Балочная конструкция. Введение теоретические основы и технические характеристики сварной
 Скачать 84.11 Kb. Скачать 84.11 Kb.
|

|
СОДЕРЖАНИЕ
ВВЕДЕНИЕ На сегодняшний день сварочное производство занимает своё значительное место в машиностроении, строительстве и прочих трудовых сферах, которые включают в себя огромный объём работ и производство массивных конструкций. Благодаря сварочному производству, стало возможным существенное облегчение деталей. Сварка является технологическим процессом, широко применяемым практически во всех отраслях народного хозяйства. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ. Основным видом сварки является дуговая сварка. Сварка экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. Сварные конструкции характеризуются многими показателями и характеристиками, которые дают представление об их технических, эксплуатационных и экономических достоинствах и недостатках. Развитие машиностроительной отрасли предусматривает постоянное увеличение объема производства сварных конструкций, значительную часть которых составляют сварные балочные конструкции. В современных условиях к технологическим и эксплуатационным характеристикам балочных конструкций предъявляются высокие требования, поэтому производство этих изделий должно осуществляться с использованием наиболее передовых и эффективных технологий. В том числе, должны применяться современные технологии сварки, позволяющие обеспечить надежное и прочное соединение деталей из стали различных марок. Сварка является одним из основных технологических процессов в машиностроении и строительстве. Основным видом сварки является дуговая сварка. Изготовление конструкций различного назначения с помощью сварки получает все большее распространение во всех промышленно развитых странах. Экономичность изготовления сварных конструкций является основополагающим фактором, обеспечивающим их приоритетное применение по сравнению с литыми, коваными и штампованными конструкциями. Металлоконструкции занимают значительную долю в строительстве зданий и сооружений. Они показали свою эффективность и практичность. Сварные металлоконструкции широко применяются при сооружении объектов любого назначения, они отличаются друг от друга размерами, конфигурацией, принципами действия, способом изготовления. Рост технического прогресса введения в эксплуатацию сложного сварочного оборудования, автоматических линий, сварочных роботов, повышает требования к производству сварных конструкций. Сварка экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Надежность и долговечность металлических конструкций во многом зависят от свойств материала. К наиболее важным свойствам для работы конструкций являются механические свойства: прочность, упругость, пластичность, склонность к хрупкому разрушению, ползучесть, твердость, а также свариваемость, коррозионная стойкость, склонность к старению и технологичность. Широкое применение сварки определяется возможностью создания наиболее целесообразных, эффективных в эксплуатации и одновременно технологичных, удобных в изготовлении конструкций. По сравнению с другими методами изготовления металлических конструкций (литых, кованных, выполненных с помощью клепки) аналогичные сварные конструкции, как правило, оказываются более легкими. Экономия в весе металла при этом составляет от 10 до 50%. Целый ряд конструкций, например, в энергомашиностроении, при необходимости их длительной эксплуатации при повышенных и высоких температурах, вообще невозможно создать без применения различных сварочных соединений. В настоящее время сварные изделия изготавливаются не только из углеродистых, но и из различных легированных и высоко легированных сталей. Сварка простейших металлов и пайка, как методы соединения, известны человечеству давно, практически с периода освоения производства металла и начала изготовления металлических конструкций. Изделия, сваренные, кузнечногорновой сваркой или соединенные пайкой, найдены в раскопках, относящихся примерно к четырех тысячелетней давности. Однако современные методы сварки, в частности связанные с местным расплавлением металла, начали появляться только в конце ХIХ века. В изобретении и разработке большинства современных способов сварки ведущая роль принадлежит русским изобретателям, советским ученым, инженерам, новаторам. Целью дипломной работы является разработка технологического процесса сборки и сварки бака для воды. Для достижения поставленной цели необходимо решить следующие задачи: 1. Проанализировать теоретические основы и технические характеристики сварной конструкции «Бак для воды». 2. Разработать технологию изготовления бака для воды. 3. Рассмотреть вопросы охраны труда при производстве сварочных работ. Для написания работы применена учебная литература и справочники. Актуальность темы заключается в том, что изготовление конструкций различного назначения с помощью сварки получает все большее распространение во всех промышленно развитых странах. Экономичность изготовления сварных конструкций является основополагающим фактором, обеспечивающим их приоритетное применение по сравнению с литыми, коваными и штампованными конструкциями, а конструкция «Бак для воды» является часто изготавливаемой в производстве. Практическая значимость темы дипломной работы заключается в том, что спроектированный технологический процесс изготовления конструкции «Бак для воды» может быть реализован на любом сварочном предприятии, где позволяет техническая база, так как он обеспечивает достижение качества изготовления конструкции при невысокой технологической себестоимости. Дипломная работа на тему: «Разработка технологического процесса сборки и сварки бака для воды» выполнен в рамках профессиональных модулей: ПМ.01 «Подготовка и осуществление технологических процессов изготовления сварных конструкций», ПМ.02 «Разработка технологических процессов и проектирование изделий» и ПМ.03 «Контроль качества сварочных работ». 1 Теоретические основы и технические характеристики сварной конструкции «Бак для воды» 1.1 Назначение и техническая характеристика сварной конструкции «Бак для воды» ЗАКЛЮЧЕНИЕ В результате выполнения дипломной работы приобретены навыки поиска информации для формирования наиболее полной характеристики конструкции, материала, размеров и требований к конструкции, определение необходимых требований проведения электросварочных работ, комплектации сварочного поста вспомогательным оборудованием, инструментом и принадлежностями при выполнении сборочно-сварочных работ, требований, предназначенных для сварки конструкции. Обеспечение рабочего места сварочным оборудованием, инструментом и приспособлениями соответственно требованиям. В процессе выполнения дипломной работы был произведен выбор и расчет режимов частично механизированной сварки в защитном газе и автоматической сварки под флюсом, рассмотрены основные технологические операции последовательности процесса сборки и сварки в соответствии с требованиями ГОСТ и ТУ. Выполнение всех сварочных швов велось согласно сборочных чертежей, эскизов. Предложены методы и способы контроля качества сварных соединений и устранения дефектов. Особое внимание уделено вопросам, касающимся охраны труда – технике безопасности и противопожарной безопасности, которые обеспечиваются в ходе выполнения сварочных работ при изготовлении двутавровой балки. В результате проделанной работы разработан технологический процесс изготовления двутавровой балки. В работе использовались разные методы заготовительных, формообразующих, механообрабатывающих, сборочно-сварочных, контрольных и других операций, в результате чего схема технологического процесса подобрана наиболее рационально, с учетом всех конструктивных и технических элементов двутавровой балки. СПИСОК ЛИТЕРАТУРЫ 1. ГОСТ 23118-99 Конструкции стальные строительные. Общие технические условия. 2. ГОСТ 14651-78 (СТ СЭВ 6305-88) Электрододержатели для ручной дуговой сварки. Технические условия (с Изменениями N 1, 2, 3). 3. ГОСТ 9466-75 (СТ СЭВ 6568-89) Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия (с Изменениями N 1, 2, с Поправкой). 4. ГОСТ 12.4.080-79 Система стандартов безопасности труда (ССБТ). Светофильтры стеклянные для защиты глаз от вредных излучений на производстве. Технические условия. 5. ГОСТ 27772 Прокат для строительных стальных конструкций. Общие технические условия. 6. ГОСТ26001-84 Свариваемость материалов. 7. ГОСТ14 771-76 Полуавтоматическая сварка в среде защитных газов. 8. ГОСТ15543-70 Полуавтоматы для сварки в защитных газах. 9. ГОСТ22456-80 Сварочная проволока омеднённая. 10. СНиП III-18-75 Правила производства и приемки работ. 11. Закон РФ Об охране атмосферного воздуха № 96-ФЗ от 04.05.1999 г. 12. Блинов А.Н. Сварные конструкции / А.Н. Блинов, К.В. Лялин – М.: Стройиздат, 2015. 13. Виноградов В.С. Оборудования и технология дуговой автоматической и механизированной сварки / В.С. Виноградов – М.: Высшая школа, 2014. 14. Виноградов В.С. Технологическая подготовка производства сварных конструкций / В.С. Виноградов – М.: Машиностроение, 2015. 15. Казаков Ю.В. Сварка и резка материалов: учебное пособие/ Ю.В. Казаков. – М.: Издательский центр «Академия», 2015. – 400 с. 16. Китаев А.М. Справочная книга сварщика / А.М. Китаев, Я.А Китаев. – М.: Машиностроение, 2015. 17. Куликова О.Н. Охрана труда при производстве сварочных работ: учебник для начального профессионального образования/ О.Н. Куликова, Е.И. Ролин-8-е изд. стер. – М.: Издательский центр «Академия», 2015. – 224 с. ил. 18. Куркин С.А. Сварные конструкции: Технология изготовления, механизация Автоматизация и контроль качества в сварном производстве / Куркин С.А., Г.А. Николаев – М.: Высшая школа, 2014. 19. Лялякин В.П. Частично механизированная сварка (наплавка) плавлением: учебник для студ. учреждений средн. проф. образования / Лялякин В.П. / Д.Б. Слинко. – М.: Издательский центр «Академия», 2018. – 192 с. 20. Овчинников В.В. Основы технологии сварки и сварочное оборудование: учебник для студ. учреждений средн. проф. образования – М.: Издательский центр «Академия», 2018. – 256 с. 21. Овчинников В.В. Подготовительные и сборочные операции перед сваркой: учебник для студ. учреждений средн. проф. образования / Овчинников В.В. / – М. : Издательский центр «Академия», 2018. – 192 с. 22. Овчинников В.В. Контроль качества сварных соединений: учебник для студ. учреждений средн. проф. образования / Овчинников В.В. / – М.: Издательский центр «Академия», 2018. – 240 с. 23. Овчинников В.В. Технология электросварочных и газосварочных работ: учебник для учащихся средних специальных учебных заведений. / В.В. Овчинников. — 7-е изд., стер. — М.: Издательский центр «Академия», 2017. — 272 с. 24. Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. – М.: Машиностроение, 2014. – 273 с. Сварочные материалы для дуговой сварки: свар. Пособие: в 2т. – 2т. / Н.Н. Потапова – М.: Машиностроение, 2015. 25. Справочник электрогазосварщика и газорезчика: Учеб. пособие для нач. проф. Образования / Г.Г. Чернышов, Г.В. Полевой, А.П. Выборнов и др.; Под ред. Г.Г. Чернышова. – М.:Издательский центр «Академия», 2014. – 400с. 26. Чернышов Г.Г. Сварочное дело: Сварка и резка металлов: Учебник для нач. проф. Образования / Георгий Георгиевич Чернышов. – 3-е изд., стер. – М.: Издательский центр «Академия», 2015. – 496 с. 27. Сварочное оборудование http://www.vashdom.ru/snip/print/P_20903-85/index-2.htm. 28. http://electrosvarka.su/ - Дуговая сварка и резка металлов. 29. ttp://www.gost-svarka.ru – Стандарты по сварке. 30. Сварка углеродистых и конструкционных сталей [Электронный ресурс] – Режим доступа: http://www. svarki.com. 31. Информационные материалы. Технология выполнения сварки (наплавки). Форма доступа: https://msd.com.ua/svarochnye-raboty/texnologiya-gazovoj-svarki-i-naplavki/. Приложение А Технологическая карта изготовления сварной конструкции Технологическая карта сборки и сварки двутавровой балки
Основные технологические этапы сварки балки в автоматическом режиме: Раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин. Фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки. Процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая полка; такую конструкцию удобно сваривать. Сварочные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину. Завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля. 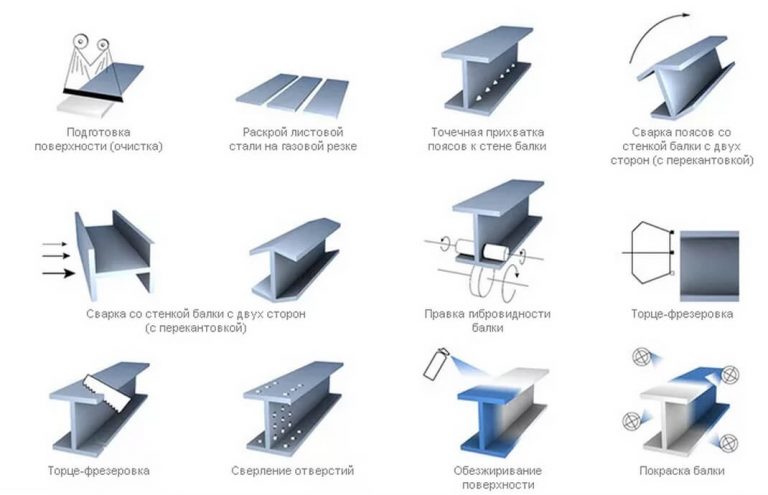 Рисунок – Форма технологического процесса сборки-сварки |