Реферат Сварка трением. Реферат сварка трением. Реферат по дисциплине Современные методы сварки при строительстве и ремонте объектов нефтегазового комплекса
 Скачать 6.04 Mb. Скачать 6.04 Mb.
|

|
МИНОБРНАУКИ РОССИИ РГУ нефти и газа (НИУ) имени И.М. Губкина
РЕФЕРАТ
Москва, 2020 Содержание Реферат………………………………………………….….2 Содержание………………………………………………...3 Сварка трением………………………………….……...4 Введение………………………………….………………4 Основные преимущества сварки трением…………..4 Разновидности сварки трением……………………….5 Перемешивающая сварка трением…………..……….5 Основные параметры режима ПСТ……………...…...7 Основные факторы, ограничивающие применение ПСТ……………………………………………………….11 Прочность соединений, которую обеспечивает ПСТ…………………………………………….…………16 Оборудование для перемешивающей сварки трением…………………………………………….……..19 Промышленное применение ПСТ……………..……...23 Инструмент для ПСТ……………………………….…...32 Общие положения……………………………...….……..32 Виды инструмента……………………………….……….32 Цилиндрические наконечники……..….……………….34 Whorl™ наконечники……………….…………………...34 MX-Triflute™ наконечники……………………………..35 Flared Triflute наконечники…………...………………..38 Skew наконечники…………………………….………….39 Форма опорного бурта……………………………….…..39 Технологические схемы движения инструмента…….40 Re-Stir………...…………………………………………….40 Twin-Stir………...………………………………………….40 Приспособления и оснастка………………..……………44 Закрепление деталей……………………………………..44 Зажимы………………..…………………………………...44 Специальная оснастка…………………………………..47 Многофункциональная оснастка………………..…….48 Процесс сварки……..……………………………………………….50 Общие положения………………………………………..50 Особенности сварки……………………………………...50 Проникновение тепла вглубь материала…………..…50 Усталостные характеристики…………………………..51 Режимы сварки…………………………………………...52 Список используемой литературы……………………....53 1. Сварка трением 1.1. Введение Сварка трением используется в различных отраслях машиностроительного производства более 70 лет, однако только в последние годы в связи с появлением новых типов универсального и специализированного технологического оборудования с системами программного управления процессом сварки она начинает широко применяться в основном производстве газотурбинных двигателей. Сварка трением выполняется без объемного плавления в зоне сварки за счет тепла выделяемого при трении. Большинство металлов и сплавов могут быть сварены между собой практически без потери прочности. Затруднена сварка материалов имеющих неметаллические включения, в частности, сталей содержащих серу. Параметры процесса сварки зависят от типа соединяемых материалов и отрабатываются экспериментально. 1.1.1. Основные преимущества сварки трением: - Возможность сварки деталей из материалов различной природы, не свариваемые традиционными способами; - При сварке наблюдается узкая нагретая зона; - Стабильность и процесса сварки; - Деталь после сварки требует минимальной механической обработки или может использоваться без нее; - Могут быть использованы новые конструкторские решения связанные как с формой соединяемых деталей, так и с назначением свариваемых материалов; - Пригодность для сварки с высокой производительностью деталей различной формы; - Экологическая чистота процесса; - поскольку сварка производится в твердом состоянии, отсутствует пористость и включения; - Нет необходимости в использовании электродов, флюсов, присадочного материала и защитных газов и других атрибутов, увеличивающих стоимость сварки; - Минимальное машинное время сварки; - Сквозное сваривание, обеспечивающее высокую прочность даже в тонких (критических) сечениях; - Экономия дорогостоящих материалов за счет возможности сваривания разнородных металлов и сплавов. - Малый расход энергии (25…100 Вт на квадратный сантиметр шва). 1.1.2. Разновидности сварки трением: - Ротационная сварка трением (rotational friction welding); - Радиальная сварка трением (radial friction welding); - Перемешивающая сварка трением (friction stir welding); - Точечная сварка трением (friction stir spot welding); - Линейная сварка трением (linear friction welding); - Орбитальная сварка трением (orbital friction welding); - Штифтовая сварка трением (friction stitch welding). 1.2. Перемешивающая сварка трением Перемешивающая сварка трением (ПСТ) является одним из новейших способов сварки (запатентована в 1991 году). Она выполняется торцом вращающегося инструмента, перемещающегося в направлении сварки (рис.1). Диаметр инструмента выбирается несколько меньшим, чем глубина сварки. Рабочая поверхность инструмента имеет специальный профиль (рис.2,3). Пластифицированный тепловыделением металл за счет сил трения закручивается относительно оси вращения инструмента. В процессе перемещения инструмента по стыку свариваемых поверхностей происходит перемешивание и перенос металла с формированием сварного шва. ПСТ целесообразно использовать для сварки материалов толщиной 1,6…30мм. Согласно данным компании The Welding Institute in UK (TWI) этот способ сварки трением позволяет за два прохода с разных сторон сваривать алюминиевый лист толщиной 75 мм. Технология ПСТ наиболее широко используется для сварки алюминиевых сплавов. К другим материалам, свариваемым ПСТ, относятся: медь и ее сплавы, свинец, магниевые сплавы, стали, сплавы на титановой и никелевой основах, термопластичные полимеры. Инструменты для ПСТ изготавливают из инструментальных сталей (сварка пластиков и легкоплавких металлов), быстрорежущих сталей (сварка алюминиевых и магниевых сплавов), металлокерамических твердых сплавов и минералокерамик, специальных композиционных материалов (сварка алюминиевых сплавов, сталей, сплавов на никелевой и титановой основах). При выборе инструментального материала стремятся избежать намазывания оттесняемого металла на поверхности инструмента. Для этих целей могут быть использованы специальные покрытия. 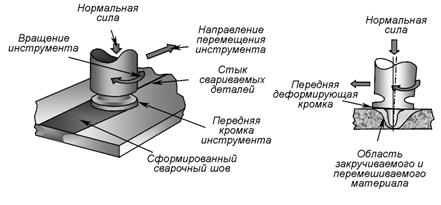 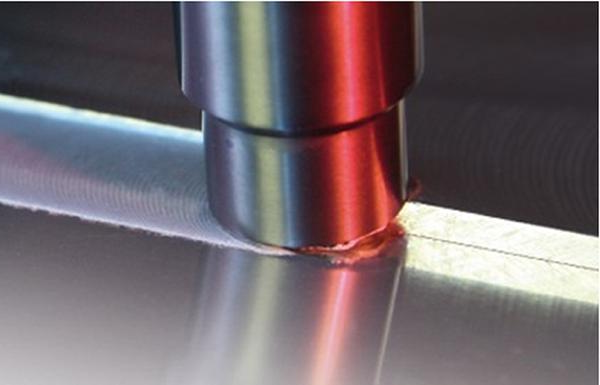 Рис. 1. Схема ПСТ 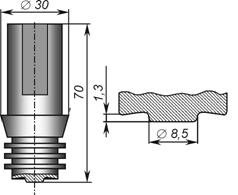 Рис. 2. Конструкция инструмента, применяемого для сварки листов толщиной 8 мм из алюминий-литиевого сплава  Рис. 3. Рабочие части инструментов используемых при ПСТ: а – традиционная конструкция инструмента; б – инструмент для получения глубоких швов; в – инструмент со специальной формой торца. Показан намазанный на выступ свариваемый металл При ПСТ достигается высокое качество сварки (рис. 4). Деформация и перемешивание металла в твердой фазе иногда создает микроструктуры более прочные, чем основной материал. Обычно, прочность на растяжение и усталостная прочность сварного шва составляет 90% от этих характеристик для основного материала. Сварка может выполняться в различных позициях (вертикальной, горизонтальной, под наклоном, снизу вверх и т.д.), поскольку силы гравитации, в данном случае, не играют никакой роли. Перемещение инструмента или детали может производиться в различных направлениях и по программе. По мнению западных специалистов, этот процесс является революционным в области сварки листовых материалов. 1.2.1. Основные параметры режима ПСТ - скорость вращения инструмента; - характер вращения инструмента (вращательный, возвратно-вращательный, направление и скорости вращения наружных и внутренних частей инструмента); - скорость сварки; - конструкция, форма и геометрические характеристики рабочей части инструмента; - угол наклона инструмента к поверхности детали 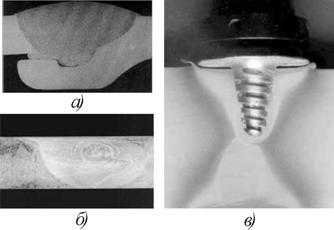 Рис. 4. Макроструктуры швов полученных сваркой плавлением (а), ПСТ (б) и двухсторонняя сварка (в) При ПСТ формируется шов, в структуре которого можно выделить несколько основных зон: «ядро» сварки, состоящее из термопластически деформированного материала перенесенного выступом инструмента, зону термопластической деформации и зону термического влияния При традиционной схеме ПСТ наблюдается асимметричная структура «ядра» связанная с однонаправленным перемещением материала (рис. 5 , а). Для того, чтобы избежать такой асимметрии сварку выполняют с возвратно-вращательным движением инструмента (рис. 6). В этом случае реверс производится через один или несколько, например, пять оборотов инструмента. 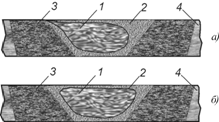 Рис. 5. Структура швов, получаемых при ПСТ с однонаправленным вращением инструмента (а) и возвратно-вращательным (б): 1 – «ядро» сварки, перенесенный инструментом термопластически деформированный материал; 2 – зона термопластической деформации; 3 – зона термического влияния; 4 – исходный материал 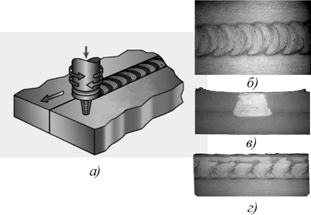 Рис. 6. ПСТ с возвратно-вращательным движением инструмента: а – схема сварки; б – вид сварного шва; в – сечение перпендикулярное направлению шва; г – сечение вдоль шва Для управления структурой шва могут использоваться специальные инструменты имеющие наружную и внутреннюю части (рис. 7). Вращение этих частей может выполняться с различными скоростями в одном или противоположных направлениях. Наружная часть может выполняться, например, из материала свариваемых деталей. В этом случае в процессе сварки она играет роль присадочного материала, переносимого на поверхность свариваемого изделия. 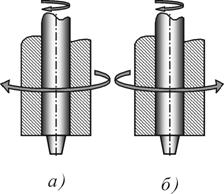 Рис. 7. Инструменты с наружной и внутренней частями, вращающимися в одном (а) и противоположных (б) направлениях В последние годы для ПСТ разработаны установки различных типоразмеров и компоновки, позволяющие сваривать как листовой материал, так и пространственные конструкции, цилиндрические детали и трубы (рис. 8). ПСТ могут быть, в частности получены сварные соединения, показанные на рис. 9. 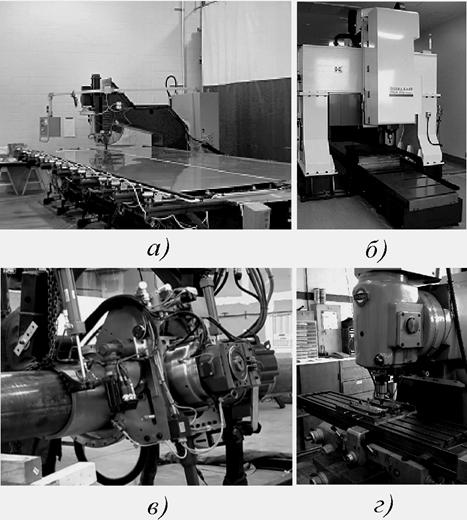 Рис. 8. Оборудование для перемешивающей сварки трением: а – консольного типа; б – портального типа; в – устройство для сварки труб; г – установка на базе модернизированного фрезерного станка 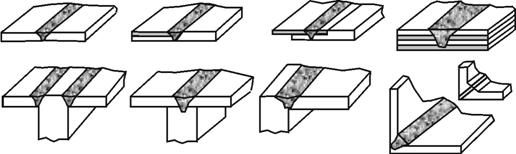 Рис. 9. Технологические возможности сварки методом ПСТ Примеры некоторых деталей сваренных ПСТ приведены на рис. 10. 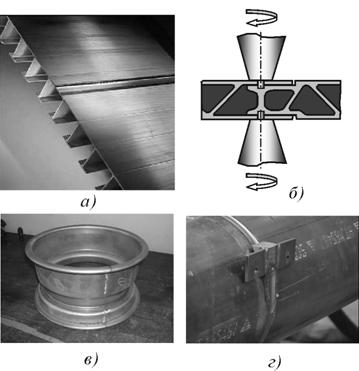 Рис. 10. Изделия, сваренные ПСТ: а – панель; б – схема двухсторонней сварки панели; в – деталь в виде оболочки; г – труба (показана вставка, обеспечивающая 1.2.2. Основные факторы, ограничивающие применение ПСТ - необходимость жесткого закрепления свариваемых деталей; - возникновение отверстий в начале и конце шва; - необходимость проектирования и изготовления специальных инструментов; - невозможность формирования швов требующих нанесения дополнительного металла; - невозможность сварки материалов имеющих низкую пластичность даже при высоких температурах или теряющих требуемые механические свойства в результате термопластической деформации. Некоторые из этих ограничений могут быть устранены использованием специальных приемов сварки. Например, образующееся при сварке кольцевого шва отверстие может быть выведено за пределы шва использованием специальной клиновой вставки (рис. 11). В дальнейшем эта вставка удаляется механической обработкой. 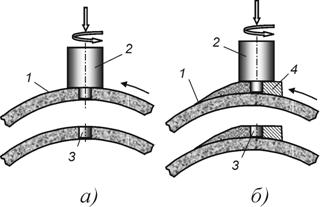 Рис. 11. Получение кольцевого шва без использования клиновой вставки (а) и с вставкой (б): 1 – кольцевой шов; 2 – инструмент; 3 – отверстие остающееся после отвода инструмента; 4 – клиновая вставка Одной из разновидностей ПСТ является точечная сварка трением (рис. 12, 13). В частности, она получила применение для сварки алюминия взамен дуговой и контактной точечной сварки, при применении которых существуют технологические трудности, обусловленные высокой электро- и теплопроводностью алюминия. Сварка трением, в отличие от контактной точечной сварки, не требует использования охлаждающей эмульсии и сжатого воздуха. Резко снижается энергопотребление. Капиталовложения в оборудование для сварки трением на 40% ниже, чем на оборудование для контактной сварки. При ее выполнении не требуется предварительной очистки рабочих поверхностей, отсутствует разбрызгивание расплавленного металла. 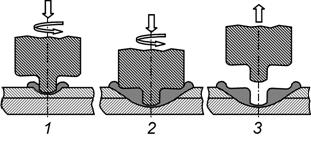 Рис. 12. Стадии формирования сварного соединения при точечной сварке трением 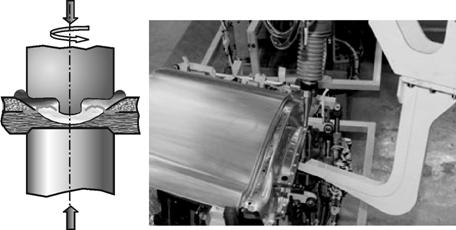 Рис. 13. Схема точечной сварки трением, используемая фирмой MAZDA, и устройство для ее выполнения Работы по перемешивающей и другим технологиям сварки трением выполняются и курируются The Welding Institute in UK (TWI) (Великобритания), NASA, Lockheed-Martin Corp., Boeing, Wisconsin Center for Space Automation & Robotics, Oak Ridge National Laboratory MTS Systems Corporation, Thompson Friction Welding (США), Imhof Hartchrom GmbH и Klaus Raiser GmbH (Германия), Hidetoshi Fujii и исследовательским центром JWRI при Osaka University (Япония), Shanghai puda friction welder co., ltd. (Китай) и другими корпорациями и компаниями. Специализированное оборудование для перемешивающей сварки трением выпускается фирмами Nova-tech Engineering (Рис. 14), Hitachi, Osaka Cast и др. 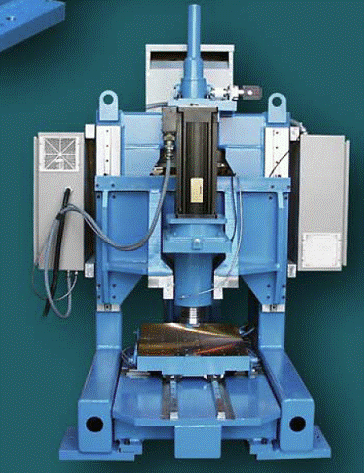 Рис. 14. Станок фирмы Nova-tech engineering inc. Ниже показаны фотографии образцов со сварными швами, полученными перемешивающей и точечной сварками трения.   Рис. 15. Образцы сплава АМГ6 толщиной 4 мм сваренные перемешивающей сваркой трением. Слева с лицевой стороны, справа с изнаночной   Рис. 16. Образцы из листового материала толщиной 1 мм из алюминиевого сплава АД1 (слева) и ст 20 (справа)  Рис. 17. Образцы из титанового сплава ВТ20 (слева) и никелевого сплава ХТ77ТЮР толщиной 1,5 мм, сваренные точечной сваркой трением  Рис. 18. Образец из алюминиевого сплава АМГ6 толщиной 1,2 мм, сваренный точечной сваркой трением 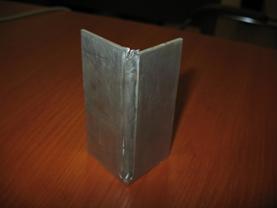 Рис. 19. Стальной лист (ст. 20) изогнутый по шву  Рис. 20. Стальной лист (ст. 20) изогнутые поперек шва  Рис. 21.Сваренный и изогнутый стальной лист Результаты непрерывного совершенствования технологии, оборудования и инструмента обеспечили воспроизводимость качества и высокие механические характеристики соединений, полученных перемешивающей сваркой трением — главные условия промышленного применения процесса [12-21]. В большинстве публикаций авторы отмечают преимущества сварки трением с перемешиванием по сравнению с другими процессами сварки по показателям статической и усталостной прочности соединения, коррозионной стойкости, уровню сварочной деформации, трудоемкости, энергоемкости, экологической безопасности. | ||||||||||||||||||||||||||||||||||||||||||||||
 номер группы)
номер группы)