Реферат Сварка трением. Реферат сварка трением. Реферат по дисциплине Современные методы сварки при строительстве и ремонте объектов нефтегазового комплекса
 Скачать 6.04 Mb. Скачать 6.04 Mb.
|

|
1.2.3. Прочность соединений, которые обеспечивает перемешивающая сварка трением Сравнительные исследования свойств соединений перемешивающей сваркой трением высокопрочных алюминиевых термически не упрочняемых и термически упрочняемых сплавов, например, сплавов 5083 (группы Al—Mg) и 6082 (группы Al—Si—Mg), показали, что по пределу прочности соединение сплава 5083 близко к основному материалу (коэффициент прочности ?в соединения / ?0,2 осн ? 0,9). Для соединения сплава 6082 коэффициент прочности снижается до 0,65 [13] вследствие разупрочнения зоны термического воздействия, по которой при испытании идет разрушение. У сварных образцов сплава 5083 разрушение происходит в зоне ядра шва. Установлено [12,21], что ?в соединения увеличивается при увеличении скорости сварки и частоты вращения инструмента до определенного значения. При дальнейшем увеличении этих параметров ?в соединения сплава 5083 снижается (табл. 1), как и сплава 6082, если продолжать увеличивать скорость сварки. Таблица 1.
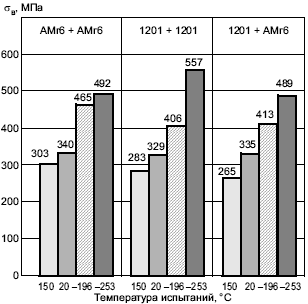 Рис. 24. Механические свойства соединений, полученных фрикционной сваркой (приведены минимальные значения, испытывали 5 образцов толщиной 4,0 мм) Уровень усталостной прочности соединений после сварки трением с перемешиванием термически не упрочняемого сплава 5083 также выше при меньшей дисперсии значений, чем термически упрочняемого сплава 6082 [21,22]. Большое количество данных по усталостным характеристикам соединений перемешивающей сваркой трением, в обобщенном виде введено в Европейские рекомендации по проектированию конструкций из алюминиевых сплавов, работающих в условиях усталости (ECCS 68.1992), а также в британский стандарт BS 8118, ч. 1 "Использование алюминия в конструкциях". Опубликованные результаты исследований процесса перемешивающей сварки трением и свойств соединений алюминиевых сплавов разных групп легирования подтверждают необходимость разработки для каждого из сплавов параметров режима сварки, соответствующих его термомеханическим характеристикам. С этим, по-видимому, связано появление большого количества публикаций о технологии и свойствах соединений перемешивающей сваркой трением алюминиевых сплавов разных марок: 2024 [23, 24], 2095 [25], 2195 [26], 2524 [27], 7010 [28], 7050 [29], 7075 [23, 30—32], а также АМг6 с 1201 [33, 34] и Д19 с 1420 [35] и других сплавов. Результаты испытания соединений сплавов 2014, 7075 и 1201, АМг6 на общую коррозию, межкристаллитную коррозию и коррозию под напряжением в агрессивной среде, в том числе в контакте с компонентами топлива, показывают значительное преимущество сварки трением с перемешиванием перед сваркой плавлением. Также сообщается о высоких показателях механических свойств соединений алюминиевых сплавов 5083, 1201 и АМг6 при криогенной и повышенной температурах, что обеспечило возможность использования соединений сваркой трением с перемешиванием в конструкции топливных емкостей и баков изделий авиационной и космической промышленности. 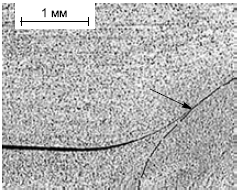 Рис. 25. Линия пересечения контактных поверхностей соединяемых деталей с границей шва (отмечена стрелкой) В последние годы увеличилось число публикаций о результатах разработок и исследований процесса перемешивающей сварки трением разных типов соединений — нахлесточных, угловых и тавровых. Однако в этих работах при перемешивающей сварке трением тавровых и угловых соединений не обеспечено формирование галтелей с плавным сопряжением поверхностей элементов профиля. Такое соединение имеет небольшой ресурс при циклических нагрузках и благоприятные условия для развития коррозии. Большое внимание уделяется исследованию особенностей процесса сварки нахлесточных соединений, что связано с востребованностью их для многих изделий. Работоспособность данного соединения предлагается оценивать по критерию EST (эффективной толщине листа, определяемой расстоянием от наружной поверхности шва до линии пересечения контактных поверхностей соединяемых листов с границей шва) (рис. 25). Чем меньше изгиб контактных поверхностей вблизи шва, тем больше EST и прочность соединения. В результате эксперимента получен коэффициент прочности, равный 0,86 для нахлесточного соединения, полученного сваркой трением с перемешиванием сплавов 2024 (верхний лист толщиной 3 мм) и 7075 (нижний лист). Заметно возросло число публикаций по исследованию процесса перемешивающей сварки трением материалов с более высокой, чем у алюминиевых сплавов, температурой перехода в пластическое состояние, например, сплавов магния AZ31 и AZ91, меди и медных сплавов, титановых сплавов и сталей. Во многих работах отмечается, что до практической реализации процесса ПСТ в производстве ответственных титановых и стальных конструкций должны быть проведены дополнительные исследования и разработки по совершенствованию инструмента, оборудования и технологического процесса с целью получения устойчивых результатов по формированию соединения и его рабочим характеристикам. Сложные сварные конструкции могут содержать соединения разноименных и разнородных материалов. Судя по публикациям, процесс перемешивающей сварки трением разноименных алюминиевых сплавов широко исследовался. Отработаны технологии и получены рабочие характеристики соединений алюминиевых сплавов разных групп легирования в разноименном сочетании, превосходящие аналогичные при сварке плавлением и вполне приемлемые для практического использования в конструкциях изделий ответственного назначения. В значительно меньшей степени готов к промышленному применению процесс перемешивающей сварки трением разнородных материалов (с большим различием термомеханических характеристик). Имеются сведения об исследованиях процесса ПСТ соединений разнородных материалов, например, в сочетаниях алюминиевый сплав с магниевым сплавом, медным сплавом и сталью. Получены некоторые представления об особенностях процесса, сформулированы требования к ориентации инструмента относительно линии стыка, определена область оптимальных скоростей вращения инструмента и другие параметры, например при сварке трением с перемешиванием алюминиевого сплава 5083 с низкоуглеродистой сталью S400. Прочность соединения при этом составила 0,86 прочности основного материала (алюминиевого сплава). Применение сварки трением с перемешиванием разнородных материалов в промышленном производстве изделий ответственного назначения, по мнению исследователей, будет возможным после проведения дополнительных экспериментов и разработок. В последние пять лет основными видами неразрушающего контроля соединений, полученных перемешивающей сваркой трением, остаются визуальный (оптический) контроль и ультразвуковой контроль (УЗК), в том числе автоматический (аппаратура УЗК встраивается в установку). Следует отметить попытку использовать в качестве неразрушающего метода контроля акустическую эмиссию. Этим методом можно получать полезную информацию о дефектах в шве, поскольку дефекты разных типов дают разные сигналы, которые по-разному отражаются на частотных диаграммах. Таким образом, из анализа публикаций следует, что к промышленному применению можно считать практически подготовленным процесс сварки трением с перемешиванием алюминиевых сплавов в одноименном и разноименном сочетаниях. 1.2.4. Оборудование для перемешивающей сварки трением Передовой производитель сварочного оборудования — концерн ESAB — включил в свою производственную программу установки для перемешивающей сварки трением. Программа Suрer Stir™ содержит несколько установок, разработанных на базе стандартной установки, на которой можно сваривать изделия размером от 0,5 х 1,5 до 10 х 20 м. Разные модели этих установок имеют консольную или портальную конструкцию. Установки полностью автоматизированные, с одинаковым принципом действия, смонтированы на мощной раме, рассчитанной на большие нагрузки. Сварочные головки перемещаются по сверхпрочной станине от системы реечного привода. Концерн ESAB совместно с исследовательским центром разработал серию установок, которые применяются в космической, авиастроительной, судостроительной, автомобилестроительной, энергетической и других отраслях промышленности. 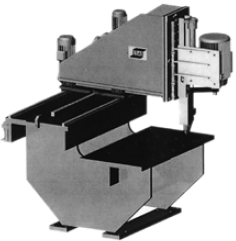 Pис. 26. Модульная установка LEGIO™—"FSW 3 UT" В настоящее время фирма ESAB предлагает новую серию установок LEGIO™ для ротационной сварки (РСТ) (рис. 26), позволяющих сократить затраты на приобретение и время на производственное освоение. Установки LEGIO™ представляют стандартизированную модульную систему, способную решать технологические задачи сварки изделий в большом диапазоне толщин (табл. 2). Такая установка (см. табл. 2, тип 3) действует, например, на верфи Estaleiros Navais do Mondego S. A. в Португалии. Установка размещена в цехе вблизи линии общей сборки корпуса корабля. На ней методом перемешивающей сварки трением изготовляют крупногабаритные панели с высокой точностью. Таблица 2.
Серия установок LEGIO™ состоит из пяти базовых моделей-компоновок: S, ST, U, UT — с одной сварочной головкой и ST — с двумя головками (для сварки полых панелей); S и ST — для сварки прямолинейных швов (по двум координатным осям), U, UT — по трем координатным осям. Установки поставляются двух видов: напольная с вертикальной стойкой для сварки кольцевых швов и с низко расположенными шпиндельными головками для двусторонней сварки. На ранней стадии освоения процесса перемешивающей сварки трением (в 90-х гг.) практически только фирма ESAB производила специализированные установки для этого процесса и поставляла их по всему миру. Установки были поставлены и введены в действие на фирме SAPA (Швеция, Финляндия) для сварки из прессовок крупногабаритных полых панелей размером 14,5 х 3 м для судостроения (корпуса судов, морские платформы, высокоскоростные паромы, палубные надстройки судов и т. п.). Одна из первых установок была поставлена на фирму Marine Aluminium (Норвегия), на которой панели из прессованных профилей укрупняют сваркой трением с перемешиванием до размера 14,6 х 6 м для судостроения и железнодорожного подвижного состава. Ежегодно фирма SAРA прессует на 22 прессах и укрупняет перемешивающей сваркой трением на установке Suрer Stir™ около 180 000 т панелей размером 14,5 х 3,0 м, тогда как на самом мощном прессе Р-5 можно получить панель шириной 400 мм. Фирма BOEING приобрела установки для перемешивающей сварки трением продольных (длиной до 15,3 м) и кольцевых (диаметром до 6 м) швов топливных баков ракет серии "Delta" на четырех производственных предприятиях в разных штатах США. 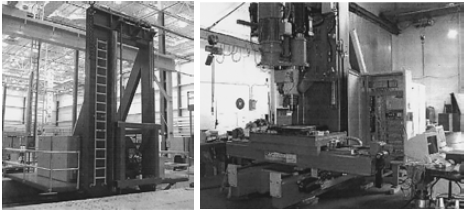 Рис. 27. Установки для сварки трением с перемешиванием фирмы NOVA-TECH Engineering: а — горизонтальная; б — вертикальная В настоящее время большое число фирм в разных странах производят оборудование для перемешивающей сварки трением. Британский институт сварки (TWI) разработал серию машин типа FW для перемешивающей сварки трением деталей размером до 3,4 х 4 м и толщиной до 15 мм (односторонняя сварка) и до 50 мм (двусторонняя). В Галифаксе (Великобритания) компания Crawford Swif изготовила для компании BAE System в Филтоне трехкоординатную установку Рower Stir™-360, рассчитанную на усилие 100 кН. Эта установка предназначалась для перемешивающей сварки трением экспериментальных конструкций крыльев и обшивки фюзеляжа больших самолетов, в частности AIRBUS A3xxx и других самолетов. Американская фирма NOVATECH Engineering производит промышленные и экспериментальные установки типа H10K (горизонтальные) и C10K (вертикальные) (рис. 27) для перемешивающей сварки трением кольцевых и продольных соединений емкостей. Установки рассчитаны на усилие до 45 кН по оси шпинделя и до 22 кН по нормали к оси шпинделя. Имеется система компьютерного цифрового контроля по CNC-программе усилий для регулирования положения инструмента относительно поверхности деталей с регистрацией данных.  Pис. 28. Установка для сварки трением с перемешиванием FSWJ2XBJ020 (КНP) MTS System Co (США) в сотрудничестве с другими компаниями получила несколько патентов по конструкции сварочной головки и инструментов, а также разработала систему ISTIR™ РDS Ir. управления положением инструмента относительно поверхности стыка, применение которой обеспечило возможность соединения элементов двойной кривизны. В последние годы в КНР также расширяется разработка и применение сварки трением с перемешиванием. Создан специализированный Центр перемешивающей сварки трением, в котором в течение двух лет изготовлены и поставлены заказчикам 16 установок разных типов: — установка консольного типа FSW J2XBJ020 (рис. 28) для двухкоординатной сварки цилиндров (диаметром до 2000 мм) из алюминиевых сплавов с толщиной стенки до 20 мм продольными (до 1700 мм) и кольцевыми швами. Перемещения по осям X и Z составляют 1700 и 300 мм соответственно; — установка C-типа FSWJ4CXJ006 для трехкоординатной сварки малых цилиндров из сплавов алюминия с толщиной стенки до 6 мм кольцевыми швами и панелей продольными швами длиной до 400 мм. Перемещение по осям X, Y и Z — 400, 260 и 150 мм соответственно; — установка портальная типа FSWJ3LMJ012 для сварки продольными швами профилей и панелей толщиной до 12 мм из алюминиевых сплавов. Перемещение по осям X, Y и Z — 1700, 1000 и 300 мм соответственно. Можно было бы продолжить перечень фирм, изготовляющих оборудование для перемешивающей сварки трением. Большое число фирм, изготовляющих оборудование для этого процесса, создали материально-техническую основу для расширения области его применения в разных отраслях промышленности. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||