Задача 12. 2
 Скачать 40.77 Kb. Скачать 40.77 Kb.
|

|
Задача 2.9 На вертикально-фрезерном станке обрабатывают ступенчатую поверхность втулки, установленной на цилиндрический палец (рис. 2.10). Диаметр установочного пальца  Вычислить погрешность установки при выполнении размеров 30± 0,042 и  Определить ожидаемую точность выполнения этих размеров, если точность метода обработки ω =120 мкм. Материал заготовки СЧ12. Выбрать марку станка и подобрать режущий инструмент. 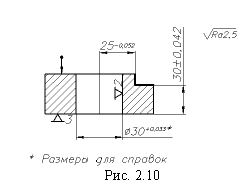 Исходя из схемы установки заготовки в приспособлении погрешность базирования при выполнении размера определяем по уравнению :εб = Smax =TD + Smin + Td = 0,033 + 0,030+ 0,011 = 0,074 мм, Поскольку конструкторская и технологическая базы совмещены, то погрешность базирования при выполнении размера 30± 0,042 равна нулю.εз = 0 т.к. смещение измерительной базы при закреплении заготовки (детали) перпендикулярно направлению выдерживаемого размера εу= εб+ εз + εпз Погрешность приспособления εпр= εус+ εи + εс εус=0,015мм – принимаем ля технологического оборудования. εс=0,010мм – принимаем для нашего случая εи= 0,010мм – принимаем для нашего случая εпр=0,01+0,01+0,015=0,035мм ε = εб+ εз + εпз=0,035+0,074=0,109ммТ30± 0,042 = εбА1 + ω = 0,109+ 0,120 = 0,229 мм, Т = =εбА2 + ω = 0,035+ 0,120 = 0,155 мм.Вертикально–фрезерном станке 6Р12 фрезой с пластинками из твердого сплава ВК4 Задача 3.12.2 Через какое число обрабатываемых заготовок необходимо производить смену разверток вследствие их износа при развертыван и отверстий диаметром D , на длине l , в чугунных корпусах, при допуске на отверстие Н7 и допустимым износом развертки 0,5 D IT . Выбрать величину припуска и назначить режим резания (относительный износ развертки принять u0=5 мкм/км). D=40 мм l=60мм m=100 мм Материал корпуса Чугун СЧ15, НВ229, Подача для разверывания отверстий в детали из Чугун СЧ15, НВ229: S=0.75мм/об Количество заготовок расчитывается по формуле : N=(0,5IT -U0)*10-6 S0/(U0*π*D*l) Тогда N=(0,02-5*10^-6 )*106 *0,75/(5*10-6*3,14*40*60)=397989 шт. Т.е.через 397989 штук необходимо сменить развертку. Величина припуска 0,15мм Подача S=0.75 мм/об Задача 5.4 Рассчитать припуск на обработку плоскости стола. Составить план фрезерной операции (обработки плоскости и пазов стола). Обработку плоскости вести за четыре перехода: черновое, получистовое, чистовое и тонкое фрезерование. Исходная заготовка – отливка II класса точности из серого чугуна СЧ21 (базовая плоскость предварительно обработана) (рис. 5.4, табл. 5.17).      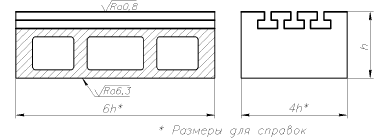  Расчёт припусков на обработку приведён в табл.1, в которой последовательно записываем технологический маршрут обработки отверстия и все значения элементов припуска. Суммарное значение Rz и Т, характеризующее качество поверхности литых заготовок составляет 700 мкм. Погрешность закрепления заготовки εз принимаем 100 мкм Погрешность базирования: εб= 0,068 Таблица 1.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||