Отчет. ульяновский государственный технический университет
 Скачать 105.79 Kb. Скачать 105.79 Kb.
|

Диагностика, наладка, обслуживание электрического и электромеханического оборудования электроустановокнагрева сопротивлениемС 04.11.2020 г. по 06.11.2020 г. производилось обслуживание электрического и электромеханического оборудования электрической печи сопротивления. Перед проведением работ была изучена принципиальная электрическая схема печи (Рисунок 1). (Схему нужно начертить (например, в Компасе, либо вставить качественно сфотографированную схему из практических работ, либо вставить фотографию схемы, предоставленную на производстве) Произведено обслуживание коммутационных аппаратов и устройств управления. Осмотрены контактные детали. Выявлены повреждения в виде обгорания контактов. Повреждения устранены путем чистки и замены контактов. Устранены зазоры, ослабленные крепления, повреждений изоляционных частей. И так далее. Рекомендуется использовать учебную литературу. Например на странице 130 учебника Воробьев, В. А. Эксплуатация и ремонт электрооборудования и средств автоматизации : учебник и практикум для среднего профессионального образования описаны работы которые должны проводится при ремонте пусковых ящиков. Также в данном учебнике есть перечень работ при обслуживании электродвигателей. 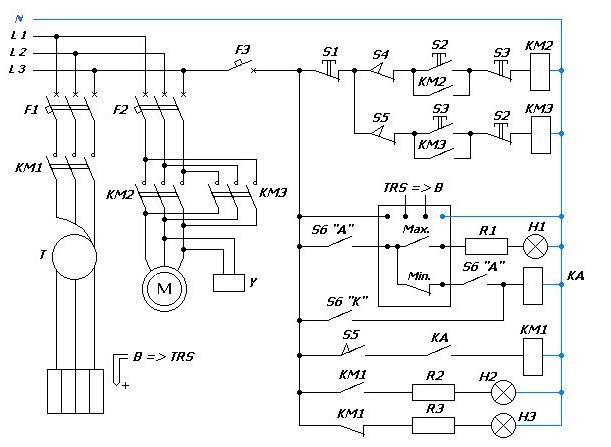 Рисунок 1 – Принципиальная электрическая схема ЭПС 1 Знакомство с конструкторской и производственно-технологической документацией на обслуживаемый узел, деталь или механизм-устройство Конструкция двигателя АИР 56А2У3 Производственно-технологическая характеристики двигателя АИР 56А2У3 Мощность 0.18 кВт Частота вращения 3000 об/мин Напряжение 380 либо 220/380 В Ток статора 0.96/0.55 А КПД 62 % Коэф. мощности 0.8 Mmax/Mн 2.2 Мп/Мн 2.2 Iп/Iн 5.5 Класс защиты, IP 55 Климатическое исполнение У3 Вес 4 кг 2 Обесточивание электрических цепей обслуживаемой электроустановки с размещением предупреждающих знаков. Принятие мер к недопущению подачи напряжения на обслуживаемую электроустановку В электроустановках напряжением до 1000 В при наличии в схеме предохранителей – их снимают. При отсутствии в схеме предохранителей предотвращение ошибочного включения коммутационных аппаратов обеспечивают такими мерами, как запирание рукояток или дверей шкафа, закрытие кнопок, установка между контактами коммутационных аппаратов изолирующих накладок и др Рисунок. Изолирующая накладка между контактами рубильника У коммутационных аппаратов с дистанционным управлением снимают оперативный ток. Перечисленные меры могут быть заменены расшиновкой или отсоединением кабеля, проводов от коммутационного аппарата либо от оборудования, на котором должны проводиться работы. Кроме того, должны быть вывешены соответствующие запрещающие плакаты Рисунок. Отключения в электроустановках до 1000 В 3 Демонтаж двигателя АИР 56А2У3 Демонтаж асинхронного двигателя АИР 56А2У3 Демонтаж двигателя следует проводить в следующей последовательности: извлечь шпонку и в случае наличия второго рабочего конца вала, шпонку; отвернуть болты крепления кожуха и снять кожух. вынуть кольцо упорное пружинное и снять вентилятор с помощью съемника; извлечь шпонку; отвернуть болты, крепящие подшипниковые щиты; отвернуть болты, крепящие крышки подшипниковые; снять крышку подшипниковую и подшипниковый щит; вынуть ротор вместе с подшипниками и крышками подшипниковыми и щитом подшипниковым; Необходимо следить за тем, чтобы не повредить лобовые части обмотки статора, поверхности ротора и деталей, установленных на ротор. отвернуть болты, крепящие крышки подшипниковые; снять с ротора крышку подшипниковую, щит подшипниковый, пружину гофрированную невинтовую; Необходимо следить за тем, чтобы не повредить под крышкой подшипниковой. вынуть кольцо упорное пружинное; снять подшипники, используя специальный съемник. Необходимо следить за тем, чтобы не повредить прокладки. Сборку двигателя необходимо проводить в обратной последовательности в соответствии со схемой. Для позиционирования внутренних подшипниковых крышек, при сборке подшипниковых узлов рекомендуется использовать монтажные шпильки. После окончания сборки необходимо проверить сопротивление изоляции обмоток статора и цепи терморезисторов относительно корпуса и между обмотками, а также легкость вращения ротора от руки. Разборку коробки выводов проводить в следующей последовательности. отвернуть винты крепления крышки коробки выводов и снять ее; отвернуть болты крепления прижимного фланца и снять его; извлечь из фланца уплотнение и шайбы; отвернуть болты крепления фланца и снять его; Необходимо следить за тем, чтобы не повредить прокладку. отвернуть элементы крепления кабельных наконечников на клемной панели. 4 Размещение на рабочем месте и при необходимости фиксирование двигателя АИР 56А2У3 Фундамент для установки двигателя должен быть ровным и не подверженным чрезмерной внешней вибрации (особенно на частотах кратных частоте питающей сети). Двигатели должны устанавливаться на фундаментах и других опорах при вибрации внешних источников с ускорением не более 10 м/с2 (двигатели с повышенным скольжением – не более 20 м/с2) частотой не более 55 Гц. Собственная частота фундамента с установленным двигателем не должна быть кратна частоте питающей сети. Крепежные болты двигателей должны быть туго затянуты и предохранены от саморазвинчивания во время работы. Фундамент и крепежные элементы двигателя должны быть стойкими к возможным усилиям при прямом пуске и при внезапном заклинивании механизма Потребителя. Металлические фундаменты должны быть покрыты антикоррозийной краской. Двигатели должны быть установлены таким образом, чтобы они были доступны для осмотра и замены, а также для технического обслуживания на месте установки. 5 Разборка двигателя АИР 56А2У3 1. Сначала, необходимо осуществить открутку винтов и снятие защитного кожуха вентилятора 2. После этого, на данном агрегате следует осуществить соответствующие пометки. 3. Далее, произвести снятие вентилятора, держащегося на двух или одном болтах. 4. Теперь, освободить заднюю и переднюю крышку от всех имеющихся болтов. 5. Для того, чтобы снять заднюю крышку, где происходит вращение вала в подшипнике, необходимо придерживаться определённых правил, поскольку, этот этап является наиболее трудоёмким. Если электродвигатель компактных, то данное действие можно произвести с помощью отвёртки, подковырнув ею крышку со всех сторон. 6. Если двигатель имеет средние размеры, то снятие крышки производиться с помощью молотка, т. е. нужно поочерёдно ударить им по крышке через металлический стержень, во избежании перекосов. Для того, чтобы крышка снималась легче, можно её нагреть. Пресс или винтовой съёмник понадобятся в случае спрессовки крышек электродвигателей, которые применяются в промышленности и обладают большей мощностью. 7. При наличии специальных отверстий под отжимные болты, крышку снимают, производя равномерное их выворачивание в отжимные отверстия, следя за тем, чтобы подшипниковые щиты не перекашивались. 8. После снятия задней крышки агрегата, аккуратно вытаскивается ротор из статора передней крышки. Разборка синхронных электродвигателей постоянного или переменного тока осуществляется без особого труда. Здесь нужно лишь правильно осуществить разборку корпуса, в котором установлен агрегат. 6 Очистка, протирка, продувка или промывка устройства, просушка двигателя АИР 56А2У3 Детали и узлы электродвигателей, особенно обмотки, очищают от пыли продувкой сжатым воздухом давлени¬ем не более 2 МН/м2 (2 атм.) от компрессора. Короткозамкнутый ротор, подшипниковые щиты, крышки подшипников, кожух и станину очищают от пы¬ли и грязи металлической щеткой или обтирочным ма¬териалом и продувают сжатым воздухом. Засохшую грязь удаляют деревянной лопаточкой. Пользоваться металлическими предметами (отвертками, ножами и др.) запрещается. Смазку с подшипниковых щитов и крышек подшипников удаляют промывкой в ванне с керосином или обтирочным материалом, смоченным в керосине. Для очистки подшипников от загрязненной смазки ротор в вертикальном положении опускают в ванну с ке¬росином таким образом, чтобы уровень керосина был не¬много выше подшипника, и волосяной щеткой и ветошью промывают подшипник. При промывке подшипников электродвигателей с фазным ротором следят, чтобы ке¬росин не попадал на обмотку. Не меняя вертикального положения, извлекают ротор, насухо вытирают подшип¬ник обтирочным материалом. Дефектация деталей электродвигателей После разборки и очистки проводят дефектациюдеталей и узлов электродвигателя для определения дета¬лей и узлов, подлежащих ремонту или замене. При дефектации может оказаться, что электродвигатель требу¬ет капитального ремонта или должен быть выбра¬кован. Учитывая, что в электродвигателях изнашиваются по¬верхности как основных, так и сопряженных с ними де¬талей, дефектацию сопряженных поверхностей проводят в паре. Основной характеристикой деталей и сопряжений при дефектации перед текущим ремонтом являются их раз¬меры. Нормальный размер — это размер деталей, изготовленных в соответствии с конструкторской доку¬ментацией и имеющих размеры в пределах допусков на изготовление. Например, если деталь имеет номинальный размер с допусками 45+0.015…+0.04 мм, то нормальными размерами указанной детали будут все размеры, находя¬щиеся в пределах допуска (от 45,004 до 45,015 мм). Допустимые при текущем ремонте раз¬меры — это предельные размеры деталей, которые можно оставлять для дальнейшей работы без ремонта; При этом гарантируется безаварийная работа де¬талей до следующего планового ремонта электро¬двигателя 7 Ремонт устройства с применением простейших приспособлений Частая причина неработоспособности двигателя АИР Конечно, дефект асинхронного электромотора, полученный в результате повреждения проводников обмотки статора — ситуация сложная. Здесь, как правило, требуется обязательная перемотка обмотки статора, то есть ремонт электродвигателя, который сложно выполнить своими руками в быту. В таких случаях ремонта электродвигателя, связанного с перемоткой обмоток статора, требуется не только специальное оборудование, но также опыт производства электромеханических ремонтных работ. Правда, если поставить перед собой цель, ремонт электродвигателя дома своими руками — задача вполне выполнимая. Инструмент на разборку и тестирование Однако здесь (в статье) речь пойдёт о распространённом, так сказать «лёгком» дефекте, который достаточно просто устраняется самостоятельным ремонтом электродвигателя с применением стандартного набора инструмента электрика: • отвёртка плоская, • отвертка четырехгранная, • плоскогубцы, • тестер электрический (стрелочный прибор), • молоток слесарный. Практика эксплуатации в быту маломощных асинхронных моторов показывает: распространённой причиной прекращения работы электромоторов становится КЗ (короткое замыкание) обмотки статора на корпус. Нередко владельцы «заболевшего» мотора долго не думают и попросту избавляются от проблемы путём закупки нового движка. Дефектный электромотор не пытаются даже исследовать должным образом, не говоря уже о попытках сделать ремонт электродвигателя. Ремонт электродвигателя: устранить КЗ своими руками Симптомы для ремонта КЗ на корпусе традиционны: при попытке запуска мотора срабатывает защитный автоматический выключатель. Сразу следует уточнить – если подобная ситуация имеет место, не нужно пытаться повторять пуск двигателя от раза к разу. Повторные действия могут действительно стать причиной пробоя изоляции обмотки статора по причине высоких пусковых токов. Тогда капитального ремонта электродвигателя точно не избежать. Если сработала защита, следует обесточить цепь питания, отключить питающий кабель от БРНО (коробки с клеммами). Прежде чем начинать выполнять ремонт электродвигателя, следует удостовериться лишний раз в наличии КЗ. Здесь поможет электрический тестер — прибор, традиционно применяемый электриками. Прежде всего, обмотки статора исследуются на целостность (отсутствие обрыва). Также выполняется проверка на межвитковое замыкание. Щупы прибора, включенного на измерение сопротивления в Омах, поочерёдно соединяют с парами клемм БРНО. Шкала измерительного прибора должна показывать сопротивление не менее десяти Ом (как правило, 10 — 15),. Однако точная величина сопротивления зависит от характеристики конкретного экземпляра мотора. На трёхфазном моторе при отсутствии межвиткового замыкания, значения сопротивления между всеми выводами обмотки должны быть одинаковыми. Если тест на сопротивление обмоток статора не показал существенной разницы между показаниями при замерах и не отметился нулевыми показаниями, движок на 90-95% можно считать рабочим. Во всяком случае, ремонт электродвигателя в виде перемотки обмоток статора явно исключается. Остаётся определить традиционно частую причину – короткое замыкание обмоток статора на корпус. В этом варианте исследований один щуп тестера соединяют с корпусом двигателя, обеспечив надёжный контакт, а вторым щупом поочерёдно трогают клеммы выводов статорных обмоток внутри БРНО. 8 Сборка устройства (Двигателя АИР 56А2У3) Порядок сборки асинхронного двигателя с короткозамкнутым ротором После ремонта отдельных частей двигателя необходимо произвести его сборку. Рассмотрим основные операции сборки асинхронных двигателей с короткозамкнутым ротором малой и средней мощности. 1. Нагревают шарикоподшипник и насаживают его на вал. При посадке подшипников качения на вал обычно предварительно нагревают его до 80–90 0С в масляной ванне, которая в общем случае состоит из резервуара, в который опускается корзина с решетчатым дном, и нагревательных элементов, уложенных в керамическую плиту. Для контроля температуры масла установки используется термометр. Корзина имеет откидную крышку, через которую в корзину кладут нагреваемые подшипники. Для уменьшения потерь тепла ванна имеет теплоизоляцию из асбеста. При подогревании подшипников в ванне следят за показаниями термометра, так как при температуре более 130 0С может воспламениться трансформаторное масло. Однако нагревание подшипников в масляной ванне имеет ряд недостатков: 1. масляные ванны имеют большие габариты; 2. требуется постоянный контроль за чистотой масла, чтобы подшипники не загрязнялись; 3. подшипники нагреваются долго и неравномерно; 4. этот способ пожароопасен. Рисунок 6 – Приспособление для индукционного нагрева подшипников при посадке на вал двигателя Метод индукционного нагревания подшипников качения не имеет таких недостатков. Аппарат индукционного нагрева (рисунок 6) состоит из плиты 1 и кольцеподобного разъемного сердечника 3, набранного из листов трансформаторной стали. Один сектор сердечника закреплен на латунном шарнире 4 и откидывается при установке подшипника 2 для нагревания в аппарате. Сердечник аппарата можно изготовить, использовав сердечники поврежденных трансформаторов тока. На нижнюю часть сердечника намотана первичная обмотка 6 с отпайками на 100, 150 и 200 витков. Концы обмотки выведены к зажимам 5. Вторичной обмоткой аппарата служат кольца подшипника. Питание на первичную обмотку подается от стандартного переносного трансформатора напряжением 380–220/36–12 В и мощностью 250 Вт. При прохождении по первичной обмотке ток индуцируется в кольцах подшипника и нагревает их до 80–90 0С. Температуру определяют термометром или термосвечой. В аппарате нагревают подшипники нескольких размеров в зависимости от размеров сердечника и мощности трансформатора. Нагрев подшипников индукционным методом происходит примерно в 3 раза быстрее, чем в масляной ванне. Нагретый подшипник насаживают на вал 1 электрической машины вручную с помощью надставки, которая состоит из сферической заглушки 4, надетой на отрезок трубы 3, диаметр которой равен диаметру средней части кольца подшипника 2. Участок вала, на который насаживается подшипник, тщательно зачищают от заусенцев, а потом промывают и вытирают насухо. Рисунок 7 – Насадка подшипников качения: а – на вал; б – на вал и в расточку подшипникового щита Насадку подшипника на вал и в расточку подшипникового щита (рисунок 7, б) осуществляют с помощью надставки и металлической шайбы 5. Поверхность расточки щита предварительно обрабатывают так же, как место насадки подшипника на вал. При механизированной насадке подшипников используют универсальный пневмогидравлический пресс, который позволяет повысить производительность труда почти в 4 раза. 2. Вводят ротор в расточку статора руками или с помощью приспособления. 3. Закладывают в подшипники консистентную смазку. 4. Устанавливают на подшипники подшипниковые щиты. 5. Вводят в замок станины буртик подшипникового щита со стороны роликоподшипника и закручивают болты, не затягивая их до отказа. Подшипниковые щиты должны с достаточным натягом садиться на центрирующие заточки статора. Для осуществления насадки допускаются легкие удары молотком из мягкого материала (дерево, пластмасса, медь) по окружности щита. Однако здесь нужна осторожность, чтобы не разбить щит. 6. Затягивают болты, проверяя легкость вращения ротора от руки. Тугое вращение ротора указывает на перекос подшипников или подшипниковых щитов, на трение ротора о статор, вентилятора о корпус или на наличие посторонних предметов в машине. |