строительные мтериалы. Технология конструкционных материалов Вариант 1-8. Вариант 1 Задачи
 Скачать 1.03 Mb. Скачать 1.03 Mb.
|

|
Вариант 1 Задачи 1. Определить количество феррита и перлита в железоуглеродистом сплаве, содержащем 0,8% углерода. Пользуясь диаграммой состояния «железо-цементит», описать поведение сплава при охлаждении. Диаграмма состояния железоуглеродистых сплавов с обозначением линии заданного состава представлена на рисунке 1.
Рассмотрим кристаллизацию сплава с концентрацией углерода в железе 0,8%. Проведем вертикальную линию фигуративных точек, характеризующую разрез диаграммы для этого сплава. Начиная с жидкой фазы, обозначим все точки пересечений линий фигуративных точек с характерными линиями диаграммы (точки 1-3) и последовательно рассмотрим все фазовые и структурные превращения этой стали в зависимости от температуры. Выше точки 1 сталь находиться в жидком состоянии и компоненты неограниченно растворяются друг в друге. При этой температуре существует только одна фаза – жидкий раствор. В точке 1 начинается кристаллизация аустенита (твердый раствор внедрения углерода в γ-железе). От точки 1 до 2 в системе существует две фазы – жидкая и твердая аустенит. При уменьшении температуры от точки 1 до точки 2 количество жидкой фазы уменьшается, а количество твердой фазы вырастает. В точке 2 кристаллизация заканчивается и в системе остается только одна фаза – аустенит, которая без каких – либо превращений остывает до точки 3. В точке 3, лежащей на линии эвтектоидных реакций, происходит эвтектоидное превращение. В результате эвтектоидного превращения образуется структурная составляющая стали – перлит (механическая смесь феррита и цементита, содержащая 0,8% углерода. Перлит образуется при перекристаллизации (распаде) аустенита при температуре 727°С. Ниже точки 3 структура данной стали формируется полностью и представляет собой зерна перлита (т.е. структура на 100% представлена перлитом). Данный сплав называется эвтектоидной сталью, микроструктура которой представлена на рисунке 2.
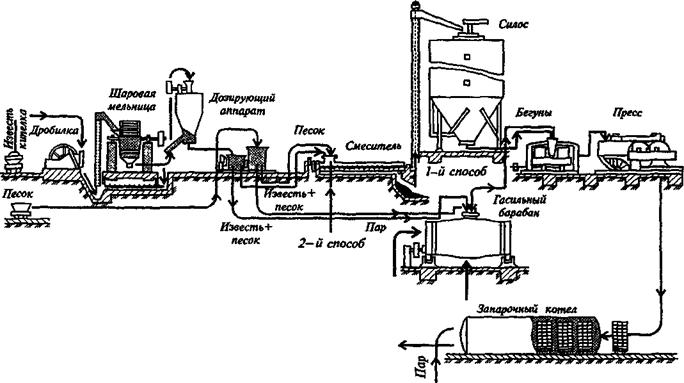
2. При стандартных испытаниях двух видов нефтяных битумов получены следующие результаты: глубина проникновения – 7 и 1,5 мм, растяжимость – 55 и 3 см, температура размягчения – 50 и 92°С. Определить марки битумов по действующим стандартам. По таблице физико-механических свойств битума определяем: марка первого битума БНД-60/90 (битум дорожный улучшенный), для которого температура размягчения не ниже 47ºС, растяжимость при 25ºС не менее 50 см, глубина проникновения иглы – 61…90 мм (при стандартных испытаниях данная величина определяется в десятых долях миллиметра); марка второго битума БН 90/10 (битум строительный), для которого температура размягчения не ниже 90ºС, растяжимость при 25ºС не менее 1 см, глубина проникновения иглы – 5…20 мм. Вопросы 1. Силикатный кирпич: сырье, основы производства, свойства и область применения. Силикатный кирпич – искусственный камневидный материал, получаемый путем прессования увлажненной смеси кварцевого песка и извести с последующим запариванием в автоклаве. В качестве сырья используют: кварцевый песок (92…94% от массы сухой смеси) и известь (6…8%), считая на активную CaO. Перед прессованием в изделия известково-песчаную смесь увлажняют до 7…9% по массе. Схема производства силикатного кирпича силосным способом показана на рисунке 3. Комовую известь-кипелку, поступающую из печи для обжига извести, сортируют, чтобы удалить недожог и пережог, затем дробят и размалывают в тонкий порошок. При этом воздушным сепаратором отделяются наиболее тонкие частицы. Повышение тонкости помола извести также сокращает ее расход. Гашение извести в смеси с песком происходит в силосах в течение 8…9 часов. При помощи дозирующего аппарата песок дозируют по объему, а известь – по весу, а затем засыпают через герметически закрывающийся люк в гасильный барабан. После загрузки барабан вращают, впускают пар и гасят известь под давлением 0,3…0,5 МПа. Перед прессованием известково-песчаную смесь перемешивают в лопастной мешалке или на бегунах и дополнительно увлажняют (до 7%). Прессуют кирпич на прессах под давлением до 150…200 кг/см2. Применяемые на заводах прессы имеют периодически вращающийся стол с устроенными в нем формами. Прессование производится снизу вверх при помощи рычажного механизма. Спрессованный кирпич – сырец получает высокую плотность, что способствует более полному прохождению реакции между известью и кварцевым песком. Отформованные кирпичи снимают со стола пресса, осторожно укладывают на вагонетки и отправляют в автоклавы для твердения.
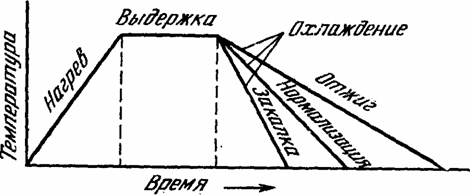
Прочность силикатного кирпича продолжает повышаться и после запаривания его в автоклаве. Это объясняется тем, что часть извести, не вступившей в химическое взаимодействие с кремнеземом, реагирует с углекислотой воздуха, т.е. происходит карбонизация. Прочность, водостойкость и морозостойкость силикатного кирпича увеличиваются также при его высыхании. Силикатный кирпич изготовляют как сплошным, так и пустотелым. В зависимости от прочности на сжатие и изгиб силикатный кирпич делят на марки 75, 100,125, 200, 250. Средняя плотность до 1800…1900 кг/м3, теплопроводность 0,81…0,87 Вт/м·К. По теплотехническим показателям силикатный кирпич подразделяют на эффективный с плотностью не более 1400 кг/м3 и теплопроводностью до 0,46 Вт/м·К, условно эффективный соответственно 1401…1650 кг/м3 и до 0,58 Вт/м·К и обыкновенный с плотностью свыше 1650 кг/м3 и теплопроводностью до 0,7 Вт/м·К. Водопоглощение кирпича должно быть не более 165 по массе, а морозостойкость – обусловлена марками: F50, 35, 25 и 15. По сравнению с глиняным кирпичом силикатный имеет пониженную стойкость против воздействия некоторых агрессивных сред, следовательно не следует его использовать для кладки фундаментов, особенно в условиях высокого уровня грунтовых вод. Нельзя применять силикатный кирпич в изделиях и конструкциях, подверженных длительному воздействию температур свыше 500°С(печи, дымовые трубы). Существуют различные разновидности силикатного кирпича, каждый вид предназначен для определенной сферы применения. Различают рядовой кирпич, применяемый для кладки стен (несущей или перегородки) и лицевой, который актуален при отделке внешней части фасада помещения. 2. Основные виды термической обработки сталей. Термической обработкой называют технологические процессы теплового воздействия, состоящие из нагрева, выдержки и охлаждения металлических изделий по определенным режимам с целью изменения структуры и свойств сплава. В результате термической обработки изменяется структура материала, а, следовательно, и его физико-механические свойства. Детали и заготовки после некоторых технологических процессов (литье, обработка давлением) приобретают отрицательные свойства – становятся слишком мягкими, слишком твердыми или чрезмерно хрупкими. В этом случае прибегают к термической обработке, с помощью которой придают изделию или заготовке необходимые физико-механические свойства. Термическую обработку применяют как окончательную для получения заданных механических, физических, эксплуатационных свойств деталей машин, а также промежуточную (предварительную) с целью улучшения технологических свойств (обрабатываемости режущими инструментами, обрабатываемости давлением и др.). Любой процесс термической обработки может быть описан графиком в координатах температура-время (рисунок 4).
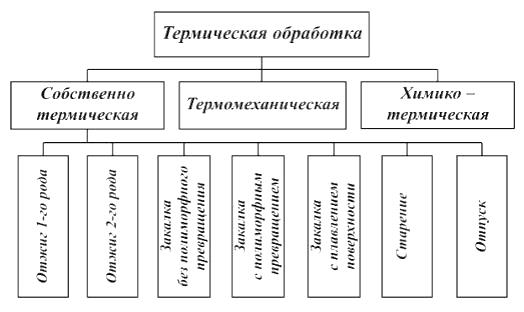
Параметрами процесса термической обработки являются: максимальная температура нагрева, время выдержки при температуре нагрева, скорость нагрева, скорость охлаждения. По такому графику можно определить температуру нагревания, время нагревания и охлаждения, средние и истинные скорости нагревания и охлаждения, время выдержки при температуре нагревания и общую продолжительность производственного цикла. По форме графика термической обработки ничего нельзя сказать о том, с каким видом термообработки мы имеем дело. Вид термообработки определяется не характером изменения температуры во времени, а типом фазовых и структурных изменений в металле. Термическая обработка делится на собственно термическую, термомеханическую и химико-термическую. Виды термической обработки представлены на рисунке 5. Любой процесс термической обработки может быть описан графиком в координатах температура-время (рисунок 1). Параметрами процесса термической обработки являются: максимальная температура нагрева, время выдержки при температуре нагрева, скорость нагрева, скорость охлаждения.
На практике обычно подсчитывают среднюю скорость нагрева или охлаждения. Она равна максимальной температуре нагрева, поделенной на время нагрева или охлаждения. По такому графику можно определить температуру нагревания, время нагревания и охлаждения, средние и истинные скорости нагревания и охлаждения, время выдержки при температуре нагревания и общую продолжительность производственного цикла. По форме графика термической обработки ничего нельзя сказать о том, с каким видом термообработки мы имеем дело. Вид термообработки определяется не характером изменения температуры во времени, а типом фазовых и структурных изменений в металле. Термическая обработка делится на собственно термическую, термомеханическую и химико-термическую. Виды термической обработки представлены на рисунке 5.
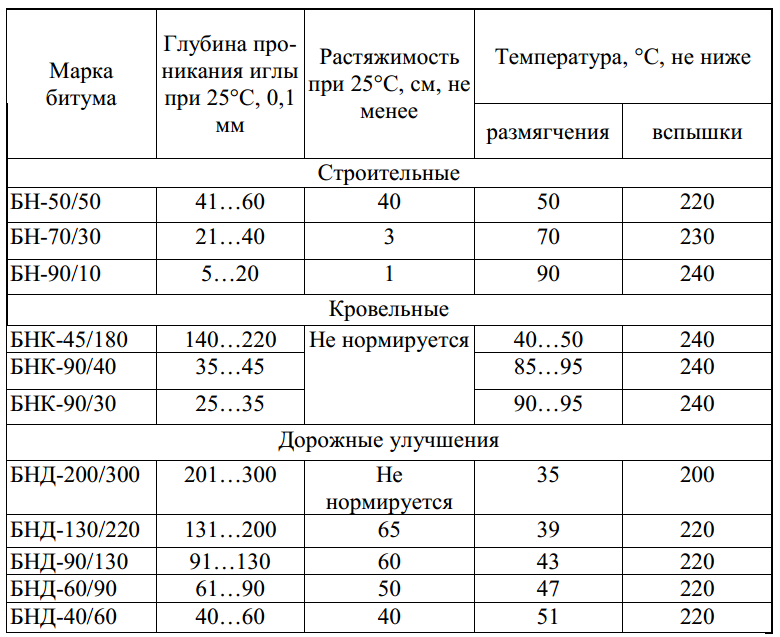
Отжиг, вид термической обработки материалов, заключающийся в нагреве до определенной температуры, выдержке и последующем, обычно медленном, охлаждении вместе с печью. При отжиге первого рода не происходит структурных изменений, связанных с фазовыми превращениями. Цель гомогенизирующего отжига – устранение химической, а иногда и фазовой неоднородности. Литье, обработка давлением, сварка и др. технологические процессы вызывают отклонения от равновесного состояния, химический состав оказывается неоднородным, может появляться химическое соединение, охрупчивающее сталь. Отжиг частично или полностью устраняет эти отклонения за счет растворения неравновесных фазы, в результате чего сплав становится более гомогенным (однородным). Выравнивание химического состава происходит благодаря диффузионным процессам, скорость которых зависит от температуры. После такого отжига повышаются пластичность и стойкость против коррозии. Рекристаллизационный отжиг применяют после холодной пластической деформации (холодной обработки давлением) для снятия наклепа (упрочнение металла с одновременным снижением пластичности, появляющееся в результате такой обработки) и получения равновесного состояния сплава. Для снятия эффекта упрочнения металл нагревают до температур выше начала кристаллизации, выдерживают и затем медленно охлаждают. В результате рекристаллизации в деформированном металле вместо старых деформированных зерен вырастают новые зерна и деформированная структура полностью исчезает. При этом восстанавливаются первоначальная структура, свойства сплава, пластичность и снимаются напряжения. Отжиг для снятия напряжений, возникающих при ковке, сварке, литье, которые могут вызвать искажение формы и размеров изделия во время его обработки, эксплуатации или хранения на складе называется нормализация. Нормализация отличается от отжига тем, что охлаждение изделия осуществляется на воздухе, следовательно, быстрее, чем при отжиге. Структура стали получается более мелкозернистая, поэтому механические свойства – твердость и прочность – будут выше. Нормализация в сравнении с отжигом более экономична, потому что не требует охлаждения вместе с печью. Поэтому стали подвергают, как правило, не отжигу, а нормализации. Отжиг второго рода – изменение структуры при тепловом воздействии с целью получения равновесных структур сплава. Во время его проведения в материале происходит полиморфное или другое фазовое превращение, связанное с заменой данной фазы другой (фазовая перекристаллизация). Поэтому для изменения состава материал отжигают при температуре, превышающей температуру фазового превращения. Так как фазовая перекристаллизация осуществляется путем зарождения и роста центров новой фазы, то меняя скорость нагрева и охлаждения, а также температуру перегрева (выше температуры полиморфного превращения), можно управлять величиной кристаллов. Повышение скорости нагрева и охлаждения увеличивает число центров и измельчает зерно, перегрев укрупняет зерно. При перекристаллизационном отжиге нагрев и последующее охлаждение может вызвать как частичную, так и полную замену исходной структуры. Полная перекристаллизация позволяет кардинально изменить строение сплава, уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т.е. полностью изменить структуру и свойства материала. При неполном отжиге структурные превращения происходят не полностью, с частичным сохранением исходной фазы. Закалка – вид термической обработки материалов, заключающийся в их нагреве выше критической температуры (температуры изменения типа кристаллической решетки, т.е. полиморфного превращения, либо температуры, при которой в матрице растворяются фазы), с последующим быстрым охлаждением. При закалке в качестве охлаждающей среды чаще всего используют воду, иногда с добавками солей, щелочей. Различают закалку без полиморфных и с полиморфными превращениями. Первая применима к любым сплавам, в которых одна фаза частично или полностью растворяется в другой. Скорость охлаждения должна быть настолько большой, чтобы избыточная фаза не успела выделиться. Закалка с полиморфным превращением применима к любым металлам и сплавам, в которых при охлаждении перестраивается кристаллическая решетка. Нагрев производят до температуры выше критической точки, чтобы образовалась высокотемпературная фаза. При закалке с полиморфным превращением образуется мартенсит (пересыщенный, переохлажденный твердый раствор углерода в α-Fe.), и поэтому такую термообработку называют закалкой на мартенсит. Закалка не является окончательной операцией термической обработки, Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки обязательно подвергается отпуску. Отпуск – вид термической обработки, состоящий в нагреве закаленной стали определенной температуры, выдержке и охлаждении в воде или на воздухе. В зависимости от требований, предъявляемых к изделиям, их подвергают отпуску при различных температурах. Низкий отпуск (200…250°С) проводится с целью чуть-чуть снизить остаточные напряжения без существенного снижения твердости. Средний отпуск (400…450°С) проводят с целью более полно снять напряжения и повысить ударную вязкость за счет более значительного снижения твердости. Высокий отпуск (550…650°С) проводят обычно для деталей из легированных сталей с целью получить хорошее сочетание прочности и ударной вязкости. Термическую обработку, состоящую из закалки с высоким отпуском, называют улучшением, а стали подвергаемые такой обработке улучшаемыми сталями. 3. Влияние влаги на свойства древесины. Величина влажности древесины определяется по количеству воды, содержащейся в ней в процентах от ее веса в абсолютно сухом состоянии. Влага, заполняющая в древесине пустоты, называется свободной или капиллярной. Влага, пропитывающая оболочку клеток, может попадать в древесину за счет поглощения паров воздуха и называется гигроскопической или связанной. Предельное количество свободной влаги в древесине определяется объемом в ней пустот и зависит от ее породы. Максимальное количество в древесине гигроскопической влаги составляет при температуре 20°С около 30% и мало зависит от ее породы. Если в древесине имеется только гигроскопическая влага, а полости клеток заполнены воздухом, то такое состояние будет соответствовать точке насыщения клеточных оболочек (для данной влажности и температуры воздуха), являющейся пределом гигроскопичности древесины. Влажность древесины в значительной степени оказывает свое влияние на ее физико-механические свойства. Истинная плотность древесины изменяется незначительно, т.к. древесина всех деревьев состоит в основном из одного и того же вещества – целлюлозы. С увеличением влажности плотность древесины возрастает. Свежесрубленная древесина значительно тяжелее древесины воздушно-сухой, имеющей влажность 15%. Гигроскопическая вода, покрывая поверхность мельчайших элементов в стенках клеток водными оболочками, увеличивает и раздвигает их. При этом, объем и масса древесины увеличивается, а прочность снижается. Свободная вода в полостях клеток, существенно не изменяет расстояния между элементами древесины и поэтому не влияет на ее прочность и объем, увеличивая лишь массу, теплопроводность и теплоемкость. Изменение влажности древесины от нуля до предела гигроскопической влажности вызывает изменение ее линейных размеров и объема – усушку или разбухание, величина которых зависит от количества испарившейся или поглощенной ею влаги и направления волокон. Вдоль волокон линейная усушка для большинства древесных пород не превышает 0,1%, в радиальном направлении – 3…6%, а в тангенциальном – 7…12%. Разница в усушке древесины в тангенциальном и радиальном направлениях и неравномерность высыхания сопровождается возникновением внутренних напряжений в древесине, что может вызвать ее коробление и растрескивание. 4. Основные технические свойства битумов. Битумы относятся к наиболее распространенным органическим вяжущим веществам. Элементарный состав битумов колеблется в пределах, %: углерода70…80, водорода 10…15, серы 2…9, кислорода 1…5, азота 0…2. эти элементы находятся в битуме в виде углеводородов и их соединений с серой, кислородом и азотом. Для органических веществ характерны гидрофобность, атмосферостойкость, растворимость в органических растворителях, повышенная деформативность, способность размягчаться при нагревании вплоть до полного расплавления. Эти свойства обусловили применение органических вяжущих для производства кровельных, гидроизоляционных и антикоррозионных материалов, а также их широкое распространение в гидротехническом и дорожном строительстве. Плотность битумов в зависимости от группового состава 0,8…1,3 г/см3; теплопроводность 0,5…0,6 Вт/м·°С; теплоемкость 1,8…1,97 кДж/кг·°С; температурный коэффициент объемного расширения при 25°С от 5·10-4 до 8·10-4 °С-1; устойчивость при нагревании характеризуется: потерей массы при нагревании пробы битума при 160°С в течении 5 ч (не более 1%) и температурой вспышки (230…240°С в зависимости от марки); водостойкость характеризуется содержанием водорастворимых соединений (в битуме не более 0,2…0,3% по массе); электроизоляционные свойства используют при устройстве изоляции электрокабелей. Физико-химические свойства. Старение – процесс медленного изменения состава и свойств битума, сопровождающийся повышением хрупкости и снижением гидрофобности. Ускоряется под действием солнечного света и кислорода воздуха вследствие возрастания количества твердых хрупких составляющих за счет уменьшения содержания смолистых веществ и масел. Реологические свойства битума зависят от группового состава и строения. Жидкие битумы со структурой типа золь ведут себя как жидкости, течение которых подчиняется закону Ньютона. Твердые битумы со структурой типа гель, относятся к вязкоупругим материалам, так как при приложении к ним нагрузки одновременно возникает упругая (обратимая) и пластическая (необратимая) составляющие деформации. Для описания процесса деформирования вязкоупругих тел используют реологическую модель Максвелла и др. Физико-механические свойства. Марку битума определяют твердостью, температурой размягчения и растяжимостью твердость находят по глубине проникания в битум иглы (в десятых долях миллиметра). Температуру размягчения определяют на приборе с условным названием «Кольцо и шар», помещаемом в сосуд с водой; она соответствует той температуре нагреваемой воды, при которой металлический шарик под действием собственной массы проходит через кольцо, заполненное битумом. Растяжимость характеризуется абсолютным удлинением (см) образца битума (в виде восьмерки) при температуре 25С, определяемым на приборе – дуктилометре. Марку битума определяют в зависимости от назначения. По назначению различают битумы строительные, кровельные и дорожные. Основные требования, предъявляемые к строительным и кровельным битумам, приведены в таблице 1. Таблица 1. Свойства битумов
5. Какие три основные категории качества различают у углеродистых сталей? Что такое качество стали? Чем оно определяется. Как маркируются стали каждой категории? Углеродистыми сталями называют стали, в которых свойства зависят только от содержания углерода. По качеству, то есть по способу производства и содержанию вредных примесей (серы и фосфора), углеродистые стали делятся на три группы, представленные в таблице 2. Таблица 2. Классификация сталей по качеству
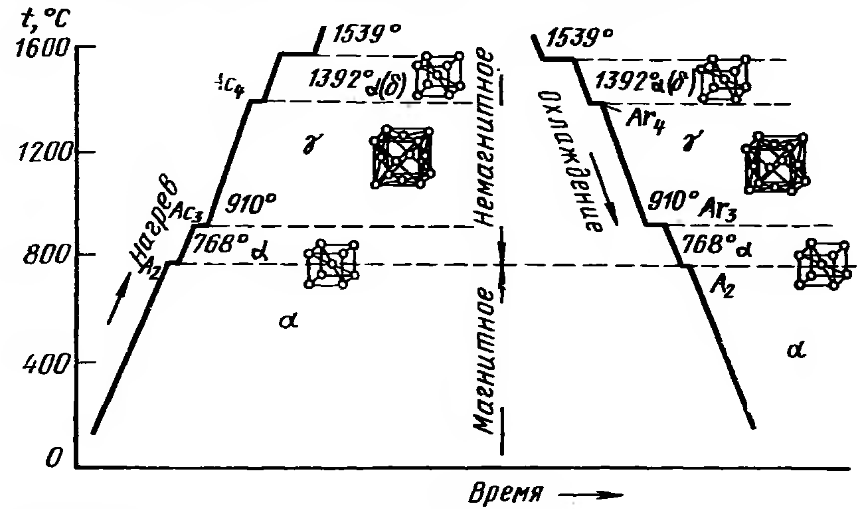
Конструкционные углеродистые стали обыкновенного качества обозначают буквами Ст (индекс данной группы стали) и цифрами от 0 до 6 (это условный номер марки стали). С увеличением номера марки возрастает прочность и снижается пластичность стали. В зависимости от назначения и гарантируемых свойств существует три группы сталей: А, Б и В. Для сталей группы А при поставке гарантируются механические свойства, в обозначении индекс группы А не указывается. Для сталей группы Б гарантируется химический состав. Для сталей группы В при поставке гарантируются и механические свойства, и химический состав. Индексы кп, пс, сп указывают степень раскисленности стали: кп – кипящая, пс – полуспокойная, сп – спокойная. Между индексом и номером марки может стоять буква Г, что означает повышенное содержание марганца (массовая доля в стали 0,80 % и более). В зависимости от нормируемых показателей сталь каждой группы делится на категории. Номер категории обозначается второй арабской цифрой (от 1 до 6). Сталь 1-ой категории цифрой не обозначается. Чем выше категория, тем больше нормируемых параметров. Тире между цифрами указывает, что заказчик не предъявлял требований к степени раскисления стали. Примеры маркировки: Ст2сп, БСт3Гпс, ВСт3кп. Углеродистые качественные стали характеризуются более низким содержанием вредных примесей и неметаллических включений, чем стали обыкновенного качества. Такие стали маркируются двухзначными числами 05, 08, 10, 15, 20 ...85, обозначающими среднее содержание углерода в сотых долях процента. Спокойные углеродистые качественные стали маркируются без индекса, полуспокойные и кипящие с добавлением соответственно «пс» и «кп». Например, сталь 20кп. Высококачественные стали маркируются аналогично качественным, но в конце марки ставится буква А. 6. Опишите явление полиморфизма в применении к железу. Многие металлы в зависимости от температуры могут существовать в разных кристаллических формах или, другими словами, в разных полиморфных модификациях. В результате полиморфного превращения атомы кристаллического тела, имеющие решетку одного типа, перестраиваются таким образом, что образуется кристаллическая решетка другого типа. Способность некоторых металлов существовать в различных кристаллических формах в зависимости от внешних условий (давление, температура) называется аллотропией или полиморфизмом. Железо – металл серебристо-белого цвета, который обладает свойствами аллотропии, т.е. способностью одного и того же химического элемента при различной температуре иметь разную кристаллическую структуру. Аллотропические превращения сопровождаются выделением или поглощением теплоты. От комнатной температуры до 910°С железо существует в α-модификации. Горизонтальный участок на кривой нагревания при температуре 768°С связан с потерей данной модификацией ферромагнитных свойств. При температуре 910°С происходит полиморфное превращение α-Fe в γ-Fe. В интервале температур 910…1392°С стабильна γ-модификация Fe. Выше 1392°С происходит перестройка в δ-железо, имеющее объемно центрированную кубическую решетку. Температура плавления железа 1539°C (рисунок 6).
Список использованных источников Бутт И.В., Сычев М.М., Тимашев В.В. Химическая технология вяжущих материалов. – М.: Высшая школа, 1980. – 526с. Волженский А.В. Минеральные вяжущие вещества. - М.: Стройиздат, 1986. – 463с. Микульский В.Г., Горчаков Г.И., Козлов В.В. Строительные материалы: Учебник/ Под ред. В.Г. Микульского. – М.: Издательство АСВ. 1996. Горчаков Г.И., Баженов Ю.М. Строительные материалы. – М.: Стройиздат. 1986. Солнцев Ю.П. Материаловедение / Ю.П. Солнцев, С.А. Вологжанина, А.Ф. Иголкин. – 8-е изд., стер. – М.: Издательский центр «Академия», 2013. – 496 с. Арзамасов Б.Н. Материаловедение / Б.Н. Арзамасов, В.И. Макаров, Г.Г. Мухин – 8-е изд., стереотип. – М.: Изд-во МГТУ им. Н. Э. Баумана, 2008. – 648 с. |