Рамки для теории Абай (1). Зерттеуді бастапы сатысында тран негізгі міндеттер
 Скачать 0.62 Mb. Скачать 0.62 Mb.
|

|
2.5 Каверномер-профилемер ұңғымалық СКП-1 СКП -1 Каверномер - профилемері Мұнай және газ ұңғымаларында ұстап қалу қаупі бар науаларды анықтау үшін екі өзара перпендикуляр диаметрлердің (және олардың жартылай қосындыларының) мәндерін бір уақытта үздіксіз тіркеуге арналған. Каверномер төрт арналы Тіркеушілермен жабдықталған АКС-Л/l, ЛКС-7/2, АКС-65 сериялық каротаж станцияларымен жиынтықта ұзындығы 5000 м дейін бір талсымды кабельмен жұмыс істеуге есептелген. Аппаратура жердегі КСП панелімен немесе ИПЧМ жиіліктік модуляция панелімен жұмыс істей алады. Жұмыс принципі және қысқаша сипаттамасы: ұңғыманың диаметрлері каверномерді көтеру кезінде өзара перпендикуляр жазықтықтар бойынша тәуелсіз қозғалатын өлшеу тұтқаларының екі жұбының ашылу шамасы бойынша анықталады. Тұтқалардың ашылу шамасы реостатикалық түрлендіргіштермен әр жұп үшін жеке-жеке пропорционалды потенциалдық айырмашылыққа айналады. Реостат орамалары жұптасып қосылған (R1, R3 және R2, R4), оларды R 1 және r 2 балласты кедергілері арқылы тұрақтандырылған токпен қоректендіру кезінде тиісті реостат қозғалтқыштары арасындағы потенциалдар айырмасы D1 және d2 ұңғымаларының диаметріне пропорционалды болады.. 2.6 КСУ-1 басқарылатын ұңғымалық каверномер КСУ - 1 каверномеріндегі өлшеу иінтіректерін ашуға арналған гидравликалық жүйесі бар КМ-l каверномерден айырмашылығы гидрожүйе өлшеу иінтіректерін ашу мен жабудың төрт циклын жүргізуге мүмкіндік береді, бұл каверномерді бетіне шығармай берілген тереңдік аралықтарында ұңғымалардың диаметрін қайталап өлшеуді орындауды қамтамасыз етеді. КСУ-l каверномері стандартты каротаж станциялары бар үш желілі брондалған каротаж кабелімен жұмыс істеуге есептелген. УВК-1 блогынан қоректендіру. Әрекет принципі және қысқаша сипаттамасы Ұңғыманың диаметрін анықтау 11 корпусының айналасында 120º арқылы орналасқан және ұңғыманың қабырғаларына серіппелі 7 арқылы басылған үш 12 өлшеу тұтқасының ашылу бұрышы бойынша каверн өлшегішті көтеру кезінде жүзеге асырылады. Өлшеу тұтқаларының қозғалысы 11 байланыстырушы шыбықтар арқылы 10, итергіш 9 және өзек 8 реостат 5 сырғытпасына беріледі, ол реохордтың жалпы кедергісінен өлшеу тізбегіне оның ұңғыманың диаметріне пропорционалды бөлігі ғана қосылады. Реохордты тұрақты тұрақтандырылған токпен қоректендіргенде, реохорд кедергісіндегі кернеудің төмендеуі ұңғыманың диаметріне пропорционалды және кавернограмма түрінде каверномерді көтеру кезінде жазылады. Каверномер ұңғымаға жабық өлшеу иінтіректерімен түсіріледі. Оларды ашу және жабу үшін жұмыс сұйықтығымен толтырылған 1 компенсатордан (трансформатор майы), поршень қозғалатын 3 цилиндрден, 4 ағызу камерасынан және клапандарды басқаратын эм1 13, ЭМ2 14 электромагниттерінен тұратын гидрожүйе қолданылады. Электр магниті ЭМ1 13, ЭМ2 14 басқару пультінен беріледі. ЭМ1 13 электромагниті клапан арқылы қосылған кезде, жуу сұйықтығының гидростатикалық қысымының әсерінен 1 компенсаторынан алынған май 3 цилиндрге түседі және поршеньді 4-ке басады, оны төменгі позицияға жылжытады. Поршеньде пайда болған күш 6 серіппесін 7 итергіш арқылы қысып, өлшеу тұтқаларын максималды бұрышқа дейін ашуға жеткілікті. ЭМ2 14 электромагнитін қосқан кезде 3 цилиндрді ағызу камерасына 2 қосатын канал клапаны ашылады. 8 өзек арқылы берілетін гидростатикалық қысымның әсерінен поршень 4 жоғарғы позицияға ауысады, майды цилиндрден ағызу камерасына итереді және жүйені өлшеу тұтқалары жабылған бастапқы күйге қайтарады. 1 компенсатордың және 2 ағызу камерасының сыйымдылығы каверномерді бетіне шығармай ұңғымадағы өлшеу иінтіректерін ашу және жабудың төрт циклын орындау үшін жеткілікті. Каверномердің басқару панелі тасымалды блок түрінде орындалған. 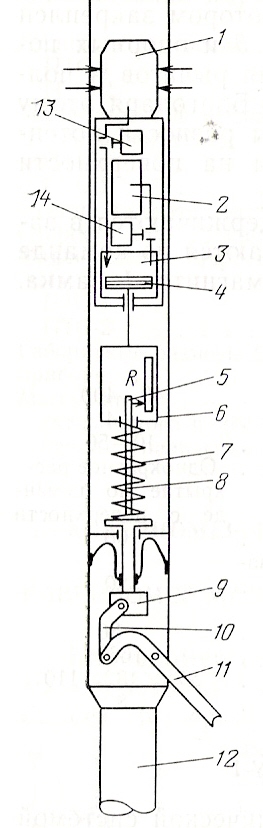 Сур. 2.8.2 КСУ басқарылатын ұңғымалық Каверномер 2.7 Кит, кит инклинометрлері Кит және Кит инклинометрлері отырғызылмаған ұңғымалардың бұрышы мен қисықтық азимутын өлшеуге арналған. Аппаратура каротажбен бірге пайдалануға есептелген.СҚ-с станциясы,.бірыңғай қуат көзі UIP-K және кез-келген ұзындықтағы каротаж кабелімен жұмыс істей алады.5000 м-ге дейін кит Инклинометрі киттен құрылғыға үлкен рұқсат етілген гидростатикалық қысыммен ерекшеленеді. Әрекет принципі: Инклинометр КИТ (кит) ұңғыма аспабынан және жер үсті панелінен тұрады. Инклинометрдің кеңістіктік орналасуы үш сезімтал элементтің көмегімен анықталады: рамка, тік сызық және буссоль. Рамка, оған бекітілген жүктің арқасында, ауырлық орталығы раманың айналу осіне қатысты жылжытылады, сондықтан жүйенің айналу осі мен жүктің ауырлық центрінен өтетін оның негізгі жазықтығы құрылғының көлбеу жазықтығына сәйкес келеді. Тербеліс жазықтығы раманың негізгі көлбеу жазықтығымен сәйкес келетін тік сызық кинематикалық түрде реостатикалық түрлендіргішпен - азимуттардың реохордымен байланысты.Үш түйіспелі сақиналы коллектордың және раманың жоғарғы бөлігінде орналасқан екі жұп щетканың көмегімен бұрыштардың реохорды немесе азимуттың реохорды пульттің өлшеу схемасына қосылады, олардың кедергісі зениттік бұрышқа және сква, жина осінің ауытқу азимутына пропорционал өзгереді. Бұрыш пен азимутты өлшеуді жүргізу үшін жер үсті панеліне ауыстырып қосу арқылы сезімтал элементтерді электромагниттің көмегімен бекіту жүргізіледі. Құрылымдық жағынан, ұңғыма құрылғысы керосин мен PES-4 сұйықтығының қоспасынан тұратын демпферлік сұйықтықпен толтырылған диаметрі 45 мм электронды блоктан тұрады. Жердегі панель басқару элементтері, өлшеу құралдары және каротаж кабелін қосуға арналған қосқыш орналасқан Бірыңғай шассиде жасалған. Техникалық сипаттамасы Зениттік бұрышты өлшеу диапазоны, градус. . . . . . . . . 0-50 Азимутты өлшеу диапазоны, градус. . . . . . . . . . . . . 0-360 КИТ өлшеудің ең үлкен негізгі қателігі, мин: зениттік бұрыш. . . . . . . . . . . . . . . . . . . . . . .± 30 азимут. . . . . . . . . . . . . . . . . . . . . . . . . . .± 4 Киттің сезімтал элементтерін тыныштандыру уақыты, с ..... 12 Жұмыс температурасының диапазоны,Сº. . . . . . . . . . . . . . . (-10) - 120 Ұңғымалық аспаптың қоректену кернеуі, В ........ 270 Ұңғыма аспабының диаметрі, мм: КИТ. . . . . . . . . . . . . . . . . . . . . . . . . . . 60 кит. . . . . . . . . . . . . . . . . . . . . . 74 Максималды гидростатикалық қысым, МПа: КИТ. . . . . . . . . . . . . . . . . . . . . . . 60 кит. . . . . . . . . . . . . . . . . . . . . . . . . 120 Ұзартқышы бар ұңғымалық аспаптың ұзындығы, мм ....... 1800 2.8 Ұңғыма термометрлері ТЭГ-36 Тэг-36 ұңғымалық термометрі температуралық өндіруге мүмкіндік береді. терең және өте терең бұрғылау және пайдалану ұңғымаларында бір ядролы брондалған КТІ-24-180 кабелін және т. б. пайдаланатын сериялық каротаж станцияларымен бірге зерттеу. Әрекет принципі және қысқаша сипаттамасы: ТЭГ-36 аппаратурасымен температураны анықтау екі термосезімтал резисторы және екі термостатталған ыдысы бар RC-генератордың жиілігін өзгерту бойынша жүргізіледі. Генератордың өздігінен тербелу кезеңі жылу сезгіш резисторлардың шамасына, демек, олар орналастырылған ортаның температурасына байланысты болады. Резисторлар мыс сымнан жасалған, сондықтан олардың қарсылыққа тәуелділігі сызыққа жақын. ТЭГ-36 термометрі қосымша 20 және 100 температураға сәйкес келетін, өздігінен тербелудің екі бекітілген кезеңі бар RC-генераторын білдіретін беттік калибратормен толықтырылады. Каротаждық станцияда ұңғыма аспабының генераторы жиілігінің өзгеруі жиілік өлшегіштің көмегімен өлшенеді және фототіркегішпен тіркеледі. Температураны өлшеу шегі потенциометр көмегімен белгіленеді. Температураны өлшеу жүйесі оны өлшенген токтың жиілігіне алдын-ала түрлендіре отырып, жоғары шуылға төзімділікпен сипатталады, өйткені кабель параметрлерінің өзгеруі берілетін сигналдың жиілігіне әсер етпейді. Ұңғымалық құрылғы балласт кедергісі арқылы 250 В кернеуі бар тұрақты ток көзінен қуат алады. Техникалық сипаттамасы Өлшеу Шегіº,. . . . . . . . . . . . . . . . . . 0-150 Келтірілген өлшеу қателігі Сº, .........< 1 Кездейсоқ кедергілер (ауытқу сипаты), Сº.... < 1 Эталондау қателігі, Сº............. < ± 3 Уақыт тұрақтысы, с .................. < 2 Температураны тұрақты тіркеу, Сº/см . . . .0,25: 0,5: 1,0 Тұрақтандырылған қуат көзінің кернеуі, В 250 Тұтынылатын ток, мА: ұңғыма аспабымен ................. 120 өлшеу тақтасы . . . . . . . . . . . . . . . . . 40 Ұңғыма аспабы үшін жұмыстың шекті шарттары: температура, Сº 150; қысым, МПа . . . . . . . . . . . . . . . 100 Ұңғыма аспабының габариттік өлшемдері, мм: 4 Диаметрі ........................ 36 Кабель басымен ұзындығы. . . . . . . . . . . . . .2010 Өлшеу панелінің габариттік өлшемдері, мм ...... 380Х 260Х 230 Салмағы, кг: Ұңғыма аспабының . . . . . . . . . . . . .. 8 өлшеу тақтасы .................5 Каротаж кабелінің максималды ұзындығы, км .......8 2.9 Манометр көрсеткіштері бойынша кенжарлық қысымды есептеу Тереңдігі Н = 1200 м фонтандық ұңғымада үлкен газ факторы бар көтергіш құбырлар сүзгінің жоғарғы тесіктеріне дейін түсіріледі. Меншікті Газ уг = 0,9 (ауаға қатысты), бөлініп, көтергіш құбырлардың аяқ киіміне дейін бүкіл айналмалы кеңістікті алады. Манометр сақиналы кеңістіктегі қысымды көрсетеді (корпус пен ауыздың жанындағы көтергіш құбырлар арасында 49 ат немесе Р = 50 атаға тең.. Газдың температурасы 40 Сº. Көтергіш құбырлардың аяқ киіміндегі қысымды, демек, төменде көрсетілген формулаларды қолдана отырып, кенжарды анықтаңыз және нәтижелерді салыстырыңыз. Тапсырма шарттарынан Р3 = Рбаш, өйткені, Н = LTp. Бағанның биіктігі мен температурасы бойынша газ тығыздығының өзгеруін есепке алмағанда кенжарлық қысым мынадай формула бойынша анықталуы мүмкін Р3 = Рбаш = Р + НР уг / 773,4 × 10 = Р (1 + 0,0001293 н уг) = 50 (1 + 0,0001293 × × 1200× 0,9) = 57,02 АМ Формула бойынша бірдей Р3 = Рбаш = Р + НР уг / 773,4 × 10 =Р (1 + 0,00012 н уг) = 50 (1 + 0,00012 × × 1200× 0,9)= 56,5 ата. Бағанның биіктігі бойынша газ тығыздығының өзгеруін (T = 20 Сº кезінде )ескере отырып, кенжар қысымы Р3 = Рбаш = 50 х 1,139 = 56,95 ата. Мынадай формула бойынша газдың биіктігі мен температурасы бойынша (40ºС) газ тығыздығының өзгеруін ескере отырып Р3 = Рбаш = 50х2, 718 = 56,49 ата. Әртүрлі формулалар бойынша алынған нәтижелерден көріп отырғанымыздай, қысымдағы айырмашылық 0,5 кГ/см2 аспайды немесе осы мысал үшін айырмашылық шамамен 1% - ға тең. Сондықтан ұңғымалар мен қысымдардың өте үлкен емес тереңдігімен мұндай мәселелерді практикалық шешу үшін жеңілдетілген формуланы қолдануға болады Рбаш = Р (1 + 0,00012 Нуг) Егер ұңғымадағы құбырлар кенжарға дейін төмендетілмесе, онда Рзаб анықтау үшін аяқ киімнен кенжарға дейін сұйықтық бағанының қысымын Рбаш қысымына қосу керек. Бұл жағдайда құбыр табандығынан кенжарға дейінгі аралықтағы сұйық және газ қоспасының үлес салмағы шамамен мынадай формула бойынша анықталады USM = (q + 0,5 d2) / (usr + q + 0,5 d2) 3 Экономикалық бөлім 3.1 Мұнай және газ өнеркәсібінің экономикасы Мұнай және газ өнеркәсібінің негізгі қорларын пайдалану тиімділігін арттыру жолдары. Негізгі өндірістік қорлардың абсолюттік шамасы мен өсу серпіні экономикалық әлеуетті сипаттайды . Өндірістің тиімділігіне әсер ететіндіктен, бірінші кезектегі маңызы бар Негізгі өндірістік қорларды пайдаланудың жақсаруымен қамтамасыз етіледі: -қосымша инвестицияларсыз өндіріс көлемін ұлғайту; -бұл жабдықтың моральдық тозу мүмкіндігін азайтады және саладағы техникалық прогреске сәйкес келеді; -өнім бірлігіне шаққандағы амортизациялық аударымдар есебінен өнімнің өзіндік құнының төмендеуі, Мұнай және газ өнеркәсібінде негізгі өндірістік қорларды пайдалануды жетілдірудің келесі негізгі жолдары бар. Экстенсивті жол. Өнеркәсіптің барлық салаларында Жабдықтардың жұмыс уақытын ұлғайту резервтері айтарлықтай үлкен. Осындай резервтердің бірі-оның жұмысының жөндеу аралық кезеңін ұзарту. Мұнай мен газ өндіруде ұңғымалардың жұмыс уақытын ұлғайтуға, біріншіден, жұмыс істемейтін Ұңғымаларды жедел іске қосу арқылы қол жеткізуге болады; екіншіден, қолданыстағы ұңғымалар қоры бойынша апаттар мен тоқтап қалуларды жою, үшіншіден, жөндеу жұмыстарын, әсіресе қазіргі жер асты жөндеу жұмыстарын жеделдету. Бұл ретте мұнай мен газ өндіруді Автоматтандыру және жөндеу жұмыстарын механикаландырудың маңызы зор. Мұнай өңдеу өнеркәсібінде технологиялық қондырғылардың тұрып қалуы (күнтізбелік уақыттан пайызбен) орташа алғанда мыналарды құрайды: бастапқы айдау - 8.5; термиялық крекинг - 20; каталитикалық крекинг - 17.3; гидротазарту-21,8 және т. б. Тоқтап қалудың көп бөлігі технологиялық қондырғыларды жөндеумен байланысты және сөзсіз, бірақ тоқтап қалу ұйымдастырушылық себептерге байланысты: шикізаттың, контейнерлердің, электр энергиясының және т.б. болмауы. Қондырғылардың жұмыс уақытының едәуір артуына жөндеу аралық кезеңді ұзарту нәтижесінде қол жеткізуге болады. Көбінесе технологиялық қондырғылар шикізат құрамындағы тұздар мен күкірт қосылыстарының әсерінен жабдықтар мен құбырлардың коррозиясына немесе құбырлы пештер мен басқа құрылғыларда кокстың пайда болуына байланысты жөндеуді тоқтатады. Осы себептерден туындаған тоқтап қалу шикізатты жеткіліксіз сапалы дайындаумен, сапасыз жөндеумен, материал мен жабындардың төмен сапасымен, технологиялық режимді сақтамаумен және кейбір Автоматтандыру құралдарының болмауымен байланысты. Демек, шикізатты дайындау дәрежесін жақсарту, оны цехаралық нормаларға сәйкес қатаң түрде жеткізу, жөндеу мен материалдардың сапасын жақсарту арқылы жөндеу аралық кезеңдердің ұзаруына қол жеткізуге болады. Қондырғылардың жұмыс істеу ұзақтығын ұлғайтуға олардың жоспарлы-алдын ала жөндеулердегі тұрып қалуын қысқарту есебінен де қол жеткізуге болады. Жөндеу кезінде қондырғылардың тоқтап қалу ұзақтығы жөндеу аралық жүріске, жөндеу жұмыстарын ұйымдастыруға және механикаландыруға байланысты болуы мүмкін. Зауыттардың көпшілігі жөндеудің нормативтік мерзімдеріне төтеп беретініне қарамастан, соңғылары жөндеудің желілік кестелерін қолдану, одан әрі орталықтандыру, жұмысты механикаландыру деңгейін арттыру, еңбек кооперациясын жақсарту (мамандандырылған орнына кешенді жөндеу бригадаларын құру), еңбекақы төлеу жүйесін жетілдіру, пайдалану ережелерін мұқият сақтау, технологиялық режим, технологиялық жабдықты тексеру және жөндеу арқылы қысқартылуы мүмкін. Мұнай мен газ өндіруде ұңғымалардың өнімділігін арттыруға резервуарға және төменгі кен орнына әсер етудің жаңа әдістерін қолдану, мұнай мен газ өндіруге арналған жабдықты пайдалану әдістерін жетілдіру, кен орындарын игерудің оңтайлы технологиялық режимдерін сақтау, бір ұңғыманың екі немесе одан да көп қабаттарын бір уақытта пайдалану, өндіру және тасымалдау кезінде мұнай мен газдың шығынын азайту арқылы қол жеткізіледі. Мұнай өңдеу және мұнай-химия өнеркәсібінде бұл қондырғылардың күнделікті өнімділігінің артуымен байланысты. Жұмыс тәжірибесі көрсеткендей, күнделікті өнімділіктің өсуіне жыл сайын технологиялық режимді жақсарту, сапаны жақсарту, оны жеткізу ырғағы, автоматтандыру схемалары және т .б. нәтижесінде қол жеткізіледі.. бұл процестің тұрақтылығы жеткіліксіз. Көптеген қондырғылар үшін күнделікті өнімділіктің өзгеру коэффициенті 8-15 аралығында болады% Бұл жағдайдың негізгі себептері-шикізатты жеткізу ырғағының бұзылуы, оның сапасының зауыттық нормалардан ауытқуы, технологиялық схемамен дәйектілікпен байланысты технологиялық қондырғылардың қуаттылығындағы зауытішілік пропорционалдылықтың бұзылуы. Бұл кемшіліктерді жою Жабдықты қарқынды пайдалану коэффициентін одан әрі арттыруға мүмкіндік береді. Технологиялық қондырғыларды қарқынды пайдалануды жақсарту үшін озық жұмыс тәжірибесімен алмасу, зауытаралық жарыстар мен зауыт аралық озық мектептерді ұйымдастыру үлкен маңызға ие. Технологиялық қондырғылардың жабдықтарын қайта жаңарту және жаңғырту. Кәсіпорындардың жұмыс тәжірибесі көрсеткендей, технологиялық қондырғыларды пайдалану кезінде жабдықтардың қуаты басқаларға қарағанда аз, жеке жабдықтар моральдық тұрғыдан ескірген. Мұндай жабдықты қайта құру және жаңғырту, әдетте, өнім өндірудің өсуіне ықпал етеді. Сонымен қатар, күрделі салымдар қысқа мерзімде өтеледі. 3.2 Мұнай-газ өнеркәсібіндегі негізгі қорлар Өндірістік процестің материалдық-техникалық базасын құрайтын өндіріс құралдары олардың өндірістік процеске қатысу сипатына қарай еңбек құралдарына (машиналар, аппараттар, жабдықтар, өндірістік ғимараттар, құрылыстар, күштік қондырғылар және т.б.) бөлінеді. Еңбек құралдары өндіріс құралдарының ең қымбат бөлігі болып табылады және ұзақ уақыт бойы көптеген өндірістік циклдерге қызмет етеді, оларды негізгі қорлар деп атайды. Олардың құны бөлшектермен өндірілген немесе өндірілген өнімге ауыстырылады. Мұнай-газ өндіру өнеркәсібінде негізгі қорлардың үлесіне өндірістік қорлардың барлық сомасының 96-97% - ы тиесілі. Мұнай өңдеу және мұнай-химия өнеркәсібінде-90% - дан астам. Негізгі қорларды есепке алуды, есептілікті және амортизацияны есептеуді оңайлату үшін олардың құрамына енгізілмейді: бір жылдан кем өндіріс процесінде жұмыс істейтін заттар (олардың құнына қарамастан); киім, аяқ киім, ұсақ мүкәммал және т.б., қызмет ету мерзіміне қарамастан (яғни құны шағын заттар). Соңғы шарт ауыл шаруашылығы машиналары мен жабдықтарына, ересек жұмыс және өнімді малға қолданылмайды. Орталық зауыт зертханалары үшін сатып алынған аспаптар, автоматтандыру құралдары және зертханалық жабдықтар негізгі қорларға жатпайды. Өнеркәсіптің басты міндеттерінің бірі-әлеуметтік өндірістің тиімділігі мен сапасын арттыру және өндірістің материалдық базасы және елдің өндіргіш күштерінің маңызды құрамдас бөлігі болып табылатын күрделі салымдар мен негізгі қорлардың қайтарымдылығын едәуір арттыру. Үздіксіз ғылыми-техникалық прогресс негізінде еңбек құралдарының сандық өсуі мен сапалық жақсаруы еңбек өнімділігінің ұдайы өсуінің шешуші алғышарты болып табылады. Негізгі қорлар өндіріс процесіне ұзақ уақыт қатысады, көптеген өндірістік циклдерге қызмет етеді және өндіріс процесінде біртіндеп тозады, табиғи формасын сақтай отырып, өз құнын өндірілген өнімдерге ауыстырады. Негізгі қорлардың бұл ерекшелігі оларды тиімді пайдалануды қажет етеді. Жылдам техникалық прогресс жағдайында жабдықтар үнемі жетілдіріліп отырады, ескі техниканы алмастыратын механизмдер мен құрылғылардың жаңа, өнімділігі жоғары түрлері жасалады. Өндіріс процесінде негізгі қорларды пайдалану мерзімі (қызмет ету мерзімі) техникалық прогресс тұрғысынан да, жаңа негізгі қорларды құруға жұмсалатын күрделі салымдарды неғұрлым тиімді пайдалану тұрғысынан да маңызды бола түсуде. |