Семь инструментов контроля качества. СМК реф. " Семь инструментов контроля качества" по дисциплине
 Скачать 296.79 Kb. Скачать 296.79 Kb.
|

|
М  ИНОБРНАУКИ РОССИИ ИНОБРНАУКИ РОССИИФедеральное государственное бюджетное образовательное учреждение высшего образования САМАРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ (ФГБОУ ВО “СамГТУ”) _____________________________________________________________________________________________ Факультет ПИЩЕВЫХ ПРОИЗВОДСТВ Кафедра ТЕХНОЛОГИЯ ПИЩЕВЫХ ПРОИЗВОДСТВ И БИОТЕХНОЛОГИЯ РЕФЕРАТ на тему: “ Семь инструментов контроля качества” по дисциплине Системы менеджмента качества и HACCP на пищевых предприятиях Приняла к исполнению Научный руководитель студентка 4-ВБШ-2 к.б.н., доцент ______________________ _______________________ “___”____________2022г. “___”_______________2022г.  Самара 2022 Самара 2022СОДЕРЖАНИЕ Введение…………………………………………………………………..…………..........3 1.Инструменты контроля качества …………………………………………………………4 2. Методы контроля качества………………………………………………………………..4 2.1. Контрольные листы……………………………………………………………………4 2.2. Гистограмма……………………………………………………………………………6 2.3. Диаграмма Парето…………………………………………………………………......10 2.4 Метод стратификации………………………………………………………………….12 2.5 Диаграмма (график) разброса………………………………………………………….12 2.6 Диаграмма Исикавы ……………………………………………………………………15 2.7 Контрольные карты …………………………………………………………………….17 Вывод …………………………………………………………………………………………18 Список используемой литературы…………………………………………………………..19 Введение Контроль качества – это одна из основных функций в процессе управления качеством. Значение контроля заключается в том, что он позволяет вовремя выявить ошибки, чтобы затем оперативно исправить их с минимальными потерями. Контроль качества осуществляется путем сравнения запланированного показателя качества с действительным его значением. Собственно контроль качества и состоит в том, что, проверяя показатели качества обнаружить их отклонение от запланированных значений. В случае обнаружения такого отклонения необходимо найти причину его появления, и после корректировки процесса вновь проверить соответствие скорректированных показателей качества их запланированным значениям. Именно по такому непрерывному циклу осуществляется управление и обеспечение требуемого качества, и дальнейшее его улучшение. Научной основой современного технического контроля является математикостатистические методы. Управление качеством продукции может обеспечиваться двумя методами: посредством разбраковки изделий и путем повышения технологической точности. Издавна методы контроля сводились, как правило, к анализу брака путем сплошной проверки изделий на выходе. При массовом производстве такой контроль очень дорог: контрольный аппарат должен в пять – шесть раз превышать количество производственных рабочих, и даже при этом нет полной гарантии от брака. Поэтому от сплошного контроля переходят к выборочному с применением статистических методов обработки результатов. Какие же статистические методы следует использовать? Ответ в значительной степени зависит от специалистов, но существует принцип, согласно которому важность статистического метода равна его математическому потенциалу, умноженному на вероятность его применения. Следовательно, когда речь идет о широком применении статистических методов, рассматривать следует только те из них, которые понятны и которые могут легко применяться не статистиками. Инструменты контроля качества Из множества статистических методов для широкого применения выбраны только семь, которые понятны и могут легко применяться специалистами различного профиля. Они позволяют вовремя выявить и отобразить проблемы, установить основные факторы, с которых нужно начинать действовать, и распределить усилия с целью эффективного разрешения этих проблем. Японские специалисты собрали из всего множества семь методов. Их заслуга состоит в том, что они обеспечили простоту, наглядность, визуализацию этих методов, превратив их фактически в эффективные инструменты контроля качества: 1. Контрольный листок - инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации. 2. Гистограмма - инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный (заранее заданный) интервал. 3. Диаграмма Парето - инструмент, позволяющий объективно представить и выявить основные факторы, влияющие на исследуемую проблему, и распределить усилия для ее эффективного разрешения. 4. Метод стратификации (расслаивания данных) - инструмент, позволяющий произвести разделение данных на подгруппы по определенному признаку. 5. Диаграмма разброса (рассеивания) - инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных. 6. Диаграмма Исикавы (причинно-следственная диаграмма) - инструмент, который позволяет выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие). 7. Контрольная карта - инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявленных к процессу требований. 2. Методы контроля качества 2.1. Контрольные листы Контрольные листы (или сбор данных) - специальные бланки для сбора данных. Они облегчают процесс сбора, способствуют точности сбора данных и автоматически приводят к некоторым выводам, что очень удобно для быстрого анализа. Результаты легко преобразуются в гистограмму или диаграмму Парето. Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам. Форма контрольного листа может быть разной, в зависимости от его назначения. Контрольный листок – форма, предназначенная для сбора данных и их автоматического упорядочивания, что позволяет облегчить дальнейшее использование собранной информации. По своей сути контрольный листок - бумажный бланк, на котором напечатаны контролируемые параметры, в соответствии с которыми, при помощи пометок или простых символов, в листок заносятся необходимые и достаточные данные. То есть контрольный листок – средство регистрации данных. Форма контрольного листка зависит от поставленной задачи и может быть очень разнообразной, но в любом случае в ней рекомендуется указывать: тему, объект исследования (обычно указывается в заголовке контрольного листка); период регистрации данных; источник данных; должность и фамилию работника, регистрирующего данные; условные обозначения, для регистрации полученных данных; таблицу регистрации данных. При подготовке контрольных листков нужно следить за тем, чтобы использовались наиболее простые способы их заполнения (цифры, условные значки), число контролируемых параметров было по возможности наименьшим (но достаточным для анализа и решения проблемы), а форма листка была как можно понятнее и удобнее для заполнения даже неквалифицированным персоналом. Рекомендуемые этапы сбора информации с помощью контрольных листков: Сформулируйте цель и задачи, для которых собирается информация. Выберите методы контроля качества, с помощью которых будет производиться дальнейший анализ и обработка собранных данных. Определите временной период, в течение которого будут проводиться исследования. Разработайте меры (создайте условия) для добросовестного и своевременного внесения данных в контрольный листок. Назначьте ответственных за сбор данных. Разработайте форму бланка контрольного листка. Подготовьте инструкции по выполнению сбора данных. Проведите инструктаж и обучение работников сбору данных и внесению их в контрольный листок. Организуйте периодические проверки сбора данных. Самым острым вопросом, возникающим при решении проблемы, является достоверность собираемой персоналом информации. Найти решение на основании искаженных данных очень затруднительно (если вообще возможно). Принятие мер (создание условий) для регистрации работниками истинных данных является необходимым условием для достижения поставленной задачи.  Рис 1. Примеры контрольного листка 2.2. Гистограмма Гистограмма – инструмент, который позволяет наглядно изобразить и легко выявить структуру и характер изменения полученных данных (оценить распределение), которые трудно заметить при их табличном представлении. Проведя анализ формы полученной гистограммы и ее местоположения относительно интервала допуска можно сделать заключение о качестве рассматриваемой продукции или состоянии изучаемого процесса. На основе заключения вырабатываются меры по устранению отклонений качества продукции или состояния процесса от нормы. В зависимости от способа представления (сбора) исходных данных, методика построения гистограммы разбивается на 2 варианта: I вариант. Для сбора статистических данных разрабатываются контрольные листки показателей продукции или процесса. При разработке бланка контрольных листков необходимо сразу определиться с количеством и размером интервалов, в соответствии с которыми будет производиться сбор данных, на основе которых в свою очередь будет построена гистограмма. Это необходимо в связи с тем, что после заполнения контрольного листка пересчитать значения показателя для других интервалов будет практически невозможно. Максимум, что можно будет сделать – не учитывать интервалы, в которые не попало ни одно значение и объединять по 2, 3 и т.д. интервала, не боясь исказить данные. Как вы понимаете при таких ограничениях, к примеру, из 11 интервалов сделать 7 практически невозможно. Методика построения: 1. Определите количество и ширину интервалов для контрольного листка. Точное количество и ширину интервалов стоит выбирать исходя из удобства использования или по правилам статистики. Если для измеряемого показателя существуют допуски, то стоит ориентироваться на 6-12 интервалов внутри допуска и 2-3 интервала за пределами допуска. Если допусков нет, то оцениваем возможный разброс значений показателя и тоже делим на 6-12 интервалов. При этом ширина интервалов обязательно должна быть одинаковой. 2. Разработайте контрольные листки и с их помощью произведите сбор необходимых данных. 3. С помощью заполненных контрольных листков подсчитайте частоту попадания (т.е. сколько раз) полученных значений показателя в каждый интервал. Обычно для этого выделяют отдельный столбец, расположенный в конце таблицы регистрации данных. Если значение показателя точно соответствует границе интервала, то добавьте по половинке обоим интервалам на границу которых попало значение показателя. 4. Для построения гистограммы используйте только те интервалы, в которые попало хотя бы одно значение показателя. Если между интервалами, в которые попали значения показателя, имеются пустые интервалы, то их тоже нужно построить на гистограмме. 5. Вычислите среднее значение результатов наблюдения. На гистограмму необходимо нанести среднее арифметическое значение полученной выборки. Стандартная формула, используемая для вычислений: где xi – полученные значения показателя, N – общее количество полученных данных в выборке. Каким образом ею воспользоваться, если нет точных значений показателя x1, x2 и т.д. нигде не объясняется. В нашем случае для приблизительной оценки среднего арифметического могу предложить воспользоваться собственной методикой: а) определите среднее значение для каждого интервала по формуле: где j – интервалы, выбранные для построения гистограммы, xj max – значение верхней границы интервала, xj min – значение нижней границы интервала. 7. На горизонтальную ось нанесите границы выбранных интервалов. Для удобства восприятия рекомендуется перед первым и после последнего интервалов оставить место размером не менее одного интервала. Также необходимо предусмотреть место для нанесения границ допуска, если он есть. Если в дальнейшем планируется сравнивать гистограммы, описывающие похожие факторы или характеристики, то стоит при нанесении шкалы на ось абсцисс руководствоваться не интервалами, а единицами измерения данных. 8. На вертикальную ось нанесите шкалу значений в соответствии с выбранным масштабом и диапазоном. 9. Для каждого выбранного интервала постройте столбик, ширина которого равна интервалу, а высота равна частоте попадания результатов наблюдений в соответствующий интервал (частота уже подсчитана ранее). Нанесите на график линию, соответствующую среднему арифметическому значению исследуемого показателя. При наличии поля допуска постройте линии, соответствующие границам и центру интервала допуска. II вариант. Статистические данные уже собраны (например, проставлены в журналах регистрации) или их предполагается собрать в виде точно измеренных значений. В связи с этим мы не ограничены никакими начальными условиями, поэтому можем выбирать, а также в любой момент изменять количество и ширину интервалов в соответствии с текущими потребностями. Методика построения: 1. Полученные данные сведите в один документ в удобном для дальнейшей обработки виде (например, в виде таблицы). 2. Вычислите диапазон значений показателя (выборочный размах) по формуле: где xmax – наибольшее полученное значение, xmin – наименьшее полученное значении. 3. Определите количество интервалов гистограммы. Для этого можно воспользоваться таблицей, рассчитанной на основе формулы Стерджесса:  Можно также воспользоваться таблицей, рассчитанной на основе формулы:  4. Определите ширину (размер) интервалов по формуле: 5. Округлите полученный результат в большую сторону до удобного значения. Обратите внимание, что вся выборка должна быть разделена на интервалы одинакового размера. 6. Определите границы интервалов. Сначала определите нижнюю границу первого интервала таким образом, чтобы она была меньше xmin. К ней прибавьте ширину интервала, чтобы получить границу между первым и вторым интервалами. Далее продолжайте прибавлять ширину интервала (Н) к предыдущему значению для получения второй границы, затем третьей и т. д. После произведенных действий следует удостовериться, что верхняя граница последнего интервала больше xmax. 7. Для выбранных интервалов подсчитайте частоты попадания значений исследуемого показателя в каждый интервал. Если значение показателя точно соответствует границе интервала, то добавьте по половинке обоим интервалам, на границу которых попало значение показателя. 8. Вычислите среднее значение исследуемого показателя по формуле: 9. Постройте гистограмму, исходя из полученных данных. 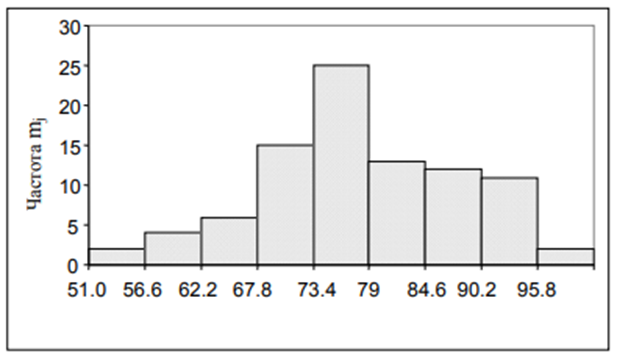 Рис.2 Пример гистограммы 2.3. Диаграмма Парето Диаграмма Парето – инструмент, позволяющий разделить факторы, влияющие на возникшую проблему, на важные и несущественные для распределения усилий по ее решению. Сама диаграмма является разновидностью столбчатого графика с кумулятивной кривой, в которой факторы распределены в порядке уменьшения значимости (силы влияния на объект анализа). В основе диаграммы Парето лежит принцип 80/20, согласно которому 20% причин приводят к 80% проблем, поэтому целью построения диаграммы является выявление этих причин для концентрации усилий по их устранению. Принцип 80/20 основан на утверждении, что диспропорция является неотъемлемым свойством соотношения между причинами и следствием, вкладываемым усилиям и получаемым результатом. Сам дисбаланс не обязательно равен 80/20, он может составлять 70/30, 75/25, 95/5 и даже близок к 50/50 (хоть и очень редко), но диспропорция 80/20 встречается намного чаще других соотношений, поэтому она и положена в основу диаграммы Парето. Методика построения: Определите проблему для исследования, выполните сбор данных (влияющих факторов) для анализа. Проведите разбиение выявленных факторов на 7-10 групп, при этом факторы, не вошедшие в основные группы, объединяются в группу «прочие». Распределите факторы в порядке убывания коэффициента значимости. Вычислите итоговую сумму значимости факторов путем арифметического сложения коэффициентов значимости всех рассматриваемых факторов. В случае разбиения факторов на группы, определите коэффициенты значимости для каждой группы путем арифметического суммирования коэффициентов значимости факторов, входящих в группу. Начертите горизонтальную ось. Проведите две вертикальные оси: на левой и правой границе горизонтальной оси. Горизонтальную ось разделите на интервалы в соответствии с количеством контролируемых факторов (групп факторов). Левую вертикальную ось разбейте на интервалы от 0 до числа, соответствующего итоговой сумме значимости факторов. Правую вертикальную ось разбейте на интервалы от 0 до 100%. При этом отметка 100% должна лежать на такой же высоте, что и итоговая сумма значимости факторов. Для каждого фактора (группы факторов) постройте столбик, высота которого равна коэффициенту значимости для этого фактора. При этом факторы (группы факторов) располагаются в порядке уменьшения их значимости, а группа «прочие» помещается последней, независимо от ее коэффициента значимости. Постройте кумулятивную кривую. Для этого нанесите на диаграмму точки накопленных сумм для каждого интервала. Положение точки соответствует: по горизонтали – правой границе интервала, по вертикали – величине суммы коэффициентов значений факторов (групп факторов), лежащих левее рассматриваемой границы интервала. Соедините полученные точки отрезками прямых. На уровне 80% итоговой суммы проведите горизонтальную линию от правой оси диаграммы до кумулятивной кривой. Из точки пересечения опустите перпендикуляр на горизонтальную ось. Этот перпендикуляр разделяет факторы (группы факторов) на значимые (располагаются слева) и незначительные (располагаются справа). Рекомендуется использовать различные методы классификации факторов и составлять для них множество диаграмм Парето для выявления как можно меньшего количества первоочередных факторов. Выпишите значимые факторы для принятия первоочередных мер. Факторы, которые легко скорректировать рекомендуется устранять незамедлительно, даже, если они не вошли в список первоочередных для принятия мер. 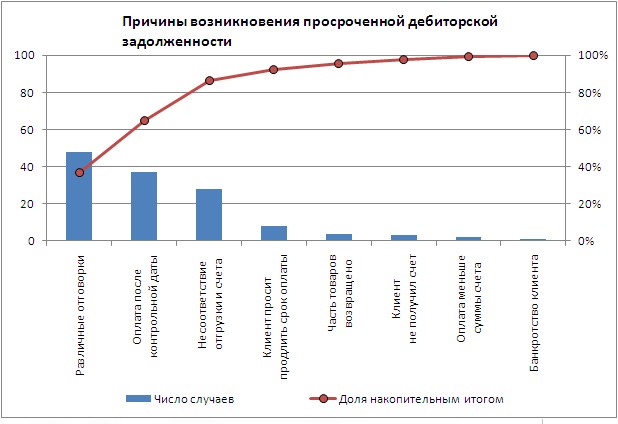 Рис. 3. Диаграмма Парето. Причины возникновения просроченной дебиторской задолженности. 2.4 Метод стратификации Стратификация (расслоение) – процесс сортировки (разделения) полученных данных на отдельные группы (страты) согласно некоторым критериям или факторам, результаты которого часто представлены в виде диаграмм или графиков. В результате измерений всегда есть разброс параметров. Если осуществлять расслоение по факторам, порождающим этот разброс, можно выявить главную причину его появления, что позволит уменьшить ее воздействие или даже устранить. Рассматривая каждый фактор, по которому проводится расслоение, можно обнаружить критерии второго порядка, влияющие на разброс параметров. На их основе также необходимо провести стратификацию. Затем каждый фактор второго порядка необходимо рассмотреть на возможность разбиения на критерии третьего порядка и т.д. В качестве критерия, согласно которому проводится расслоение данных, может быть выбран любой параметр, определяющий особенности условий возникновения полученных данных. Если вы не можете выбрать критерий для стратификации, можно воспользоваться приемом «4М … 6М». Прием 4М … 6М - определяет основные группы факторов, которые оказывают влияние практически на любой процесс: Man (человек) – квалификация, стаж работы, возраст, пол и т.д. Machine (машина, оборудование) – вид, марка, конструкция и т.д. Material (материал) – сорт, партия, фирма-поставщик и т.д. Method (метод, технология) – температурный режим, смена, цех и т.д. Measurement (измерения, контроль) – тип измерительных приборов, метод измерения, класс точности прибора и т.д. Media (окружающая среда) – температура, влажность воздуха, электрические и магнитные поля и т.д. На рисунке приведен пример анализа источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории - по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных донных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае «поставщик 1». 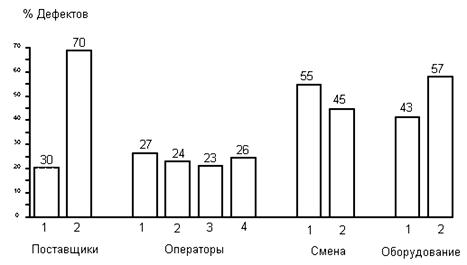 Рис 5. Стратификация данных (о качестве) 2.5 Диаграмма (график) разброса Диаграмма рассеивания (разброса, поле корреляции) – инструмент позволяющий выявить вид и степень зависимости (корреляцию) между парами переменных x, y, которые могут представлять: характеристику качества и воздействующий на нее фактор; две характеристики качества; два фактора, воздействующие на одну и ту же характеристику качества. Сама диаграмма представляет собой множество (совокупность) точек, координаты которых равны значениям параметров x и y. Методика построения: Сведите полученные значения пар данных x, y в таблицу для удобства дальнейшего использования. Для получения достоверного результата рекомендуется использовать не менее 30 пар данных. Постройте горизонтальную и вертикальную оси. Для удобства прочтения графика рекомендуется выбрать масштаб и диапазон шкал для осей таким образом, чтобы размер рабочих частей осей для отображения полученных значений пар x, y примерно совпадал. В случае если одна из переменных – фактор, а другая – характеристика качества, рекомендуется для фактора выбрать ось x, а для характеристики качества – ось y. Нанесите точки полученных пар значений x, y на график. Если в результате разных наблюдений получены одинаковые пары значений x, y, то отметьте эти точки каким-либо знаком или поставьте рядом вторую точку. Вычислите коэффициент корреляции (он позволяет количественно определить силу линейной связи между x и y) по формуле: Где n – количество пар данных, Проверьте, что значение полученного коэффициента корреляции не выходит за пределы -1 < r < +1. Если при подсчете получено абсолютное значение r больше 1, значит, в вычислениях произошла ошибка и коэффициент корреляции необходимо пересчитать. 5. Определите вид связи между x и y, проведя анализ формы построенного графика и вычисленного коэффициента корреляции. Типичные разновидности диаграммы рассеивания: 1. Ярко выраженная тенденция увеличения y с увеличением x соответствует сильной положительной корреляции.  2. Ярко выраженная тенденция уменьшения y с увеличением x соответствует сильной отрицательной корреляции.  3. Слабо выраженная тенденция увеличения y с увеличением x свидетельствует о слабой положительной корреляции.  4. Слабо выраженная тенденция уменьшения y с увеличением x свидетельствует о слабой отрицательной корреляции.  5. Наблюдаемая тенденция нелинейного изменения y с увеличением x соответствует криволинейной корреляции.  6. Отсутствие наблюдаемой на графике зависимости между x и y свидетельствует об отсутствии корреляции.  Тип связи между x и y по значению коэффициента корреляции оценивается следующим образом: Значение r > 0 соответствует положительной корреляции, r < 0 – отрицательной корреляции. Чем больше абсолютное значение r, тем сильнее корреляция, а |r| = 1 соответствует точной линейной зависимости между парами значений наблюдаемых переменных. Чем меньше абсолютное значение r, тем слабее корреляция, а |r| = 0 свидетельствует об отсутствии корреляции. Абсолютное значение r близкое к 0 может быть также получено при определенном виде криволинейной корреляции. Для увеличения результативности следует строить и производить сравнение графиков рассеяния, полученных в разные моменты времени. Также рекомендуется проводить стратификацию диаграмм разброса для различных средств и условий производства продукции. 2.6 Диаграмма Исикавы Причинно-следственная диаграмма, «рыбий скелет» – инструмент качества, служащий для наглядного представления причинно-следственных связей между объектом анализа и влияющими на него факторами. Также используется для первоначального ранжирования (определения значимости, силы влияния) факторов, воздействующих на исследуемый объект и выбора приоритетов для устранения проблемы или улучшения показателя. Методика построения: Выберите показатель качества для улучшения (анализа). Запишите его в середине правого края чистого листа бумаги. Показатель необходимо сформулировать как можно точнее, иначе даже правильно построенную причинно-следственную диаграмму будет затруднительно использовать для решения конкретной проблемы. Через центр листа проведите прямую горизонтальную линию («хребет» диаграммы), слева упирающуюся в край листа, а справа в показатель для анализа. Определите главные факторы (факторы первого порядка), влияющие на показатель качества. Для этого рекомендуется воспользоваться мнемоническим приемом 4М … 6М. Равномерно распределите по верхнему и нижнему краю листа и запишите главные факторы. Проведите стрелки («большие кости») от названий главных факторов к «хребту» диаграммы. На диаграмме для выделения показателя качества и главных факторов рекомендуется заключить их в рамку. Определите и запишите факторы второго порядка рядом с «большими костями» факторов первого порядка, на которые они влияют. Соедините стрелками («средние кости») названия факторов второго порядка с «большими костями». Определите и запишите факторы третьего порядка рядом со «средними костями» факторов второго порядка, на которые они оказывают влияние. Соедините стрелками («малые кости») названия факторов третьего порядка со «средними костями». Для определения факторов второго, третьего и т.д. порядков рекомендуется использовать метод «мозгового штурма». Если есть возможность, рекомендуется провести исследование (подтверждение) зависимости полученных факторов на объект исследования, к примеру, с помощью «Диаграммы рассеивания». Удалите факторы, на которые невозможно повлиять или скомпенсировать их воздействие. Оцените степень влияния (значимость) каждого, наиболее мелкого фактора, на который можно повлиять. Выпишите и используйте для улучшения показателя качества наиболее значимые факторы. Для этого рекомендуется воспользоваться диаграммой Парето.  Рис 6. Пример диаграммы Исикавы 2.7 Контрольные карты Контрольные карты В. Шухарта – инструмент, позволяющий отслеживать изменение показателя качества во времени для определения стабильности технологического процесса, а также корректировки процесса для предотвращения выхода показателя качества за допустимые пределы.   Рис 7. Общий вид контрольной карты Рис 7. Общий вид контрольной картыКонтрольные карты по количественным признакам Контрольные карты по количественным признакам - это как правило сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2-я - разброса процесса. Разброс может вычисляться или на основе размаха процесса R (разницы между наибольшим и наименьшим значением), или на основе среднеквадратического отклонения процесса S. В настоящее время обычно используются x- S карты, x - R карты используются реже. Контрольные карты по качественным признакам Карта для доли дефектных изделий (p - карта) В p - карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки - переменный. Карта для числа дефектных изделий (np - карта) В np - карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки - постоянный. Карта для числа дефектов в выборке (с - карта) В с - карте подсчитывается число дефектов в выборке. Карта для числа дефектов на одно изделие (u - карта) В u - карте подсчитывается число дефектов на одно изделие в выборке. Вывод Таким образом, семь инструментов контроля качества - простые и надежные средства для систематического решения большего количества (до 95%) проблем, касающихся контроля качества в самых разных областях. При осуществлении контроля качества производится обязательный сбор данных, а затем их обработка с помощью статистических инструментов контроля качества. Методы применяются как непосредственно в производстве, так и на различных стадиях жизненного цикла продукции. Причем необязательно в процессе решения задачи должны использоваться все семь методов. Каждый метод может находить свое самостоятельное применение в самых различных случаях. Достоинство метода - наглядность, простота освоения и применения. Недостаток метода - низкая эффективность при проведении анализа сложных процессов. Список используемой литературы 1. Всеобщее управление качеством : учебник для вузов / О.П. Глудкин, Н.М. Горбунов, А.И. Гуров, Ю.В. Зорин / под ред. О.П. Глудкина. – М. : Радио и связь, 1999. – 600 с. 2. Гличев, А.В. Основы управления качеством продукции / А.В. Гличев. – М. : РИА «Стандарты и качество», 2001. – 424 с. 3. ГОСТ Р ИСО 19011–2003. Национальный стандарт РФ. Руководящие указания по аудиту систем менеджмента качества и/или систем экологического менеджмента. |