УЛЬТРАЗВУКОВАЯ СВАРКА ПОЛИМЕРОВ И КОНТРОЛЬ КАЧЕСТВА СВАРНОГО ШВА. Ультразвуковая сварка полимеров и контроль качества сварного шва
 Скачать 432.99 Kb. Скачать 432.99 Kb.
|

|
Характеристики Hоминальные pабочие частоты yльтpазвyка 1,25; 2,5; 5,0 и 10 МГц Максимальная толщина контpолиpyемых матеpиалов эхо-методом (по стали) 2200 мм Диапазон измерения интеpвалов вpемени от 1 до 750 мкс Устанавливаемые длительности pазвеpтки 10, 20, 50, 100, 250 и 750 мкс Диапазон настpойки на скоpость yльтpазвyка в матеpиале от 1000 до 9999 м/с Частота повтоpения зондиpyющих импyльсов не менее 10 Гц Полоса частот пpиемного тpакта от 0,5 до 15 МГц Размеp отобpажающего поля экpана 62,7х62,7 мм Питание 4 элемента или аккyмyлятоpа pазмеpа АА Пpодолжительность непpеpывной pаботы от сyхих элементов: с подсветкой экрана : не менее 15 часов без подсветки : не менее 50 часов Диапазон рабочих температур от - 20 С до + 45 С Число хранимых записей не менее 200 Габаритные размеры электронного блока 235х98х33 мм Масса с элементами питания 800 г Различают пассивные и активные акустические методы контроля сварных соединений. Пассивные методы основаны на исследовании упругих волн, возникающих в контролируемом изделии во время или по окончании технологического процесса, или при нагружении, в частности в момент образования или развития несплошностей. К ним относятся методы контроля, использующие акустическую эмиссию, а также шумо- и вибродиагностика. Активные методы основаны на исследовании распространения колебаний специально вводимых в контролируемое изделие. Акустические колебания - это механические колебания среды. При акустическом контроле обычно используют колебания с частотой 0,5...25 МГц, т. е. ультразвуковые. Поэтому большинство акустических методов являются ультразвуковыми, хотя известны случаи использования и колебаний звуковой частоты, в частности импедансный метод контроля, используемый при контроле паяных, клееных или сваренных контактной сваркой конструкций. Для возбуждения и регистрации ультразвуковых колебаний используют пьезоэлектрический эффект: некоторые материалы (кварц, титанат бария, титанат-цирконат свинца и др.) под действием переменного электрического поля меняют свои размеры с частотой изменения поля. Пьезоэлектрическую пластину помещают в специальном устройстве-пьезопреобразователе (искателе). Материалы, используемые в пьезопреобразователях: плексиглас, капролон, фторопласт, полистирол, — способствуют гашению отраженной волны, так как имеют большие коэффициенты затухания ультразвуковых колебаний и малую скорость их распространения. Пьезопреобразователи, предназначенные для ввода волны в направлении, перпендикулярном поверхности, называют прямыми, или нормальными, а для ввода под некоторым углом - наклонными, или призматическими. Пьезопреобразователи включаются по раздельной, совмещенной или раздельно-совмещенной схемам. В последнем случае в одном корпусе размещаются два пьезопреобразователя, разделенных между собой экраном. При падении ультразвуковой волны на поверхность раздела двух сред, в частности на границу дефекта, часть энергии отражается, что и используется при контроле. Для анализа распространения ультразвуковых колебаний в контролируемом изделии используют три основных метода: теневой, зеркально-теневой и эхо-метод. При теневом методе признаком обнаружения дефекта служит уменьшение интенсивности (амплитуды) ультразвуковой волны, прошедшей от излучающего пьезопреобразователя к приемному (рис. 1, а). Недостатки метода - необходимость двустороннего доступа к изделию и малая точность оценки координат дефектов, достоинство - высокая помехоустойчивость. Метод может применяться для изделий с грубо обработанной поверхностью. При зеркально-теневом методе признаком обнаружения дефекта является уменьшение интенсивности (амплитуды) ультразвуковой волны, отраженной от противоположной поверхности изделия (рис. 1, б). Отраженный сигнал называется донным. Метод не требует двустороннего доступа к контролируемому изделию, позволяет более достоверно выявлять корневые дефекты в стыковых швах, помехоустойчив, применяется для изделий небольшой толщины с грубо обработанной поверхностью. Однако точность определения координат дефекта и при этом методе невысока. При эхо-методе признаком обнаружения дефекта является прием эхо-сигнала, отраженного от> дефекта (рис. 1, в). При зеркально-теневом и эхо-методе возможно использование одного пьезопреобразователя в качестве излучателя и приемника (при эхо-методе, как правило, так и делается), однако сигнал при этом должен подаваться импульсами. Если дефект расположен слишком близко к поверхности, то сигнал от него приходит раньше, чем закончится зондирующий импульс, и этот сигнал не будет заметен на фоне зондирующего импульса - дефект не обнаруживается. Слой материала, непосредственно прилегающий к пьезопреобразователю, в котором дефект не обнаруживается, называется мертвой зоной. Эхо-метод по сравнению с ранее рассмотренными позволяет достаточно точно определить не только наличие дефекта, но и его характеристики. Если длина волны ультразвуковых колебаний больше размера дефекта, то будет происходить его огибание и дефект не обнаружится. При большой величине зерен металла происходит значительное затухание колебаний. Так как длина волны обратно пропорциональна частоте колебаний, то с увеличением частоты повышается чувствительность к более мелким дефектам, но возрастают структурные помехи. Это необходимо учитывать при выборе частоты. При контроле сварных соединений обычно используются частоты от 0,5 до 10 МГц. Ультразвуковой контроль (УЗК) крупнозернистых материалов (чугуна, меди, аустенитных сталей) затруднен. Возможно существенное ослабление колебаний в околошовной зоне сварного соединения. Зависимость коэффициента затухания от величины зерна используют в ультразвуковых структурных анализаторах.  Рис. 2. Методы ультразвукового контроля: а - теневой; б - зеркально-теневой; в - эхо-метод; И - излучатель; П - приемник Перед УЗК производят подготовку: выбирают основные параметры контроля, настраивают дефектоскоп, очищают поверхности, по которым должен перемещаться искатель, от отслаивающейся окалины, брызг, грязи, пыли, покрывают их слоем контактной жидкости (минеральное масло, глицерин и др.) для осуществления акустического контакта. Для контроля вертикальных и потолочных швов на участки, по которым будет перемещаться пьезопреобразователь, перед нанесением жидкости накатывают полиэтиленовую пленку толщиной около 0,1 мм. Затем ведут поиск дефектов, после чего определяют их характеристики: максимальную амплитуду эхо-сигнала, его координаты, условные размеры, конфигурацию и ориентацию. Для определения условных размеров дефекта перемещают пьезопреобразователь вдоль (для определения длины) и поперек (для определения ширины) шва до исчезновения сигнала либо до заданного уровня его уменьшения. Условную высоту определяют по разности времени между зондирующим и эхо-импульсом при крайних положениях пьезопреобразователя, при которых измерялась условная ширина дефекта (рис. 2). Для оценки конфигурации и ориентации дефекта применяют специальные методики, включающие прозвучивание под различными углами и в различных направлениях и вращение пьезопреобразователя. Стыковые и тавровые соединения контролируют, как правило, эхо-методом, совмещенным пьезопреобразователем с углом ввода Р = 30...40°, реже 50°. При толщине изделия свыше 150 мм прозвучивание ведут с двух его противоположных поверхностей. Нахлесточные соединения контролируют однократно отраженным лучом со стороны основного листа, пьезопреобразователь включают по совмещенной схеме. Таким образом выявляют трещины, непровары вертикальной кромки и корня шва. Для обнаружения горизонтального непровара лучше применять зеркально-теневой метод, включая пьезопреобразователь по раздельной схеме. При контроле точечной контактной сварки можно использовать зеркально-теневой метод: если соединение качественное, колебания проникают сквозь шов в нижний лист и не попадают на приемник. При отсутствии сварки имеется донный сигнал от первого листа. Однако дефекты типа слипания выявляются плохо, так как они практически не отражают ультразвук. Преимущества УЗК: возможность контроля большой толщины (для толщины свыше 80 мм это наиболее надежный способ), меньшие затраты по сравнению о радиографией, безопасность, выявление дефектов малого раскрытия. Это перспективный метод, постепенно вытесняющий радиационные методы. Однако он имеет и ряд недостатков: объемные дефекты выявляются хуже, чем плоские, не выявляются дефекты, имеющие в направлении, перпендикулярном направлению распространения волны, размер меньше длины волны, сложнее по сравнению с радиационными методами определить вид дефекта, из-за большого уровня структурных помех некоторые материалы нельзя контролировать. Основной недостаток УЗК - субъективность: зависимость результатов от квалификации и внимательности оператора. Для устранения этого недостатка механизируют перемещение пьезопреобразователя относительно изделия, создают приборы, в которых с помощью ЭВМ сигналы в процессе сканирования запоминаются, а по его окончании - анализируются и выдаются в наглядной форме. 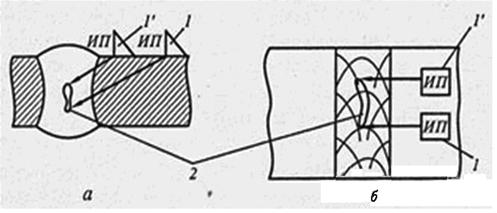 Рис. 3. Схемы измерения условных размеров дефектов: а — ширины и высоты; б - длины; 1 и 1' — крайние положения пьезопреобразователя ИП; 2 - дефект Радиационные методы контроля качества сварных соединений термопластов весьма эффективны даже в том случае, когда материал шва по составу значительно отличается от основного материала. При ультразвуковом контроле возникают известные трудности в выявлении скрытых дефектов вследствие наводок, вызванных разнородностью материала в шве. Рентгеновские лучи при прохождении через контролируемое соединение ослабляются за счет эффектов рассеяния и превращения. Уменьшение интенсивности излучения зависит от его энергии, толщины и плотности просвечиваемого материала. Вследствие невысокой плотности пластмасс для их контроля используют низкоэнергетические источники ионизирующих излучений с энергией менее 100 кэВ (как правило, рентгеновские аппараты). Преобразование лучей, несущих информацию о качестве просвечиваемого шва, в видимое изображение осуществляется при помощи фотографирования или трансляции на специальный экран. Рентгеновская установка для контроля состоит из излучателя рентгеновских лучей, источника электроэнергии высокого напряжения и контрольной аппаратуры. В качество генераторов рентгеновских лучей служат рентгеновские трубки. Наиболее распространена двухэлектродная трубка, представляющая собой баллон, в который впаяны катод в виде спирали из вольфрамовой проволоки и анод в виде полого медного цилиндра и приваренного к нему вольфрамового диска. К электродам подводится ток высокого напряжения. При накале спирали катода вследствие термоэлектродной эмиссии и воздействия электрического поля создается поток электронов, который тормозится вольфрамовой пластиной анода, вследствие чего возникает тормозное рентгеновское излучение. Большая часть энергии электронного потока превращается в теплоту, которая отводится от анода циркулирующим маслом, водой или газом. Для контроля сварных соединений пластмассовых конструкций могут быть использованы рентгеновские аппараты, широко применяемые в различных отраслях промышленности. Расшифровка размеров дефекта на рентгеновском снимке облегчается с применением эталона чувствительности (пенетрометра). Эталон представляет собой пластинку из того же материала с нанесенными на ней канавками различной глубины. Сравнивая степень потемнения на пленке в месте эталона со степенью потемнения в месте дефекта, можно определить размер дефекта. Основные параметры при рентгеноскопии сварных соединений из пластмасс: напряжение, подаваемое на рентгеновскую трубку, фокусное расстояние, экспозиция. Существенное значение при этом имеют тип рентгеновской трубки и качество пленки. В практике для определения экспозиции, т. е. величины произведения анодного тока на время просвечивания, широко используют номограммы. Величины экспозиции при контроле сварных соединений из поливинилхлорида можно определять по номограммам, предназначенным для определения экспозиции при контроле алюминия, потому что интенсивность поглощения рентгеновских лучей этих двух материалов близка. Контроль сварных соединений из пластмасс с помощью изотопов не получил распространения вследствие низкой производительности и чувствительности. Учитывая специфику поглощающей способности пластмасс, просвечивать их можно низкоэнергетическими радиоактивными изотопами. Гамма-дефектоскоп состоит из радиационной головки с источником излучения, встроенных или сменных каллиматоров, пульта управления выпуском и перекрытием пучка гамма-излучения, транспортного перезарядного контейнера. Гамма-дефектоскопы могут быть использованы для контроля сварных соединений, выполняемых в монтажных и полевых условиях. Это гамма-дефектоскопы Трасса, Галниарид. Перспективно с точки зрения производительности применение методов просвечивания с исключением длительного процесса обработки рентгенопленок. В настоящее время находит применение ксерографический метод с использованием пластин с нанесенным на них селеном и предварительно заряженных электростатическим электричеством, равномерное поле которого под воздействием ионизирующего излучения изменяется за счет стекания зарядов пропорционально интенсивности прошедших через контролируемое изделие лучей. При этом на пластине образуется скрытое электростатическое изображение проконтролированного объекта, обладающее теоретически неограниченной разрешающей способностью. Ксерограмма может быть расшифрована практически немедленно после просвечивания или перенесена на обычную писчую бумагу. Находит применение также рентгеноконтроль с использованием электронно-оптических преобразователей (ЭОП), которые позволяют наблюдать на экране объект непосредственно в момент его просвечивания и давать заключение о качестве сварного соединения немедленно с разрешающей способностью 2 мм/мин . Радиационный метод - разновидность неразрушающих методов контроля качества сварных соединений - заключается в том, что рентгеновские и гамма-лучи по-разному поглощаются при прохождении через дефектные и бездефектные участки сварных швов. Радиационные методы контроля основаны на регистрации и анализе ионизирующего излучения при его взаимодействии с контролируемым изделием. Наиболее часто применяются методы контроля прошедшим излучением, основанные на различном поглощении ионизирующих излучений при прохождении через дефект и бездефектный участок сварного соединения (рис. 3). Интенсивность прошедшего излучения будет больше на участках меньшей толщины или меньшей плотности, в частности в местах дефектов - несплошностей или неметаллических включений. Методы радиационного контроля классифицируются прежде всего по виду (и источнику) ионизирующего излучения и по виду детектора ионизирующего изучения. Ионизирующим называют изучение, взаимодействие которого со средой приводит к образованию электрических зарядов. Так как ионизирующее излучение, состоящее из заряженных частиц, имеет малую проникающую способность, то для радиационного контроля сварных соединений обычно используют излучение фотонов или нейтронов. Наиболее широко используется рентгеновское излучение (Х-лучи). Это фотонное излучение с длиной волны 6*10-13...1*10-9 м. Имея ту же природу, что и видимый свет, но меньшую длину волны (у видимого света 4...7 * 10-7 м), рентгеновское излучение обладает высокой проникающей способностью и может проходить через достаточно большие толщины конструкционных материалов. При взаимодействии с материалом контролируемого изделия интенсивность рентгеновского излучения уменьшается, что и используется при контроле. Рентгеновское излучение обеспечивает наибольшую чувствительность контроля. Получают рентгеновское излучение в рентгеновских трубках. Испускаемые с накаленного катода электроны под действием высокого напряжения разгоняются в герметичном баллоне, из которого откачан воздух, и попадают на анод. При торможении электронов на аноде их энергия выделяется в виде фотонов различной длины волны, в том числе и рентгеновских. Чем больше ускоряющее напряжение, тем больше энергия образующихся фотонов и их проникающая способность.  Рис. 4. Схема радиационного контроля прошедшим излучением: 1 - источник излучения; 2 - изделие; 3 - дефект; 4 - детектор (пленка); 5 - плотность излучения Существуют различные схемы и большое количество марок рентгеновских аппаратов, как стационарных, так и переносных. В последнее время все большее распространение получают малогабаритные импульсные аппараты, позволяющие при малой мощности за счет малого времени импульса (1...3 мкс) при сравнительно большом токе (100...200 А) просвечивать достаточно большие толщины. Другим распространенным видом ионизирующего излучения, используемым при контроле сварных соединений, является γ-излучение. Это фотонное излучение с длиной волны 1*10-13...4*10-12м, возникающее при распаде радиоактивных изотопов, источником γ-излучения при радиационном контроле обычно являются радиоактивные изотопы тулия, иридия, цезия, кобальта: 170Тu, 192Ir, 137Cs, 60Со и др. Источники γ-излучения компактны и не требуют больших затрат электроэнергии (только на освещение и, возможно, на перемещение радиоактивного изотопа в рабочее положение и обратно). Однако γ-излучение более опасно для человека и, в отличие от рентгеновского, не может быть выключено. Проникающая способность γ-излучения выше, чем рентгеновского, поэтому могут просвечиваться изделия большей толщины, но чувствительность контроля при этом ниже, различие между дефектными и бездефектными участками менее заметно. Поэтому область применения γ-дефектоскопии - контроль изделий большой толщины (малые дефекты в этом случае менее опасны), контроль в монтажных и полевых условиях, в частности - трубопроводов и крупногабаритных резервуаров, просвечивание изделий сложной формы, если разместить рентгеновский аппарат нельзя. Гораздо реже (при контроле изделий еще большей толщины) используется тормозное излучение высоких энергий (1...100 МэВ, в то время как энергия рентгеновских фотонов не превышает 0,5 МэВ) с длиной волны 1*10-16...1*10-12 м, обладающее еще большей проникающей способностью. Такое излучение получают при бомбардировке мишеней электронами, ускоренными в линейных или циклических ускорителях: микротронах, бетатронах. Поэтому контроль с использованием тормозного излучения высоких энергий называют бетатронной дефектоскопией. О возможностях этого метода можно судить по таким данным: излучение с энергией 35 МэВ позволяет просвечивать сплавы на основе железа толщиной до 450 мм или сплавы на основе алюминия толщиной до 1800 мм. Для контроля изделий из тяжелых элементов, для контроля наличия соединений водорода, бора, лития и других легких элементов в капсулах из тяжелых элементов, а также при контроле радиоактивных изделий используют нейтронное излучение, которое получают в ядерных реакторах либо с использованием радиоизотопных источников. В зависимости от методов детектирования (обнаружения и регистрации) ионизирующего изучения различают радиографию, при которой фиксирование изображения внутренней структуры изделия происходит на пленке или бумаге, радиоскопию (изображение наблюдается на экране) и радиометрию (регистрируются электрические сигналы). Радиография получила наибольшее распространение с связи с простотой, наглядностью и документальным подтверждением результатов контроля. При радиографическом контроле для регистрации интенсивности прошедшего через металл излучения применяют радиографическую пленку или фотобумагу (метод прямой экспозиции), металлические активируемые экраны или заряженные полупроводниковые пластины (метод переноса изображения). Более распространен метод прямой экспозиции. При нем могут использоваться все рассмотренные виды ионизирующих излучений. Оптическая плотность почернения радиографической пленки или фотобумаги зависит от дозы ионизирующего излучения, она больше на местах, перекрытых менее плотными участками контролируемого объекта. Поэтому такие дефекты, как поры, трещины, непровары, а также шлаковые включения, будут выглядеть на радиографической пленке в виде темных пятен соответствующей формы. Включения более плотные, чем основной металл (например, вольфрамовые при сварке алюминия неплавящимся электродом), будут на радиограммах иметь вид светлых пятен. Для лучшего выявления дефекта направление излучения должно по возможности совпадать с направлением его максимального размера. Просвечивание стыковых швов (рис. 4) обычно проводят перпендикулярно поверхности либо по направлению разделки кромок, так как возможно образование дефектов по линии сплавления. При контроле угловых швов направление просвечивания выбирают по биссектрисе угла либо по направлению разделки кромок. При контроле сварных соединений труб и коробчатых конструкций наилучшим вариантом является размещение источника излучения внутри изделия, так как в этом случае, во-первых, появляется возможность панорамного просвечивания за одну экспозицию, а во-вторых, стенки изделия ослабляют поток ионизирующего излучения в окружающую среду. При невозможности помещения источника излучения внутри просвечивание проводят снаружи, в том числе через две стенки под углом к оси шва во избежание наложения изображений швов друг на друга (рис. 4, в). Лишь около 1 % фотонов ионизирующего излучения, проходящих через пленку, взаимодействуют с ней. Поэтому для повышения чувствительности контроля и ускорения просвечивания используют усиливающие флуоресцентные или металлические экраны из фольги тяжелых металлов (чаще свинца), наклеенной на гибкий пластик. Флуоресцентные экраны представляют собой пластмассовую или картонную подложку, на которую нанесен слой люминофора - вещества, светящегося под воздействием ионизирующего излучения. Они используются со специальными пленками, чувствительными к видимому ультрафиолетовому и инфракрасному излучениям. Наименьшие экспозиции получаются при использовании флуоресцентных экранов, а наилучшая чувствительность - при использовании металлических экранов.  Рис. 5. Схемы радиографического контроля: а - стыковых; б - угловых швов; в - труб; 1 — источник излучения; 2 — пленка Радиографические пленки характеризуются чувствительностью к излучению и контрастностью. Чем больше чувствительность пленки, тем выше производительность контроля. Чем выше контрастность пленки, тем выше чувствительность контроля. Поэтому высококонтрастные пленки применяют при просвечивании ответственных изделий, а также легких металлов и деталей малой толщины. Выявляемость дефектов при радиографическом контроле зависит также от резкости изображения. Причинами нерезкости могут быть образование в эмульсионном слое пленки фотоэлектронов (внутренняя нерезкость), рассеяние излучения в материале изделия (особенно при просвечивании изделий большой толщины), смещение или колебания относительного расположения источника, изделия и детектора (устраняются жестким закреплением) и отличие реальной формы источника излучения от точечной (геометрическая нерезкость). Для уменьшения геометрической нерезкости применяют источники излучения с возможно меньшим размером фокусного пятна, максимально приближают пленку к контролируемому изделию и увеличивают фокусное расстояние (от источника излучения до пленки). Подготовка к просвечиванию при радиографии заключается в предварительном осмотре сварного соединения и очистке его от шлака, масла и других загрязнений. Наружные дефекты удаляют. Участки шва маркируют с помощью свинцовых знаков, либо помечают пленку или флуоресцентные экраны. На поверхность изделия вблизи контролируемого шва устанавливаются эталоны чувствительности, чаще всего - канавочный: пластинка с канавками переменной глубины и ширины. Время просвечивания определяется по номограммам экспозиции, которые обычно строят для каждого материала в зависимости от его толщины, энергии излучения (в частности, напряжения на аноде рентгеновской трубки), фокусного расстояния; типа применяемой пленки и усиливающих экранов. Метод переноса изображения применяется сравнительно редко: при контроле радиоактивных изделий и при ксерорадиографии. При радиографии радиоактивных изделий используют в качестве излучения нейтроны, а в качестве детектора - металлические активированные экраны, которые активируются в нейтронном потоке и не чувствительны к γ-излучению. Затем скрытое изображение переносят на радиографическую пленку, прикладывая ее к металлическому экрану. Ксерорадиография позволяет исключить применение радиографической пленки. При этом достигается повышение производительности контроля за счет исключения трудоемкой фотообработки, а также уменьшение затрат в связи с исключением расхода серебра, входящего в состав пленки. В качестве детектора при ксерорадиографии используют специальные ксерорадиографические пластины, состоящие из проводящей подложки (алюминия, латуни, стекла или бумаги с проводящим покрытием), на которую нанесено полупроводниковое покрытие (чаще всего селеновое). В качестве источника излучения в основном используют рентгеновские аппараты, реже - радиоизотопные источники тормозного или γ-излучения. При ксерорадиографии заряжают ксерорадиографическую пластину с помощью коронного разряда и помещают в светонепроницаемую кассету. В процессе просвечивания селен становится проводником, происходит утечка заряда. Чем больше интенсивность прошедшего излучения, тем меньше остаточный заряд. Затем на пластинку наносят красящее вещество. Краситель переносят на бумагу контактным, способом, закрепляют на ней ацетоном или другим растворителем. Время контроля по сравнению с обычной радиографией уменьшается в десятки раз. Одна ксерорадиографическая пластина может использоваться до 1000 раз. Радиоскопия основана на просвечивании контролируемых объектов ионизирующим излучением, преобразовании прошедшего излучения в светотеневое или электронное изображение с последующим усилением, передачей и анализом изображения на экране оптического устройства или телевизионного приемника. Применение телевизионных систем обеспечивает радиационную безопасность персонала, позволяет усиливать яркость и контрастность и изменять масштаб изображения. В качестве источника ионизирующего излучения при радиоскопии чаще применяют рентгеновские аппараты, реже линейные и циклические ускорители, а также радиоизотопные источники большой мощности. Перспективно применение нейтронного излучения, получаемого в ядерных реакторах или генераторах нейтронов. Радиоскопия позволяет рассмотреть внутреннюю структуру объекта непосредственно в момент просвечивания, при этом сохраняются достоинства радиографии: возможность определения типа, характера и формы дефекта. Малая инерционность преобразования радиационного изображения позволяет за короткое время исследовать объект под различными углами, что повышает вероятность выявления скрытых дефектов. Чувствительность радиоскопии ниже чувствительности радиографии, производительность - выше. В установках для радиоскопии может быть предусмотрена отметка и последующая радиография выявленных дефектных участков. Радиометрия основана на просвечивании изделия ионизирующим излучением и преобразовании плотности потока или спектрального состава прошедшего излучения в электрический сигнал. В качестве источника излучения применяют в основном радиоизотопы (γ-излучение), ускорители, реже — рентгеновские аппараты и источники нейтронов. В качестве детекторов используют ионизационные камеры, газоразрядные счетчики (пропорциональные и счетчики Гейгера), фиксирующие ионизацию или газовый разряд под действием ионизирующего излучения, а также сцинтилляционные счетчики, основанные на измерении с помощью электронных умножителей интенсивности световых вспышек в люминофорах. В отличие от радиографического и радиоскопического методов при радиометрии объект просвечивается узким пучком излучения. Если в просвечиваемом изделии будет дефект, то регистрационное устройство отметит изменение интенсивности излучения. Преимущества радиометрии: высокая чувствительность (выше, чем у радиографического метода), высокая производительность, возможность бесконтактного контроля качества движущегося изделия, что особенно удобно при поточном производстве (возможно осуществление обратной связи с технологическим процессом). Основной недостаток радиометрии: интегрирующие свойства - одновременная регистрация сигнала от дефекта и от изменения толщины изделия. Это затрудняет возможность определения формы, размеров и глубины залегания дефекта - иногда оказывается необходимым снимать или зачищать усиление сварного шва. Дальнейшим развитием радиографии является радиационная вычислительная томография. В отличие от обычной радиографии объект просвечивается большим количеством источников излучения, прошедшее излучение фиксируется большим количеством детекторов, изделие перемещается по определенной программе, результаты контроля запоминаются и анализируются, а затем на основе созданной модели внутренней структуры объекта формируется ее изображение на экране, т.е. обеспечивается наглядность, отсутствующая при обычной радиографии. С помощью радиационных методов контроля выявляются трещины, непровары, непропаи, включения, поры, подрезы и другие дефекты. Результаты контроля наглядны (кроме обычной радиометрии), поэтому по сравнению с другими методами неразрушающего контроля при радиационном контроле легче определить вид дефекта. Как правило, не требуется высокая чистота поверхности сварных швов и изделий, можно контролировать сравнительно большие толщины. К недостаткам радиационных методов необходимо прежде всего отнести вредность для человека, в связи с чем требуются специальные меры радиационной безопасности: экранирование, увеличение расстояния от источника излучения и ограничение времени пребывания оператора в опасной зоне. Кроме того, радиационными методами плохо выявляются несплошности малого раскрытия (трещины, непровары), расположенные под углом более 7... 12° к направлению просвечивания, метод малоэффективен для угловых швов. Позтому необходимы новые, более эффективные, средства и методы контроля качества сварных швов. В Научно-Инновационном Центре Ультразвуковых технологий Северо-западного государственного Технического Университета на постоянной основе ведутся научно-исследовательские, опытно-конструкторские и внедренческие работы по широкому спектру технологического ультразвука.  Рис. 5. Ультразвуковое оборудование, инструменты и обработанные изделия: а). Ультразвуковые колебательные системы, волноводы-концентраторы, инструменты и изделия, обработанные ультразвуком; б). Ультразвуковое оборудование; 1- ультразвуковой генератор УЗГ-200 со сварочным пистолетом; 2- ультразвуковой станок для обработки твёрдых, хрупких материалов; 3- ультразвуковой диспергатор; 4- ультразвуковая сварочная машина; 5- ультразвуковой генератор УЗДН-1 В нашем центре проведена очередная опытно-исследовательская работа по сварке полотна для натяжных потолков из материала сверхпрочный винил, толщиной 160 + 160 мкм и 340 + 340 мкм и сварке крепёжного канта по краю полотна. В настоящей работе предпринята попытка определения основных управляющих параметров, влияющих на качество процесса ультразвуковой сварки полотна и их значений. Технические требования, предъявляемые к изделию следующие: - сварной шов непрерывный без капель и облоя, - ширина сварного шва — 0,8-1,5мм, - прочность сварного шва не менее 150 кг на погонный метр сварного шва, - сварка по прямой и по радиусу R min 100 мм, - скорость сварки - не менее 3 м/мин, - без предварительной подготовки поверхностей для сварки, - без обработки шва после сварки, - в натянутом состоянии линия соединения двух полотен и крепёжного канта не должна быть заметна. Для проведения опытно-исследовательской работы в научно-исследовательском центре ультразвуковых технологий разработана и изготовлена ультразвуковая сварочная установка с широким диапазоном технологических параметров. Рис. 6, 7. Была разработана и изготовлена специальная пьезокерамическая колебательная система, состоящая из преобразователя, сменных концентраторов и сменных рабочих инструментов. Ультразвуковая сварочная установка состоит: 1-ультразвуковой генератор УЗГ-200 2-станина установки 3-колебательная система 4-опорно-подающий ролик Рис. 6. Ультразвуковая сварочная установка Ультразвуковой генератор мощность - 200 вт, рабочая частота — 22 кГц. Ультразвуковая колебательная система, состоящая из пьезокерамического преобразователя и десяти сменных концентраторов с различным коэффициентом усиления амплитуды колебаний, обеспечивающих амплитуду ультразвуковых колебаний в (мкм) 20; 30; 40;45; 50; 55; 60; 65; 70; 75  Рис. 7. Процесс ультразвуковой шовной сварки полотна. |