|
|
Вик. Вик 01 технологическая карта визуального и измерительного контроля
ВИК - 01
|
ТЕХНОЛОГИЧЕСКАЯ КАРТА
ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ
|
Начальник ЛТД и НК
_________ФИО
|
ООО «Рога и копыта»
|
Составил
__________Пунченко Глеб Сергеевич
|
|
|
Данные об изделии
|
Приемка под контроль
|
Заказчик
|
Заказчик
|
Труба электросварная гост 10704-91 ст3сп
Сертификат соответствия №0340007
Сертификат сварщика №…
Состояние шва: видимых дефектов нет.
|
Адрес
|
Адрес
|
Заказ №
|
Номер заказа
|
Наименование
|
Электросварная труба
|
Заводской №
|
Заводской номер
|
Чертеж:
|
Номер чертежа
|
Материал
|
Ст3сп
|
Термообработка
|
Нормализация
|
Способ сварки
|
Дуговая сварка в защитном газе плавящимся электродом
|
Оборудование
|
УШС-3, штангенциркуль ЩЦ-1–150–0,1, набор радиусных шаблонов, лупа измерительная ЛИ 3-10х, приспособление для измерения глубины подрезов ИЧ-10
|
Поверка
|
ООО "АЗ-И"
|
Условия контроля
|
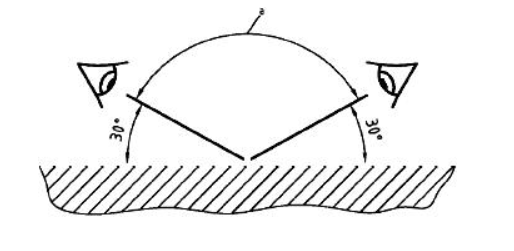
Подлежащая контролю поверхность должна рассматриваться под углом более 30° к плоскости объекта контроля и с расстояния до 600 мм
|
Процедура контроля
|
Методика контроля
|
ГОСТ 3242-79
|
Форма и размеры шва
|
Оценка качества
|
ISO 10675-1
|
При визуальном контроле не допускаются: несоответствие формы шва требованиям ПТД и чертежей. Размеры выпуклости сварного шва, а также величина перелома осей соединяемых деталей не должны превышать значений, указанных в НТД и чертежах. Если величина выпуклости не препятствует проведению физических методов контроля, то по согласованию с разработчиком технологии сварки разрешается увеличивать допустимую величину выпуклости в большую сторону.
|
Уровень качества
|
ISO 5817-2009
|
Область расположения глаз по ISO 17637
|
|
|
Корень и поверхность сварного соединения
|
В сварных соединениях не допускаются следующие внутренние дефекты: трещины всех видов и направлений, в том числе микротрещины, выявленные при микроисследовании; свищи; непровары (несплавления), расположенные в сечении сварного соединения;поры, шлаковые и вольфрамовые включения, выявленные радиографическим методом, выходящие за пределы норм, установленных допустимым классом дефектности сварного соединения.
|
ОЦЕНКА КАЧЕСТВА по ISO 10675-1
|
Уровень качества согласно ISO 5817-2009
|
Поверхностные поры
(2017)
|
Незаваренный кратер
(2025)
|
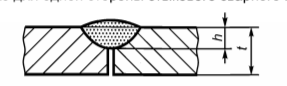
Непровар в корне шва
(4021)
|
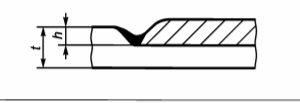
Подрез прерывистый
и непрерывистый (5012, 5011)
|
Подрез корня шва (5013)
|
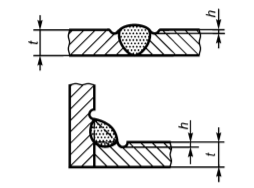
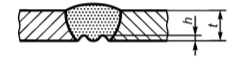
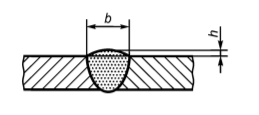
Превышение выпуклости стыкового шва (502)
|
В
|
не допускаются
|
не допускается
|
не допускаются
|
h≤0,05t
|
h≤0,05t
|
h≤1 мм+0,1b
|

|
|
|
|
|
|
Обозначения:
t-толщина изделия;
h-максимальная глубина;
b-ширина валика усиления.
|
|
|
 Скачать 137.41 Kb.
Скачать 137.41 Kb.