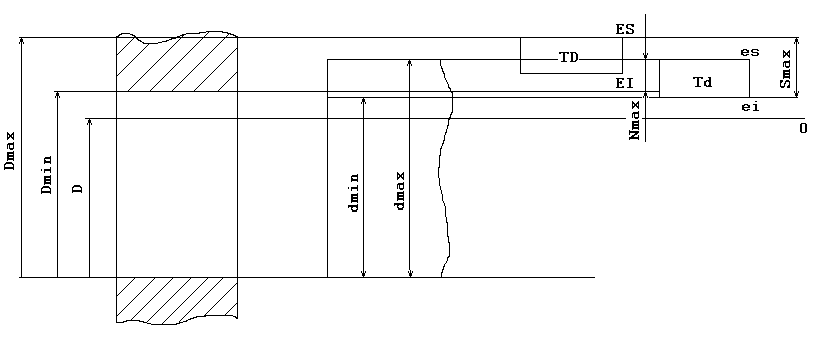 Рисунок 4 – Графическое изображение переходных посадок Образование посадок в системе отверстия и системе вала Различные посадки можно получить изменением размеров соединяемых деталей. Но это не целесообразно. Поэтому изменяют предельные размеры только у одной детали, а у другой оставляют их неизменными. В связи с этим различают систему вала и систему отверстия. В системе отверстия посадки получаются путём изменения предельных размеров валов, а у отверстия размеры остаются неизменными. Отверстие считается основной деталью. Основное отверстие имеет нижнее предельное отклонение EI=0. Обозначается Н. 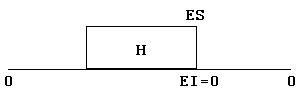 Рисунок 5 – Основное отверстие Вал не основная деталь. В системе вала посадки получают путём изменения предельных размеров отверстия. Вал считается основной деталью. Основной вал имеет верхнее предельное отклонение es=0. Обозначается h. 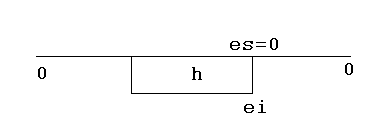 Рисунок 6 – Основной вал ПРАКТИЧЕСКАЯ РАБОТА 1 ВЫБОР СТАНДАРТНОЙ ПОСАДКИ В ГЛАДКОМ ЦИЛИНДРИЧЕСКОМ СОЕДИНЕНИИ ПО ПРЕДЕЛЬНЫМ ОТКЛОНЕНИЯМ РАЗМЕРОВ ВАЛА И ОТВЕРСТИЯ Выполнение данной работы имеет цель закрепления знаний у студента по предельным отклонениям размеров, допуска на размер, определения характера соединений и обозначений, стандартных полей допусков и посадок в гладком цилиндрическом соединении. Для заданных по таблице 1 вариантов номинальных размеров и предельных отклонений определить систему посадок (вала или отверстия), характер соединения (с зазором, с натягом или переходная), подобрать стандартную посадку, оформить графически посадку. Пример выполнения работы Задан номинальный размер соединения Ø 348, предельные отклонения размеров, мкм: вала +89; +62; отверстия +30. 1 Из анализа заданных предельных отклонений определяем, что посадка выполнена в системе отверстия. 2 Определяем расчетную величину допусков на размер отверстия и вала. Допуск отверстия: TD=ES-EI; TD=30-0=30 мкм Допуск вала: Td=es-ei Td=89-62=27 мкм Графически оформляем поля допусков (рисунок 7) 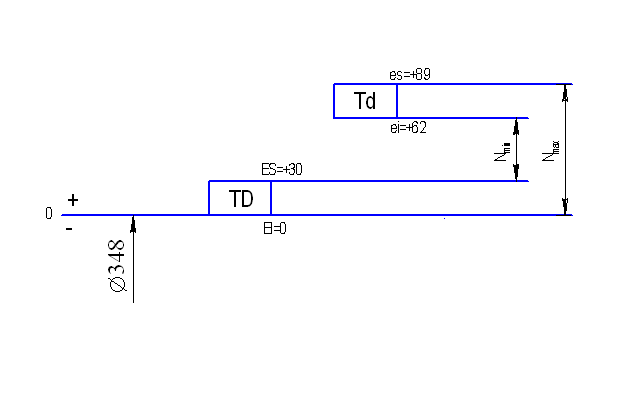 Рисунок 7 – Графическое оформление полей допусков по исходным данным Из рисунка 7 видно, что посадка с натягом. 3 Определяем величину максимального и минимального натяга: Nmax=es-EI; Nmax=89-0=89мкм; Nmin=ei-ES; Nmin=62-30=32мкм 4 С учетом номинального размера соединения по ГОСТ 25346-82 находим квалитеты, соответствующие или близкие расчетным значения допусков (приложение А). Для отверстия – 5 или 6 квалитет, для вала – 5 квалитет. 5 Для заданного номинального размера и его предельных отклонений по ГОСТ 25347-82 или ГОСТ 25346-2013 (ISO) находим ближайшие стандартные поля допусков. Для заданного примера стандартная посадка Ø348 Н5/р5. 6 Проверяем выполнение условия: Nmax=es-EI=87-0=87<89 (1) Nmin=ei-ES=62-25=37>32 (2) Условие (1,2) выполняется, следовательно посадка соответствует расчетным условиям эксплуатации. Уточняем графическое положение допусков (рисунок 8). 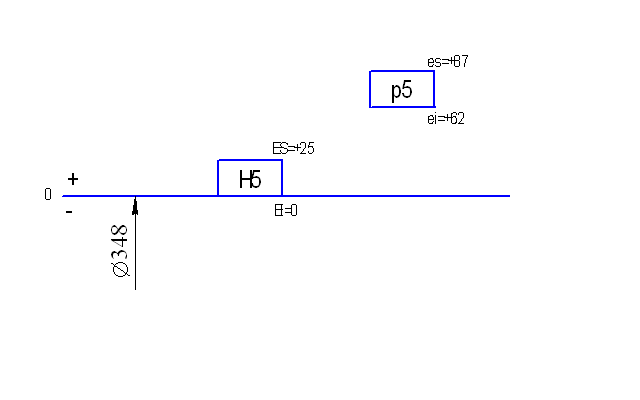 Рисунок 8 – Графическое оформление полей допусков. Таблица 1 – Варианты заданий
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||