курсовая работа. трафаретная печать. 1. Характеристика выбранного образца и общая технологическая схема его изготовления
 Скачать 1.46 Mb. Скачать 1.46 Mb.
|

|
Содержание
Введение Трафаретная печать является одним из специальных видов печати. В настоящее время не существует научной классификации специальных способов печати, это понятие условное, без четкого обоснования критериев, отличающих его от классических способов печати. Специальные способы печати отличаются от классических либо составом краски, либо материалом печатной формы, либо технологией печатания. Специальные способы печати используются как для выпуска специальной печатной продукции, так и для издательской. Уникальность данного вида печати заключается в том, что этот способ позволяет нанести изображение практически на любой материал: бумага, пластик, дерево, ткань, керамика, стекло, металл и т.д. Так же стоит отметить, что в отличие от офсетной или цифровой печати, особенностью данной технологии является нанесение, при необходимости, достаточно толстого слоя краски, что делает изображение выступающим над поверхностью. Это предоставляет множество преимуществ. Можно получать более яркие цвета и обеспечивать более прочную печать. При трафаретной печати нанесение цветов происходит последовательно, и для каждой краски подготавливается свой трафарет. Для получения качественного многоцветного изображения необходимо тщательно следить за совмещением рисунка меняющихся трафаретов. Кроме всех перечисленных достоинств, печать трафаретная печать даёт возможность допечатывать необходимую информацию и изображения уже на готовые изделия (книги, календари, открытки, линейки, металлические и пластиковые таблички, компакт-диски и др.) и изготовлять сверхмалые тиражи. В данной работе будут проанализированы особенности изготовления печатных форм для трафаретной печати, материалы, а так же применяемое оборудование. 1. Характеристика выбранного образца и общая технологическая схема его изготовления Технологическая схема изготовления образца В настоящее время трафаретная печать используется для изготовления широкого ассортимента изделий из пластмассы, металлических изделий, используемых не только в полиграфии, но и в текстильной, электронной, автомобильной, стекольной, керамической и в других отраслях промышленности, для промышленной отделки, бумаги, упаковки, керамики, текстиля и многого другого. Трафаретная печать является единственной системой, пригодной для печати на основе неправильной формы и неравномерной толщины. Примером могут служить полиэтиленовые контейнеры и бутылки, керамика, стекло, металл и т.п. материалы, что говорит об универсальности процесса. Таблица 1 — Техническая характеристика изделия
Данная характеристика изделия дает возможность правильно выбрать технологическую схему изготовления изделия, начиная от его допечатной подготовки и заканчивая послепечатной обработкой. На основании технической характеристики изделия-образца, приведенной в таблице 1, составлена общая схема, в которой указаны процессы его изготовления. На рисунке 1 изображен принцип трафаретной печати. 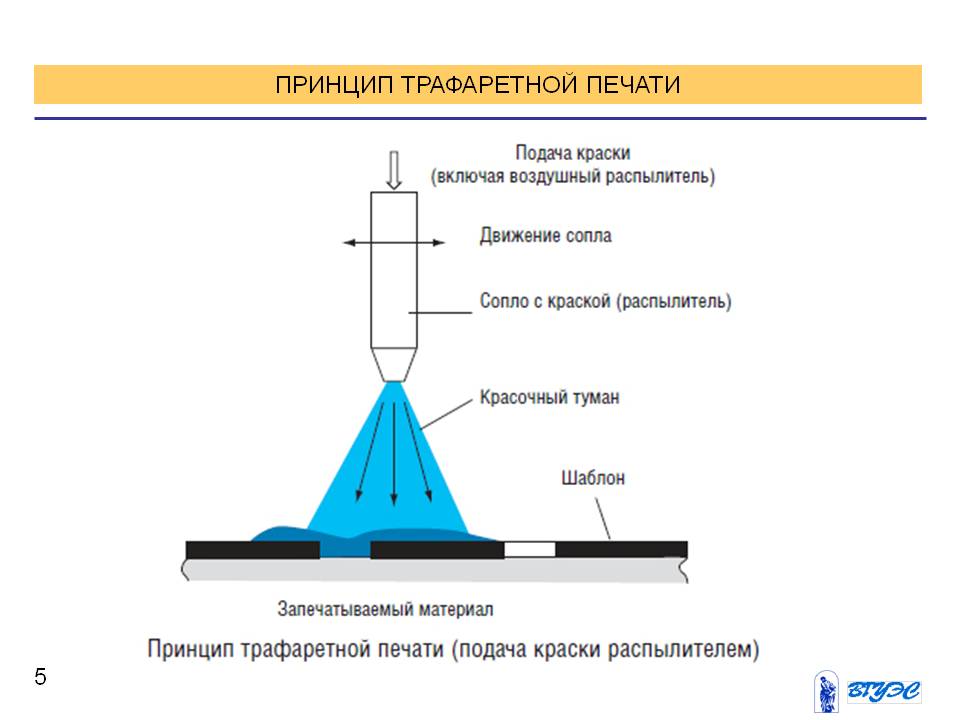 Рисунок 1- Принцип трафаретной печати. Можно использовать самую широкую палитру красок, какую только возможно. Это краски цветные, которые имеют возможность изменить толщину слоя краски на материале, дающую возможность достигнуть нужной интенсивности цвета. Наши специалисты используют кроющие белила, при этом получаются интересные эффекты графики, когда при нанесении белил на темную бумагу белила покрывают основу. 1.2 Сравнительный анализ технологии изготовления форм трафаретной печати Трафаретная печать - это процесс, который возник на основании искусства использования трафарета, то есть нанесения различных цветов краски на лист бумаги или другие плоские поверхности. Применениям современных процессов трафаретной печати нет числа. Это объясняется, главным образом, их разнообразием и возможностью печати почти на всем, что необходимо декорировать. К характерным особенностям трафаретной печати, относится ее способность нанесения толстого слоя краски. Это предоставляет множество преимуществ. Можно так же получать более яркие цвета и обеспечивать более прочную печать. Трафаретная печать может также использоваться для печати на материалах любого типа, любой толщины и формы. Печатная форма для трафаретной печати состоит из специальной сетки, натянутой на раму, и шаблона на ней. Рамы для трафаретной печати изготавливаются из дерева, стали, но наиболее распространены рамы из алюминиевого профиля. Имеются устройства для натяжения сетки на раму с зажимными приспособлениями. Трафаретная сетка(рисунок 2) - основа для изготовления трафаретных печатных форм (ТПФ). Поэтому печатные свойства ТПФ сильно зависят от свойств сетки. 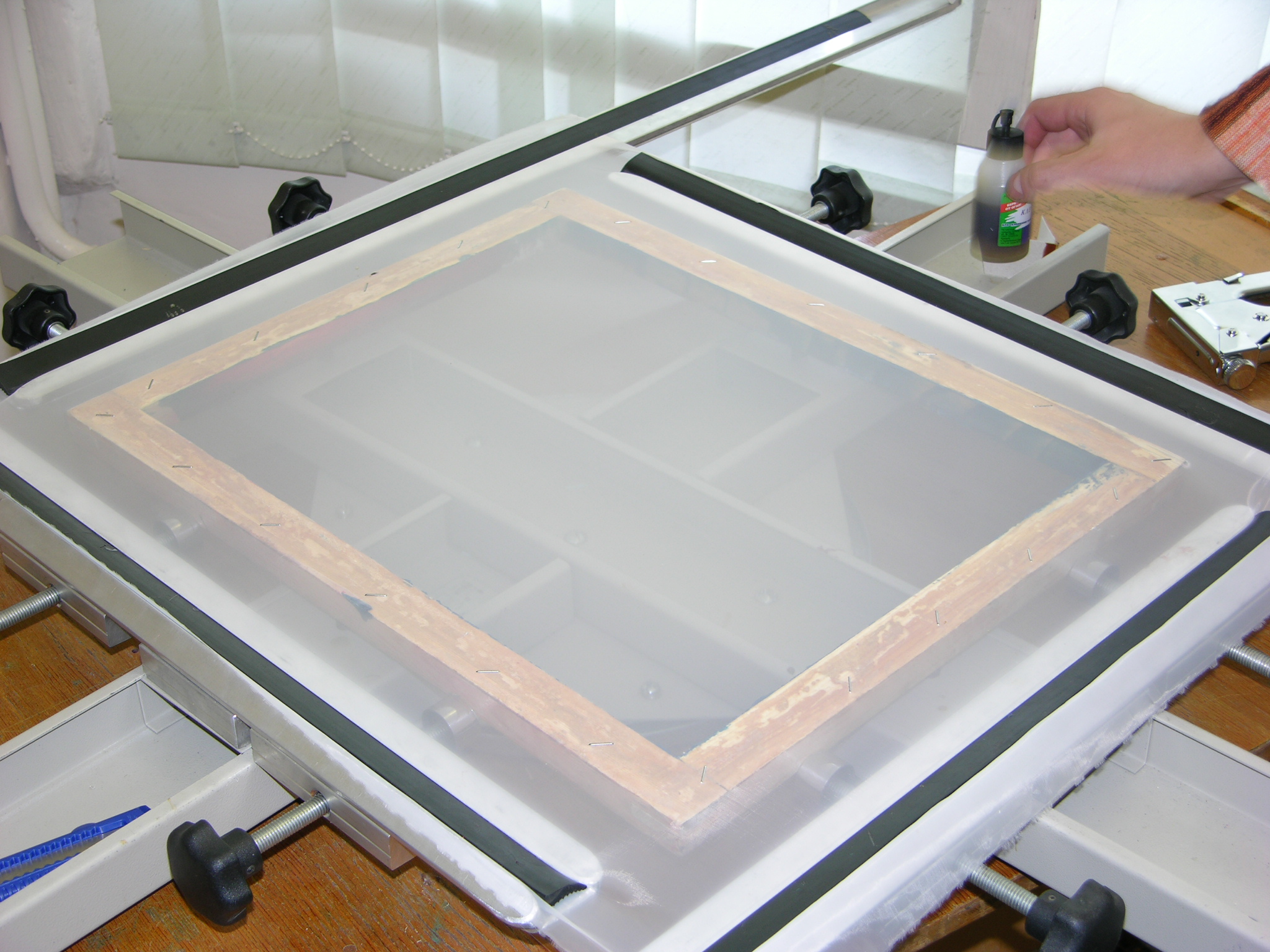 Рисунок 2- Трафаретная сетка Трафаретные сетки могут быть полиэфирными или стальными. Стальную сетку применяют при работе с термопластичными красками; для других видов печатных красок (сольвентные, водные, УФ, пластизольные) используется полиэфирная сетка. Полиэфирная сетка различается по типу плетения (холщовое, саржевое). При холщовом плетении одна нить ложится на одну нить (1:1), а при саржевом - переплетаются либо две нити на одну (2:1), либо две на две (2:2). Самым популярным типом сегодня считается полиэфирная сетка для трафаретной печати с холщовым плетением(рисунок 3). 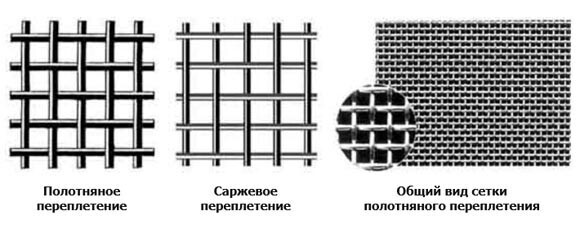 Рисунок 3- Типы плетения трафаретной сетки Выбор трафаретной сетки определяется требованиями к способу печати. Материал сетки должен хорошо сочетаться с материалом для шаблонов. Её не должны повреждать растворитель и очищающее средство. Сетка должна иметь достаточную износостойкость к давлению ракеля в процессе контакта с запечатываемым материалом. Размеры ячеек должны быть достаточно большими, если применяются краски и материалы для копировального слоя с грубыми пигментами. С другой стороны, ячейки не должны быть большими, чтобы при растровой печати обеспечить надежное воспроизведение мельчайшей структуры изображения. Правильное натяжение сетки в трафаретной печати является важнейшим параметром обеспечения высокого качества. Недостаточное натяжение сетки приводит к искажениям изображения во время печатного процесса. Это может также вызвать повреждения печатной формы. Важным параметром при выборе сетки является линиатура. Поэтому трафаретные сетки классифицируют по номерам, куда включены данные о линиатуре и диаметре нити. Например, название «сетка для трафаретной печати № 120-34» означает, что линиатура этой сетки 120 лин/см, а диаметр нити – 34 мкм. Чем выше линиатура сетки (например, 160 лин/см), тем тоньше будет печатный элемент. Также различают окрашенные (желтый цвет) и неокрашенные (белые) полиэфирные сетки для трафаретной печати. Цвет играет большую роль в формном процессе. Окрашенная сетка для шелкографии, в основном, применяется для высоколиниатурных работ, т.к. желтый цвет способствует рассеиванию света при экспонировании и, тем самым, позволяет добиваться четкого воспроизведения даже мельчайших деталей изображения. Выбор частоты сетки осуществляется в зависимости от характера воспроизводимого изображения, типа запечатываемого материала и свойств печатных красок. В трафаретной печати наибольшее применение получили тигельные и плоскопечатные машины, для которых используются прямоугольные печатные формы. Они могут изготавливаться прямым, косвенным и комбинированным способами. Выбор сеток и их подготовка для всех способов производится одинаково. В зависимости от формата печатной машины и запечатываемого материала выбирается соответствующий формат сетки и формной рамы. Из-за необходимости преодоления рабочего зазора между сеткой и запечатываемым материалом изображение на сетке должно занимать не более 50% ее площади. Для натяжения сетки на раму служат механические или пневматические натяжные устройства. Формная рама должна быть достаточно жесткой и легкой для использования в работе. Она изготавливается из профиля алюминия или стали. Натяжение сетки должно обеспечить стабильность линейных размеров формы в процессе печатания. Степень натяжения должна быть взаимосвязана с упругостью сетки, вязкостью печатных красок, твердостью и усилием прижима ракеля при печатании. Основное условие для натяжения сетки – не превышать предел текучести ее материала, при этом особое внимание обращается на одновременность и равномерность натяжения сетки. Степень натяжения контролируется с большой точностью специальным прибором, состоящим из измерительной головки и индикаторного устройства. Края натянутой на раму сетки прочно закрепляются специальным двухкомпонентным клеем или с помощью зажимов. 1.3 Ротационные печатные формы Ротационная схема построения печатающего аппарата редко используется в трафаретных печатных машинах, что объясняется, с одной стороны, высокой стоимостью ротационных трафаретов, а с другой — использованием трафаретного оборудования преимущественно для изготовления малотиражной продукции. Значительно более широкое применение нашли специализированные и универсальные ротационные трафаретные модули, которые устанавливаются в узкорулонных печатных машинах. В производстве печатной продукции востребованы прежде всего оформительские возможности трафаретной печати. Трафаретный способ позволяет наносить на запечатываемый материал красочный слой очень большой толщины, поэтому он используется в следующих случаях: для нанесения на материал кроющей плашки (например, при печати этикеток на прозрачных материалах); для воспроизведения ярких насыщенных цветов; для получения эффекта рельефности; при повышенных требованиях к стойкости печатного изображения к воздействию света и химических веществ. К этому можно добавить, что трафаретная печать позволяет работать с широким спектром запечатываемых материалов и различными красками и лаками: металлизированными, перламутровыми, флуоресцентными, термохромными и т.д. Бесшовные трафаретные формы могут применяться для печати «бесконечных» изображений. Главным недостатком трафаретной печати является относительно низкое разрешение, что не позволяет воспроизводить этим способом высоколиниатурные растровые изображения. Поэтому в узкорулонных машинах трафаретная технология комбинируется с другими способами печати: флексографским, высоким, офсетным и глубоким. Ротационная трафаретная форма представляет собой полый цилиндр, внутрь которого помещается ракельное устройство и подается краска. В процессе печати неподвижный ракель переносит краску на запечатываемый материал, продавливая ее через печатающие элементы (отверстия в стенках) вращающейся цилиндрической формы(рисунок 4). 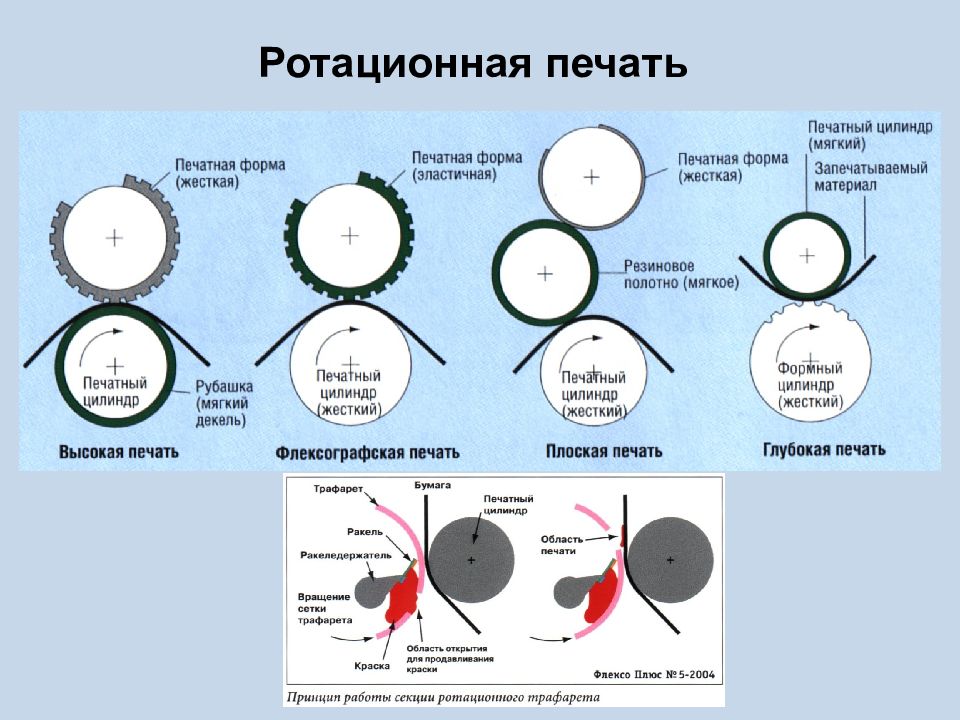 Рисунок 4- Ротационная печать Печатная форма состоит из основы (материал с приклеенными концевыми кольцами) и копировального слоя. Его наносят на основу при помощи специальных инструментов: аппликатора и адаптеров. В отличие от обычных (плоских) трафаретных форм копировальный слой наносится только на печатную сторону основы. В настоящее время разработаны две технологии изготовления ротационных трафаретных форм: лазерное гравирование металлических гильз и маскирование трафаретных сеток. В процессе лазерного гравирования мощный лазер прожигает отверстия в гильзе, формируя печатающие элементы трафаретной формы. Гравированные лазером формы отличаются высокой тиражестойкостью и большой стоимостью, поэтому данная технология нашла применение преимущественно в области печати на тканях, где главным требованием является высокая долговечность формы. В полиграфии используется технология фотохимического маскирования металлической трафаретной сетки, суть которой заключается в создании на поверхности сетки маски, закрывающей отверстия на участках, которые соответствуют пробельным элементам формы. Данная технология в целом аналогична процессу изготовления плоских трафаретных форм и включает следующие основные этапы: 1. Нанесение на сетку светочувствительного копировального слоя. 2. Экспонирование копировального слоя через позитивную фотоформу, в процессе которого происходит его задубливание на участках, соответствующих пробельным элементам формы. 3. Удаление незадубленного копировального слоя с печатающих элементов формы. Для изготовления ротационных трафаретов сетка должна иметь цилиндрическую форму. Для повышения жесткости печатной формы к торцевым концам цилиндра прикрепляют кольца, которые также служат опорными поверхностями при установке формы в секцию. Большинство технологических операций требует специального оборудования: станции для приклейки колец и нанесения копировального слоя, экспонирующего и вымывного устройств, а также установки для контроля и коррекции трафаретной формы. Помимо этого требуется мощный сушильный шкаф и резервуар для обезжиривания сетки. Процесс изготовления формы достаточно трудоемок и занимает несколько часов, причем большая часть этого времени уходит на операцию сушки, которая выполняется после приклейки колец, обезжиривания, нанесения копировального слоя и вымывания. Для повторного использования сетки форма очищается от краски и копировальный слой удаляется с ее поверхности в вымывной установке. После обезжиривания сетки на нее может наноситься новый копировальный слой. Важным требованием, предъявляемым к формам для ротационной трафаретной печати, является высокая гладкость их поверхности и малое отклонение от цилиндричности. Наличие на поверхности формы неровностей приведет к тому, что краска в процессе печати будет вытекать за пределы печатающих элементов. Обычно для получения на поверхности сетки гладкой маски приходится наносить несколько слоев копировальной эмульсии, причем по мере увеличения общей толщины маски, условия краскопереноса ухудшаются. Секции ротационной трафаретной печати обычно имеют сходное построение. Краска подается внутрь вращающегося трафарета через трубу, которая также служит для крепления неподвижного ракельного ножа. Ракельный нож касается внутренней поверхности трафаретной формы, выдавливая краску на запечатываемый материал. При этом давление печати в ротационных трафаретных устройствах гораздо ниже, чем в тигельных и плоскопечатных машинах, где нож деформирует сетку. Твердость рабочего лезвия ракельного ножа должна быть ниже, чем твердость трафаретной сетки, поэтому оно изготавливается из полимера, например из полиуретана. Запечатываемый материал прижимается к ротационному трафарету печатным цилиндром с эластичной покрышкой. Скорость ротационной трафаретной печати зависит также от конструктивных особенностей печатного аппарата. Как правило, она ограничивается характеристиками краски, в частности ее текучестью или мощностью сушильного устройства. 1.4 Требования к оригиналам и фотоформам Трафаретным способом воспроизводятся в основном штриховые одно- и многокрасочные оригиналы. Они должны удовлетворять таким же общим требованиям, как и для классических способов печати, однако печать с помощью сеток ограничивает точность воспроизведения штрихов. При изготовлении прямым способом форм, воспроизводящих полиграфический шрифт, кегль его на оттиске должен быть не менее 8 пунктов. Формный процесс с использованием негативных копировальных слоев производится с диапозитивов. Штриховые диапозитивы должны удовлетворять в основном тем же требованиям, которые предъявляются к ним в классических способах печати, но максимальная и минимальная оптические плотности их должны быть согласованы с типом копировального слоя. Тона в трафаретной печати воспроизводят как с помощью низко- и среднелиниатурных растров, так и без них. В последнем случае тональность передается по средствам последовательного печатания несколькими красками, близкими друг другу по оттенкам. Для этого с одноцветного оригинала изготавливают один тоновый диапозитив, с которого получают прямым способом несколько печатных форм при различной величине экспозиции при копировании. При самой малой экспозиции получают форму для наиболее светлых участков и, наоборот, при наибольшей – для самых глубоких теней. Печатание начинают с самой светлой краски, а каждая последующая перекрывает на определенных участках предыдущую, создавая постепенный переход от светлого к темному. Такой принцип можно также использовать при воспроизведении многоцветных оригиналов. Для этого с оригинала изготавливают цветоделеные тоновые диапозитивы и с каждого диапозитива по указанной технологии изготавливают несколько печатных форм. Данный способ дает хороший и качественный эффект с большой градацией тонов, но он очень трудоемок и неэкономичен. При использовании растров, одноцветные оригиналы воспроизводят в одну краску, а многоцветные в четыре (CMYK). Однако на конфигурацию растровых элементов и их устойчивость на печатной форме значительное влияние оказывает способ изготовления печатных форм и частота сетки. Последняя сильно ограничивает линиатуру применяемых растров. В связи с этим тоновые оригиналы для трафаретной печати должны быть яркими и не перегруженными мелкими деталями. Сущность прямого способа заключается в экспонировании копировального слоя, находящегося на сетке, через диапозитив и последующей обработке копии. Оставшийся на сетке копировальный слой выполняет функцию пробельных элементов печатной формы. Копировальный слой должен обладать достаточной адгезией к нитям сетки, стойкостью к механическим и физико-химическим воздействиям после экспонирования и обработки. Так же слои должны изготавливаться из недефицитных и нетоксичных материалов, серийно выпускаемых промышленностью, проявляться в воде или других дешевых нетоксичных растворителях. Из большого многообразия копировальных слоев для прямого способа изготовления трафаретных печатных форм нашли применение следующие: Слои на основе поливинилового спирта (ПВС) с введением латекса для повышения тиражестойкости. Эти слои характеризуются простотой копировального процесса, низкой стоимостью, водным проявлением копии. Однако они обладают темновым дублением, усадкой при сушке, низким сроком сохранности, а так же нестабильной светочувствительностью. Фотополимеризующиеся слои на основе различных модификаций полиамидов или водорастворимых сополиамидов или же на основе ненасыщенных уретановых олигомеров. Эти слои обладают стабильностью и продолжительностью срока службы композиций, способностью к высокой степени фотополимеризации, хорошими репродукционно-графическими и физико-механическими показателями. Кроме твердых фотополимеризующихся материалов могут применяться и жидкие, например, на основе олигоэфиракрилатов. Нанесение копировального раствора на сетки, натянутые на формные рамы, производится в специальных устройствах, работающих по принципу смачивания обеих сторон сетки копировальным раствором. Перед нанесением раствора для лучшей адгезии слоя к сетке последняя обрабатывается обезжиривающим раствором. Высушивают копировальный слой в сушильном шкафу при горизонтальном расположении сетки. Копирование диапозитивов обычно производится в специальных пневматических копировальных станках или в копировально-множительных машинах с увеличенным размером резинотканевого коврика, охватывающего формную раму. Источник освещения выбирается в соответствии со спектральной чувствительностью копировального слоя. В процессе экспонирования лучи, прошедшие через прозрачные участки диапозитива 3, вызывают дубление или фотополимеризацию копировального слоя в будущих пробельных участках печатной формы. Проявление экспонированной копии осуществляется до полного вымывания копировального слоя из ячеек сетки печатающих элементов. Состав проявляющего раствора определяется видом копировального слоя. После проявления и высушивания печатная форма подвергается контролю и при незначительных дефектах в виде проколов или царапин корректируется копировальным раствором с последующим облучением. Для повышения тиражестойкости форм, изготовленных на основе ПВС, их подвергают дополнительному химическому дублению. С этой же целью формы, изготовленные с использованием копировального слоя на основе водорастворимых сополимеров, подвергаются дополнительной комбинированной обработке: тепловой (при 70оС) и химической (в растворе хромового ангидрида). Этот способ заключается в том, что с диапозитива изготавливают копии на светочувствительном материале, нанесенном на временную подложку, а потом ее переносят на поверхность сетки, натянутой на формную раму. Для этих целей используют копировальные материалы, представляющие собой бумажную, а чаще всего тонкую полимерную пленку 1, покрытую копировальным слоем 3, который связан с подложкой промежуточным подслоем 2. В зависимости от состава копировального слоя, материалы могут быть и в неочувствленном виде (на основе ПВС и желатины) и предварительно очувствленные на основе фотополимеризующихся композиций. В первом случае копировальный материал перед экспонированием необходимо очувствлять, например в растворе двухромовокислого аммония, и высушить, что вызывает неудобство в его использовании. Для экспонирования используют копировальные станки или копировально-множетельные машины, применяющиеся для изготовления форм плоской офсетной и высокой печати. Источники освещения выбираются в зависимости от спектральной чувствительности копировального материала. Лучи света, проходя через прозрачные участки диапозитива 4 (рисунок 5) и прозрачную полимерную основу 1 копировального материала, уложенного на бумажную прокладку 5, вызывают дубление или фотополимеризацию копировального слоя 3. 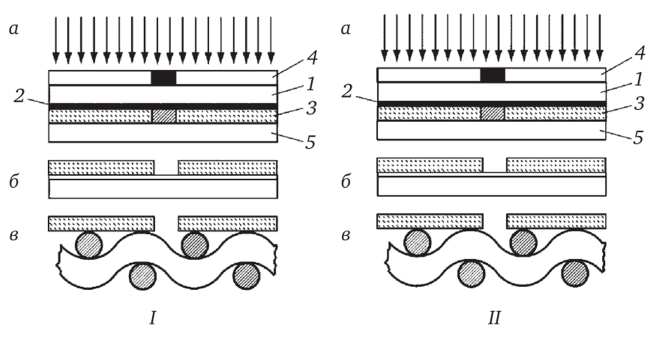 Рисунок 5- Копировальный способ После экспонирования копия проявляется соответствующим раствором до полного удаления неэкспонированных участков (рис. 2, Б). Полученную копию во влажном состоянии накладывают на тщательно обезжиренную поверхность сетки и выдерживают некоторое время (около 30 минут) под небольшим давлением. Затем копию высушивают и отделяют полимерную основу копировального материала, в результате чего на сетке остается копировальный слой, образуя пробельные элементы печатной формы (рис. 5, В). Комбинированный фотохимический способ изготовления форм рисунок 6). Этот способ разработан на базе прямого и косвенного способов. 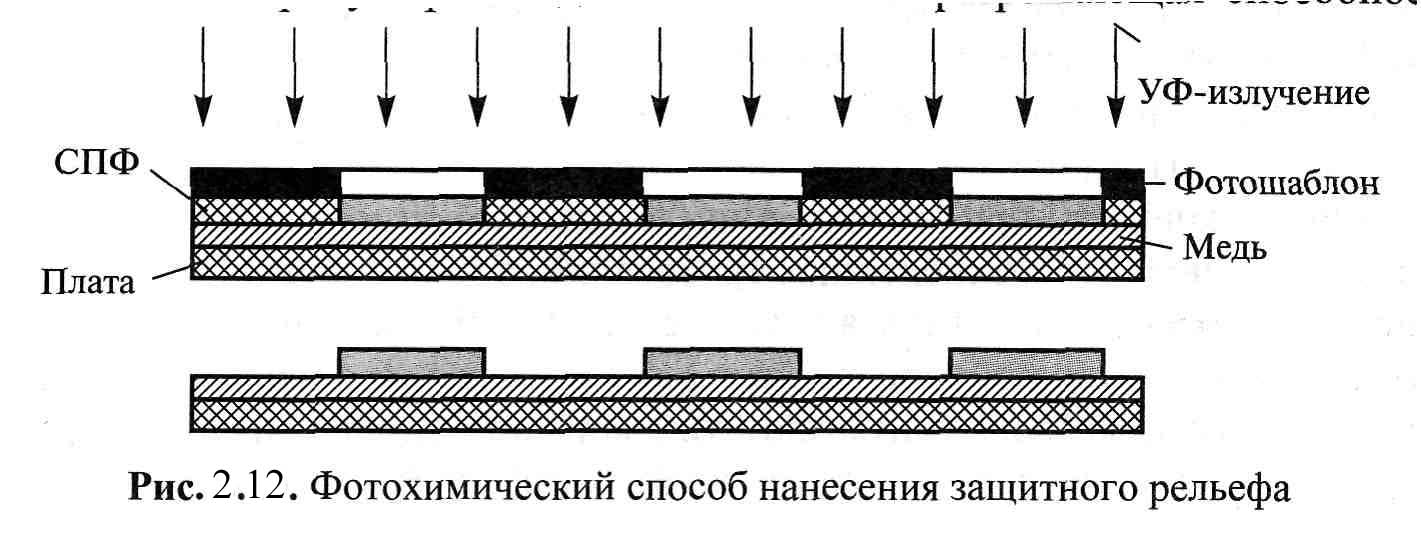 Рисунок 6- Комбинированный фотохимический способ изготовления форм На рабочую сторону обезжиренной сухой сетки прикатывают пленочный неочувствленный материал, например на основе ПВС и желатины, и удаляют его подложку. Затем наносят на оборотную сторону сетки вспомогательный копировальный раствор. Этот раствор заполняет ячейки сетки и проникает в слой копировального материала. После высушивания и отделения полимерной основы на сетке получается копировальный светочувствительный слой с ровной рабочей поверхностью. Экспонирование и обработка копии осуществляется так же, как и при прямом способе. Качество формы трафаретной печати характеризуют следующие ее основные показатели: репродукционно-графические свойства, стабильность ее размеров в процессе печатания, тиражестойкость. Эти показатели зависят как он способа изготовления форм, так и от применяемых сеток и состава копировального слоя. Прямой способ изготовления форм – наиболее простой, дешевый, благодаря большой площади адгезионного контакта копировального слоя с сеткой обладает достаточно высокой тиражестойкостью (до 50 тыс. оттисков). При этом тиражестойкость форм может быть повышена за счет их химической металлизации (меднения) с последующим электролитическим наращиванием более износостойкого металла до нужной толщины. Косвенный способ изготовления форм обеспечивает значительно лучшие репродукционно-графические характеристики как печатной формы, так и печатного процесса. Однако из-за малой площади адгезионного контакта копировального слоя к сетке, формы обладают в несколько раз меньшей тиражестойкостью (5-7 тыс. оттисков). Кроме того, технология этого способа в несколько раз сложнее и дороже прямого способа. Комбинированный способ изготовления форм сочетает основные достоинства как прямого, так и косвенного способов. Ровная рабочая поверхность копировального слоя и хорошее закрепление его на сетке обеспечивает повышенную тиражестойкость (10-15 тыс. оттисков) и достаточно высокую графическую точность. Однако этот способ достаточно сложен. 2. Выбор технологии, материалов и оборудования для изготовления образца 2.1 Выбор технологий изготовления печатной формы и оборудования При выборе оптимальной технологии для изготовления образца необходимо учитывать такие факторы, как вид запечатываемого материала, формат изделия, его линиатура, тираж. Учитывание данных параметров позволяет подобрать самую оптимальную технологию изготовления образца с наименьшими затратами на производство и обеспечивая лучшее качество выполнения. При выборе оборудования следует руководствоваться его производительностью, качеством выполнения технологического процесса, степенью автоматизации производства, удобством обслуживания, энергоемкостью, качеством продукции. Таблица2- Выбор технологий изготовления печатной формы и оборудования
В полиграфии используется технология фотохимического маскирования металлической трафаретной сетки, суть которой заключается в создании на поверхности сетки маски, закрывающей отверстия на участках, которые соответствуют пробельным элементам формы. Данная технология в целом аналогична процессу изготовления плоских трафаретных форм и включает следующие основные этапы: 1. Нанесение на сетку светочувствительного копировального слоя. 2. Экспонирование копировального слоя через позитивную фотоформу, в процессе которого происходит его задубливание на участках, соответствующих пробельным элементам формы. 3. Удаление незадубленного копировального слоя с печатающих элементов формы. Комбинированное экспонирующее устройство «3 в 1» — трехфункциональное комбинированное устройство для экспонирования и сушки трафаретных печатных форм. В одной конструкции объединены три устройства: • копировальная рама; • экспозиционная УФ-лампа; • сушильная печь. Устройство изготавливается в двух вариантах: с ручным и автоматическим открытием пневматической копировальной рамы. Оптически чистое стекло копировальной рамы обеспечивает 100% пропускание УФ-излучения; вакуумная антистатическая резина копировальной рамы; вакуумметр с дисплеем на пульте управления, позволяющий регулировать вакуум. Металл-галогенная лампа для экспонирования мощностью 5000 Вт с возможностью переключения на режим мощности 2000 Вт. Интегратор светового потока следит за его изменением и при необходимости автоматически корректирует время экспонирования. Три выдвижных ящика сушильного шкафа установлены на шарикоподшипниках; принудительная вентиляция горячего воздуха в сушильной печи. Удобный пульт управления; контроль с помощью микропроцессора; возможность занесения в память компьютера до 29 рабочих программ. Автоматический рабочий цикл; счетчик часов работы лампы. Верхнее вытяжное устройство для обеспечения движения воздуха в камере экспонирования. Устройство Trendsetter VLF 5067F большого формата использует схему с внешним барабаном, форма при этом изгибается в том же направлении, что и при монтаже на формный цилиндр печатной машины. Модель Trendsetter VLF 5067F поддерживает любой формат форм (из допустимого диапазона), а значит, совместима с широким спектром печатных машин. Trendsetter VLF 5067F использует инфракрасный источник излучения с длиной волны 830 nm. Термическое экспонирование форм гарантирует четкие края растровой точки, это обеспечивается физикой самого процесса, и приводит к значительному повышению качества пластин, что особенно заметно на работах, использующих высоколиниатурное и стохастическое растрирование. Трафаретная форма Stork RotaMesh RotaMesh - это нетканый материал из стопроцентного никеля. Уникальная гексагональная структура материала обеспечивает его высокую стабильность. С одной трафаретной формы можно напечатать до 500.000 метров полотна, что делает ее идеальной для печати длинных тиражей или повторно выполняемых заказов. Уникальный и долговечный материал RotaMesh может многократно использоваться для изготовления новых форм (до 15 раз), позволяя снижать затраты на изготовление форм, особенно при коротких тиражах. Материал RotaMesh изготавливают способом гальванопластики и состоит из чистого никеля. В результате получается уникальная прочная гексагональная структура исключительно высокой стабильности, обеспечивающая печать с идеальной приводкой. Такая стабильность позволяет печатать даже по широкому полотну. Печатные формы на основе материала RotaMesh также долговечны. Нередко срок службы составляет примерно 500.000 метров запечатанной подложки, что означает меньше замен и меньше простоев. Это также делает формы RotaMesh идеальными для повторной печати тиражей. Можно до 15 раз повторно использовать один и тот же материал для изготовления форм с различным рисунком. Печатные формы на основе материала RotaMesh могут спользоваться на скоростях до 125 м/мин, позволяя быстро и эффективно печатать заказы. Уникальная форма отверстий материала RotaMesh обеспечивает вам постоянное стабильное качество. RotaMesh очень плоский со стороны ракеля, что сводит к минимуму износ самого материала и ракеля, продлевая срок их службы и снижая простои машины. Кроме того, отверстия шире со стороны печати, что улучшает условия переноса краски и, следовательно, повышает производительность. Материал RotaMesh поставляется в готовом виде (цилиндр со сварным швом толщиной 0,3 мм) для требуемого раппорта (длины оттиска). Длина раппорта равна длине окружности трафаретной формы. Диапазон длин - от 12 до 24 дюймов с шагом 1/8 дюйма. Ширина печати - от 10 (254 мм) до 24 дюймов (609,8 мм) и более. Сетки имеют плетения: гладкое или полотняное(L) и саржевое (K) Ширины сеток: 915 мм (36") - 1020 мм (40") - 1220 мм (48") - 1540 мм (60") самая большая ширина сетки: 2350 мм (90") Сетки SD/HD c нормальной прочностью SD применяются при нанесении небольшого слоя краски HD при более толстом слое красконанесения SD/AM – очень прочные сетки, активно используются при печати на солнечных батареях ED – тонкие сетки 2.2 Выбор формных материалов При выборе материалов необходимо учитывать особенности образца, трудоемкость процесса, безопасность, экономические показатели, удобство использования выбранных материалов Таблица 4 – Выбор формных материалов
Расчет количества фотоформ для заданного формата: V ф.п.л.=красочность*комплект*кол-во форм= к=2 , k– красочность изделия nфф= – число изделий на фотоформе 2) Макет монтажной формы Формат изделия : 60х90мм. Линия реза 3мм В полиграфическом производстве на данный момент используют предварительно очувствленные монометаллические офсетные пластины различных фирм – производителей, таких как: Agfa (Германия), Fuji (Япония), Verona Lastra (Италия) и многие другие. Предварительно очувствленные монометаллические офсетные пластины этих фирм характеризуются комплексной электрохимической подготовкой поверхности и высокой тиражестойкостью печатных форм, достигающей 100- 200 тысяч без термообработки копировального слоя при правильном соблюдении состава увлажняющего раствора. Печатная форма состоит из печатающих элементов (копировальный слой) и пробельных (зерненный оксидированный алюминий). Зернение необходимо для улучшения сцепления слоя с алюминием, удержания влаги и уменьшением направленного отражения света при копировке. И для сохранения растровой плотности. Оксидирование служит для увеличения твердости алюминия- повышения тиражестойкости. Копировальный слой состоит из смолы ОНХД- светочувствительного компонента и пигмента. Пигмент создает шероховатость копировального слоя. Для печати данного тиража упаковки Londa Color maxi single используют офсетные пластины марки Agfa (Германия). По своим техническим показателям они намного лучше по технологическим показателям остальных, хотя и дороже по цене. Но при получении тиража после печати качество запечатанного листа будет на должном уровне при столь высокохудожественной работе. Заключение Трафаретная печать – это способ печати, позволяющий получать оттиск продавливанием краски через форму. В качестве такой печатной формы используется трафарет, он представляет собой тонкую сетку из шелка, синтетического материала или металлических нитей с нанесенным изображением. В большинстве случаев используется сетка из синтетических материалов или металлическая. Через открытые ячейки сетки краска наносится на запечатываемый материал. Таким образом, форма трафаретной печати – это комбинация сетки и шаблона. Печатные и качественные свойства трафаретной сетки определяются материалом печати, его линеатурой – количеством нитей сетки, приходящимся на сантиметр ее длины – толщиной трафарета, степенью открытости сетки. В трафаретной печати можно использовать сетку с линиатурой от 10 до 200 нитей/см. Технология этого вида печати позволяет печатать на любых сортах бумаги и картона, печать по пластикам, печать по тканям, печать по цилиндрическим поверхностям, печать по металлу, стеклу, дереву. Этот список можно продолжать и продолжать. Область применения трафаретной печати огромна. Технология эта необходима и в тоже время очень проста. В данной работе были рассмотрены особенности трафаретной печати, выявлены ее преимущества над другими видами, произведен анализ изготовления печатных форм. Список использованной литературы Бодьян Л.А., Родимова Т.Д. К ВОПРОСУ ОБ АКТУАЛЬНОСТИ ТРАФАРЕТНОЙ ПЕЧАТИ // Международный журнал прикладных и фундаментальных исследований. – 2016. – № 6-1. – С. 9-12; URL: https://applied-research.ru/ru/article/view?id=9539 (дата обращения: 18.12.2022 Бодьян Л.А., Гукова В.А. Гибкая упаковка и печатные технологии сегодня / Л.А. Бодьян, В.А. Гукова // Тенденции и перспективы развития современного научного знания: материалы X Международной научно-практической конференции, 7 апреля 2014 г. – Москва: Изд-во «Спецкнига», 2014. – С. 44–50. Магнитогорск. Citytoday.org [Электронный ресурс]. – Режим доступа: http://magnitogorsk.citytoday.org/ (дата обращения: 26.11.22). Отраслевой информационный веб-ресурс о расходниках для печати [Электронный ресурс]: Сущность трафаретной печати и сферы ее применения, 2012. – Режим доступа: http://www.orgprint.com/wiki/tvrafaretnaja-pechat/suschnost-trafaretnoj-pechati (дата обращения: 20.11.22). Печатник.com Портал полиграфической индустрии [Электронный ресурс]: Настоящее и будущее трафаретной печати, 2006. – Режим доступа: http://pechatnick.com/articles/nastoyashee-i-bydyshee-trafaretnoi-pechati (дата обращения: 6.12.22). Технологии глубокой печати [Электронный ресурс]. – Режим доступа: http://www.newchemistry.ru/letter.php?n_id=1254 (дата обращения: 15.12.22). Хвостова М. Скринпринтинг или Несколько слов о трафаретной печати: Челябинский Бизнес-журнал № 6 – Челябинск: Продюссерский центр «Республика», 2005. – С. 103–106. Фототехническая пленка AGFA http://poligraf-ksu.ru/poligrafiya/fototechnicheskaya-plenka(дата обращения: 6.12.22). Растворы для обработки пластин http://www.mcofset.ru/?action=4(дата обращения: 6.12.22). Журнал «КомпьюАрт» «Ротационная трафаретная печать: технология и оборудование» http://www.compuart.ru/article.aspx?id=17193&iid=794 Сетки металлические http://www.itraco.ru/katalog/materialy/dlja-trafaretnoi-pechati/materialy-dlja-izgotovlenija-form/setki/details/setki-metallicheskie.html(дата обращения: 6.12.22). Трафаретная форма Stork RotaMesh http://www.itraco.ru/katalog/oborudovanie/dopechatnoe/trafaretnaja-pechat/uzkorulonnaja/details/rotamesh.html?cHash=06901efbdd40942d91ca4311443bde47&type=1223(дата обращения: 6.12.22). |