1. Техника безопасности на рабочем месте Перед началом работы
 Скачать 354.49 Kb. Скачать 354.49 Kb.
|

|
1.Техника безопасности на рабочем месте Перед началом работы. 1. Правильно одеть и привести в порядок рабочую одежду, заправить её так, чтобы не было свисающих концов, убрать волосы под головной убор и приготовить индивидуальные средства защиты. (Рукавицы, защитные очки) 2 .Организовать свое рабочее место так, чтобы при необходимости все было под рукой, проверить достаточность освещения рабочего места. 3 .Подготовить необходимый рабочий инструмент. Приспособления отвечающие следующим требованиям: а) Молоток, кувалда, кузнечные зубила, должны иметь поверхность бойка слегка выпуклую, необитую, без заусенцев, наклепа, выбоин, вмятин и должны быть закреплены на деревянные ручки. б) Ручки молотков, кувалд и выколоток должны быть изготовлены из сухой древесины, разных пород. (дуб, бук, ясень, береза). Прямыми, овального сечения с незначительным утолщением к свободному концу. И не иметь трещин. в) Напильники должны быть плотно насажены на гладко зачищенные ручки, стянутые металлическими кольцами. г) Гаечные ключи должны быть исправными и соответствовать размеров болтов и гаек. Наращивать ключи запрещается. д) Губки тисков и струбцин должны иметь хорошую, несработанную насечку. Во время работы. 1. Пользоваться только исправными инструментами и приспособлениями, Рабочее место содержать в надлежащем порядке: Заготовки, инструменты, изделия, складывать на отдельные для них места. Не допускать загромождения проходов. 2. Отходы производства складывать в специальную тару. 3 .Все работы с листовым материалом (переноску, укладку, резку на ножницах, гибку и др.) производить в рукавицах. 4 .При работе с зубилом, крейцмейселем , выколоткой и другими инструментами ударного действия, а также резка металла ручными ножницами, пользоваться защитными очками. 5. Очистку поверхностей и промывку деталей подлежащих доработке, а также уборку стружки производить щеткой с меткой или ветошью. 6. При работе с плоскогубцами, кусачками, ножницами по металлу следить, чтобы режущие кромки были острыми и не имели сбоку выщербим. 7. Обрабатываемые детали надежно закрепить в тисках, инструментах. 8. Инструмент имеющий отточенное лезвие или острие, следует передавать другому человеку вперед рукояткой или тупым концом. В аварийной ситуации. 1 При обнаружении неисправности инструмента или оборудования. Немедленно прекратить работы и доложить об этом мастеру. 2 При получении травмы сообщать мастеру и обращаться в мед. Пункт. По окончании работы. 1 Проверить наличие инструмента, убрать его в шкафчики или сдать мастеру. 2. Убрать с верстака заготовки детали и уложить их в установленное для них место. 3 Убрать стружку металлическую стружку, пыль в специальную тару. Смазать трущиеся части тисков, уборку производить щеткой с меткой. 4 Произвести уборку помещения, удалить из мастерской отходы производства. 5 Обо всех замечаниях и обнаруженных неисправностях доложить мастеру. 6 Вымыть руки теплой водой с мылом. 2.Размещение оборудования в слесарной мастерской при организации рабочего места 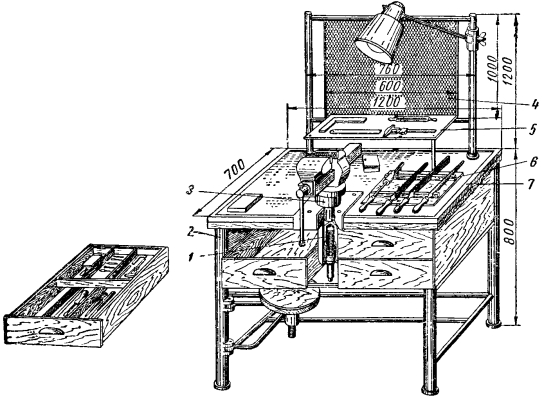 Слесарный верстак с регулируемыми по высоте тисками: 1 — виит подъема. 2 — каркас, 3 — труба, 4 — сетка, 5 — полочка, 6 — планшет. 7 — рамка Организация рабочего места слесаря. Рабочим местом называется определенный участок производственной площади цеха или мастерской, предназначенный для выполнения разнообразных технологических операций и оснащенный в соответствии с характером работы оборудованием, приспособлениями, инструментами, средствами механизации и стеллажами. Основное оборудования рабочего места слесаря — верстак с установленными на нем тисками, оснащенный комплектом инструмента и приспособлений. Слесарные верстаки. Минимальное расстояние между тисками на двухместных и многоместных верстаках составляет 1000 мм. Рабочее место, на котором выполняют сборку, оснащается стеллажами, выполняемыми в виде полок на металлическом каркасе. Стеллажи изготовляют в соответствии с конструкцией и размерами размещаемых на них узлов и деталей. Слесарный верстак, применяемый на заводах, применяемый в мастерских профессионально-технических учреждениях. Последний допускает регулирование высоты установки тисков. Верстак представляет собой металлический стол сварной конструкции (уголок, труба). Столешницу (крышку) верстака, изготовленную из досок толщиной 40-50 мм, покрывает сверху стальным листом или линолеумом и крепят к металлическому каркасу. Под столешницей размещены деревянные выдвижные ящики для хранения инструмента, небольших приспособлений и технической документации. Верстак имеет защитный экран (металлическую сетку). Тиски. Слесарные тиски являются зажимным приспособлением, устанавливаемые на верстаке; они предназначены для закрепления обрабатываемых деталей (изделий). По конструкции тиски делятся на параллельные (неповоротные и поворотные) с ручным или пневматическим зажимом деталей. Параллельные неповоротные тиски имеют основание, с помощью которого они крепятся болтами к крышке верстака, неподвижную губкуи подвижную . Для увеличения срока службы рабочие части губок делают сменными в виде призматических пластинок6 с крестообразной насечкой; эти пластинки изготавливают из инструментальной стали У8 и прикрепляют к губкам двумя винтами. Подвижная губка перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки , вращением винта в маточной гайке с помощью рукоятки. От осевого перемещения в подвижной губке зажимной винт удерживается стопорной планкой. Параллельные неповоротные тиски При работе на верстаке преимущественно применяют параллельно поворотные тиски. Эти тиски в корпусе неподвижной губки имеют сквозной прямоугольный вырез, в котором помещена гайка зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки . Зажимной винт пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой. При вращении зажимного винта в ту или другую сторону он будет ввинчиваться в гайку или вывинчиваться из нее и соответственно перемещать подвижную губку. Подвижная губка, приближаясь к неподвижной, будет зажимать обрабатываемый предмет, а удаляясь, освобождать. Неподвижная губка тисков соединяется с основанием центровым болтом, вокруг которого и осуществляется необходимый поворот тисков. Поворотную часть тисков закрепляют в требуемом положении при помощи рукоятки болтом. 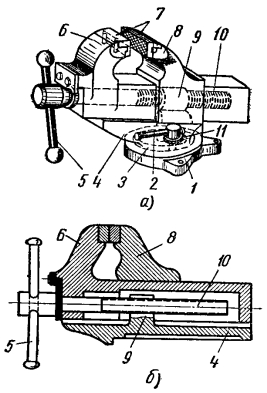 Парсллельные тиски: а — поворотные, б — неповоротные, 1 — неподвижный круг, 2, 5 — рукоятки, 3 — поворотная плита, 4 — основание, 6 — подвижная губка, 7 — накладные губки (закрепленные пластины с насечкой), 8 — неподвижная губка, 9 — гайка,10 — ходовой винт, 11 — Т-образный круговой паз Корпус параллельных слесарных тисков изготавливают из серого чугуна СЧ 18-36. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали У8) призматические пластинки с крестообразной насечкой. Размеры слесарных тисков определяются шириной их губок, которая составляется для неповоротных тисков от 60 до 140 мм (вес тисков соответственно от 3 до 58 кг), для поворотных тисков — от 80 до 140 мм (вес тисков соответственно от 16 до 58 кг). Ручные тиски (ГОСТ 7226-54) применяют для закрепления и обработки мелких деталей Ручные тиски Тиски состоят из подвижной и неподвижной губок, пневматической камеры с резиново мембраной и нажимным диском , подающего штока и клиновой передачи, в которую входят клин и фигурная гайка. Губки тисков раздвигаются вручную винтом на расстояние от 0 до 120 мм, а также с помощью пневматического крана, включаемого от руки или ноги; при использовании пневматического привода губки раздвигаются на 6 мм. Пневматические тиски с клиновым зажимом Деталь в тисках зажимают следующим образом. Винтом устанавливают расстояние между губками по размеру детали, затем с помощью крана подают воздух в пневматическую камеру под мембрану . Воздействуя на мембрану, воздух поднимает вверх нажимной диск с подающим штоком и клином; своим скосом клин перемещает длинную фигурную гайку и зажимной винт с подвижной губкой1 на 6 мм и закрепляет деталь. Давление в пневматической сети должно быть 392 кн/м2 [4 ат], при этом зажимное усилие достигает 19,6 кн [2000 кГ]. Для освобождения детали поворачивают ручку ручного крана или отпускают ножную педаль, в результате сжатый воздух из пневматической камеры выходит в атмосферу. Пружина отодвигает фигурную гайку и через винт, переместив подвижную губку , освобождает (раскрепляет) деталь. При использовании пневматических быстродействующих тисков с рычажным зажимом поступают следующим образом. Поворотом зажимного винта устанавливают равное размеру детали расстояние между неподвижной губкой и подвижной, а затем с помощью ручного пневматического крана подают в воздушную камеру воздух, который давит на мембрану, передвигая ее вниз вместе со штоком . Последний давит на рычаг , вращая его вокруг своей оси, и перемещает в осевом направлении толкатель , который своим противоположным концом передвигает подвижную губку на 7 мм., закрепляет деталь и одновременно сжимает пружину . Освобождение детали осуществляется поворотом ручного крана и выпуском сжатого воздуха из воздушной камеры в атмосферу. Освобожденная от давления воздуха пружина 7 передвигает подвижную губку , освобождает деталь, а через толкатель и рычаг возвращает мембрану в первоначальное положение. Верхняя плита тисков служит основанием крепления деталей. Пневматический ход губок 7 мм. Раздвигаются губки винтом на расстояние от 0 до 100 мм. Давление в пневматической сети должно быть 392-491 кн/м2 (4-5 ат), при этом зажимное усиление достигает 29 кн (3000 кГ). Рабочие инструменты слесаря. Инструменты, которыми слесарь пользуется постоянно, хранятся в ящике верстака. Такие инструменты слесарь обычно получает в постоянное пользование из инструментальной кладовой цеха с отметкой о выдаче в инструментальной книге или инструментальной карточке рабочего. К инструментам и принадлежностям, которые слесарь обычно имеет на своем рабочем месте, относятся молотки, зубила, крейцмейсели, напильники, шаберы, отвертки, гаечные ключи, абразивные бруски. Слесарные молотки делятся на два типа: тип А — с круглым бойком, тип Б — с квадратным бойком. Изготовляют молотки из стали 50 по ГОСТ 1050-60, из стали 40Х по ГОСТ 4543-61 из стали У7 по ГОСТ 1435-54. Рабочие концы (бойки) подвергают технической обработке на длину равную 1/5 общей длины молотка с обоих концов. Молотки с круглым бойком изготавливают весом от 200 до 1000 г., а молотки с квадратным бойком — весом от 50 до 1000 г. Молотки насаживают на ручки из дерева твердых пород (бук, береза, клен, кизил, рябина), причем длина ручки зависит от веса молотка: при весе молотка 400 — 500г длина ручки 350 мм, при весе 600 и 800г длина соответственно 380 и 430 мм. Для прочного закрепления на ручке молотка заклинивают либо деревянным клином, либо металлическим клином с ершами. Ручка должна быть овальной, а не круглой; свободный конец ручки делают в полтора раза толще, чем около отверстия молотка. Слесарные зубила изготавливают с шириной рабочей части 5 — 25 мм и общей длиной 100 — 200 мм. Зубила применяют для удаления рубкой слоя металла с поверхностей обрабатываемых деталей, разрубания на части заготовок, для вырубания заготовок из листового металла, обрубки заусенцев, приливов, литников и т.д. Зубила изготавливают из углеродистой инструментальной стали У7А или У8А: их рабочую часть на 0,3 — 0,5 длины термически обрабатывают до твердости HRC 52 — 57, ударную часть зубила по длине около 15 — 25 мм — до твердости HRC 32 — 40. Напильники различают по форме сечения, виду и роду насечки и по размеру. Хвостовая часть (хвостовик) напильника имеет вид заостренного стержня, которым он насаживается на ручку. По форме сечения напильники подразделяются на плоские, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. По виду насечки различают напильники драчевые — с крупной насечкой (употребляются для грубого опиливания) и личные — с мелкой насечкой (для окончательной обработки — получения чистой поверхности). По роду насечки различают напильники с одинарной, или простой, насечкой и напильники с двойной насечкой. Размер напильников (в миллиметрах) определяется длиной насеченной части; изготовляют напильники различных размеров — от 100 до 400 мм. Материал напильников — углеродистая инструментальная сталь У12, У12А, У13, У13А или хромистая сталь ШХ6, ШХ9 и ШХ15. Напильники термически обрабатывают до твердости не менее HRC 54. Надфили — мелкие напильники, различают их по форме сечения, виду и роду насечки. Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и термически обрабатывают до твердости не менее HRC 54-60. Надфили имеют насеченную рабочую часть и круглую ручку (вместо хвостовика). Наряду с перечисленными выше ручными рабочими инструментами слесарь применяет также и ручные механизированные инструменты, в частности электрические и пневматические молотки и сверлильные машинки (дрели), электропаяльники, пневматические машинки для опиливания и шлифования, электрогайковерты и др. Основное отличие ручного механизированного инструмента от обычного заключается в том, что в механизированном инструменте главное рабочее движение, выполняющее обработку, — движение рабочей части инструмента — осуществляется за счет энергии связанного с ним двигателя. Все вспомогательные движения и управление инструментом выполняют вручную. Конструкция и действие различных видов механизированных инструментов показаны при описании слесарных операций.  1.1 Общие требования к организации рабочего места слесаря. При правильной организации рабочего места сберегается рабочее время и облегчаются общие условия работы. К площади, отводимой под рабочее место слесаря, предъявляются следующие требования: она должна быть по длине не менее 1,2 м и по ширине не менее 1,6 м, чтобы слесарь мог без помех работать у тисков на верстаке и свободно передвигаться во время работы. Рабочее место должно быть хорошо освещено как днем, так и в вечернее и в ночное время. Верстаки рекомендуется располагать близ окон. Свет от электрической лампы, установленной на рабочем месте, не должен попадать прямо в глаза рабочему. Необходимо пользоваться передвижной электрической лампой, снабженной защитным колпаком, чтобы можно было направлять свет на обрабатываемый предмет, установленный в тисках или на верстаке. Пол под верстаком и вокруг верстака должен быть ровным и исправным. Высота установки тисков, должна быть подогнана по росту работающего. При необходимости работать у верстака сидя пользуются подъемным сиденьем, регулируемым по высоте. Рабочие и контрольно-измерительные инструменты располагают в ящике верстака в определенном порядке. Хранения инструмента в беспорядке приводит к его порче и, кроме того, к потере времени на поиски требуемого инструмента. Перед тем как начать работу, слесарь должен подготовить рабочее место так, чтобы была обеспечена бесперебойная и высокопроизводительная работа в течение всей смены. С этой целью он сначала знакомится с чертежом, намечает порядок обработки, определяет, какие инструменты, приспособления и материалы будут нужны ему для работы, уточняет у мастера неясные вопросы. После этого слесарь получает в материальной кладовой заготовки и материалы, а в инструментальной кладовой — недостающие ему инструменты. В серийном и массовом производстве материала, заготовки и инструменты доставляются на рабочие места вспомогательными рабочими. Все подготовленное к работе слесарь раскладывает на верстаке в определенном порядке по общепринятому правилу: то, что приходится брать правой рукой, располагает справа; то, что приходится брать левой рукой, располагает слева; то, что нельзя взять одной рукой, располагают так, чтобы удобно было взять обеими руками; то, чем приходится пользоваться часто, кладет ближе; то, чем приходится пользоваться реже, кладет дальше; контрольно-измерительный инструмент располагают на специальных полочках или щитках. Использовав тот или иной инструмент, необходимо тут же положить его на место. Нельзя класть инструмент на инструмент или на какие-нибудь другие предметы. Зажимая в тисках обрабатываемые детали, ни в коем случае не следует ударять молотком или другими предметами по ручке тисков; также не допускается применять трубу для усиления зажима. Нельзя измерять нагревшиеся во время обработки детали. При работе следует избегать движений, без которых можно обойтись — этим сберегают время и силы. Нельзя отлучаться без надобности от рабочего места. Необходимо строго соблюдать правила техники безопасности, постоянно поддерживать порядок и чистоту на рабочем месте. Основные требования по соблюдению указанного порядка на рабочих местах состоят в следующем: а) все необходимое для работы должно находиться под рукой, чтобы можно было сразу найти нужный предмет; б) инструменты и материалы, которые во время работы требуются чаще, размешают ближе к рабочему, а применяемые реже — дальше; все используемые предметы располагают примерно на высоте пояса; в) инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой; что берут правой рукой — держать справа, что берут левой — слева, что используют чаще — кладут ближе, что используют реже — дальше. г) нельзя класть один предмет на другой или на отделанную поверхность детали; д) документацию (чертежи, технологические или инструкционные карты, наряды) держат в удобном для пользования в гарантированном от загрязнения месте; 6) заготовки готовые детали хранят так, чтобы они не загромождали проходы и чтобы рабочему не приходилось часто нагибаться, если надо взять или положить заготовку или изделие; легкие предметы кладут выше тяжелых По окончании работы слесарь должен сдать всю окончательно изготовленную им продукцию в ОТК, привести в порядок инструменты, приспособления и механизмы. Рабочий инструмент очищают от стружки и обтирают сухой мягкой тряпкой; контрольно-измерительный инструмент сначала вытирают сухой мягкой тряпкой, а затем протирают слегка промасленной мягкой тряпкой. Свой постоянный инструмент слесарь убирает в ящик верстака, раскладывая по местам; взятый во временное пользование инструмент сдает в инструментальную кладовую. Уборка рабочего места должна производиться тщательно; щеткой сметают с верстака и тисков описки, стружки и мусор, удаляют отходы (если они имеются) в отведенное для них место, тряпкой обтирают тиски. В нерабочем состоянии губки тисков оставляются с зазором 2-3 мм. Уходя с работы, нельзя оставлять невыключенным местное электроосвещение. Каждый слесарь должен вести учет своей работы. Только при этом условии он может анализировать ее, оценивать время, затрачиваемое на ту или иную операцию, делать сравнения, приходить к определенным выводам. Учет работы — один из путей повышения производительности труда, повышение своей квалификации. Глава 2. Основы технических измерений. 2.1 Общие понятия. Качество продукции — совокупность свойств изделия, удовлетворяющих определенным потребностям в соответствии с его назначением. Надежность — свойство машины или агрегата выполнять заданные функции, сохраняя при этом свои эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени или требуемой выработки. Надежность обусловливается безотказностью, ремонтопригодностью, сохраняемостью, а также долговечностью частей машин. Работоспособностью называется состояние машины или агрегата выполнять заданные функции с параметрами, установленными технической документацией. Долговечность-свойство машины или агрегата сохранять работоспособность до предельного состояния с необходимыми перерывами для технического обслуживания и ремонта. Показателями долговечности могут служить ресурс (наработка до определенного состояния, оговоренного в технической документации) и срок службы. Ремонтопригодность приспособленность машины к предупреждению и устранению отказов и неисправностей при техническом обслуживании и ремонте. Показателями ремонтопригодности могут служить, например, среднее время восстановления, вероятность выполнения ремонта в заданное время, средняя стоимость технического обслуживания. Основным показателем, определяющим квалификацию рабочего и качество его работы, наряду со сложностью выполняемых операций и производительностью труда является качество изготовленной продукции. Одним из необходимых условий изготовления высококачественной продукции и является умение ее контролировать, для этого необходимо хорошо владеть техникой измерения, правильным выбором средств измерения и приемами пользования ими. 2.2 Измерение и классификация средств измерения. Нахождение значения искомой величины опытным путем с помощью специальных технических средств называется измерением. Единицы измерения регламентируются Государственными общесоюзными стандартами. В зависимости от конструкции и способа измерения все средства измерения и контроля можно разделить на контрольно-измерительные инструменты и измерительные приборы. К контрольно — измерительным инструментам относятся: штриховые инструменты, воспроизводящие любое кратное или дробное значение единицы измерения между определенными пределами (штангенинструменты, угломеры с нониусом); микрометрические инструменты, основанные на действии винтовой пары (микрометры, микрометрические нутромеры, глубиномеры); плоскопараллельные концевые меры длины (плитки); инструменты для контроля плоскостности и прямолинейности (лекальные и поверочные плиты и линейки); угломерные инструменты (угломеры, угольники, уровни). К измерительным приборам относятся: рычажно-механические (индикаторы, индикаторные нутромеры, рычажные скобы, миниметры); оптико-механические (оптиметры, инструментальные микроскопы, интерферометры, проекторы); электрические (профилометры). 2.3 Выбор средств измерения и погрешности измерения. Средства измерения указываются в технологической документации, которой пользуются ‘рабочие. Правильный выбор обеспечивается маркировкой средств измерения. При выборе измерительных средств следует учитывать точность изготовления изделия, производительность и экономичность метода измерений. Чем меньше допуск на изготовление изделия (сборку, ремонт) и чем выше требующаяся точность, тем более точным должен быть измерительный инструмент. Не следует выбирать инструменты и приборы выше той точности, которая требуется исходя из точности изделия. Так, контроль размеров после литья, горячей штамповки, ковки достаточно производить кронциркулем, нутромером, линейкой, поскольку размеры и допуски на их изготовление задаются в целых миллиметрах. При грубой обработке (опиливании, обрубании и пр.) достаточна точность штангенциркуля с ценой деления 0,1 мм. Выбор инструментов зависит также от формы детали и вида производства. В серийном и массовом производстве экономичнее применять калибры, специальные мирители и автоматические средства. В единичном производстве целесообразно применять универсальные измерительные инструменты и приборы. Измерение можно произвести лишь с некоторым приближением, так как точность измерительного инструмента ограничена, а сам процесс измерения, как бы тщательно он ни был выполнен, всегда будет связан с погрешностями. Разность между истинным значением измеряемой величины и результатом измерения называется погрешностью измерения. Результат измерения может быть больше или меньше истинного размера, т.е. погрешность измерения может быть положительной или отрицательной. Значение погрешности измерения зависит от ряда причин, из которых наиболее существенны следующие: неисправность или неудовлетворительное состояние инструмента (поврежденные грани, загрязненность, неправильное положение нулевой отметки); неточность установки инструмента или измеряемой детали относительно инструмента; разность температур, при которых производились измерения; нагрев инструмента; неправильный выбор инструмента для измерения или неумение пользоваться им; неровности и другие дефекты поверхности детали; наличие мелких опилок, грязи или масла на измеряемой поверхности детали. После замеров результаты измерений следует сложить и разделить на число проведенных измерений, найдя, таким образом среднее арифметическое значение измеряемой величины. Оно будет более близким к истинному размеру, чем результат одного измерения. Типы штангенциркулей и их характеристики ШтангенциркульПредел измерения, мм.Величина отсчета по нониусу, мм.НазначениеШЦ-10-1250,1Для наружных и внутренних измерений и измерений глубинШЦ-20-1600,05Для наружных и внутренних измерений и разметкиШЦ-30-4000,05Для наружных и внутренних измерений 2.4 Техника измерения. Техника измерения предусматривает практическое изучение измерительных инструментов, т.е. изучение их устройства, назначения, правил ухода за ними, усвоение приемов пользования путем упражнений в измерении деталей. Штангенинструмент, как и все другие, является дорогостоящим и точным инструментом, поэтому при его эксплуатации необходимо соблюдение следующих правил работы: 1)Проверить комплектность, т.е. наличие всех деталей. 2)Проверить наличие аттестата и его данные. 3)Перед началом работы штангенинструмент необходимо промыть бензином, затем протереть чистой мягкой тканью, удалив смазку и пыль (особенно тщательно очистить измерительные поверхности). 4)Ни в коем случае нельзя очищать инструмент шлифовальной шкуркой и ножом. 5)Измерять можно только чистые и сухие плоскости деталей, на них не должно быть грязи, задиров, заусенцев, стружки, царапин. 6)Измерение следует выполнять чистыми и сухими руками, при этом нельзя долго держать инструмент в руках. 7)Штангенинструмент нельзя класть на нагревательные приборы и держать на солнце. 8)К измерительным поверхностям инструмента не следует прикасаться руками. 9)Перед измерением нужно провести текущую поверку инструмента по инструкции. 10)Периодически инструмент необходимо сдавать в инструментальную для полной проверки. 11)Нельзя измерять сильно охлажденные детали. 12)При измерениях не применять 13)излишних усилий (усилие должно, быть в пределах 600-1000 гс). 14)Не разрешается измерять плоскости движущихся и вращающихся деталей на ходу станка. 15)С инструментом следует обращаться осторожно: охранять от удара, не проводить измерительными плоскостями по деталям; не класть инструмент на металлические поверхности; нельзя разбирать и регулировать инструмент непосредственно на рабочем месте во время измерения. 16)После работы инструмент промыть, протереть бензином смазать антикоррозионной смазкой и уложить в футляр. 17)Хранить инструмент следует в сухом месте, защищенном от солнца искусственного нагрева, при температуре не ниже 5 °C Глава 3. Плоскостная разметка. 3.1 Сущность разметки и её назначение в зависимости от характера производства. Разметкой называется операция нанесения на обрабатываемую деталь или заготовку разметочных рисок, определяющих: контуры детали или места, подлежащие обработке. Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки. Например, чтобы слесарю из изготовить обыкновенную шпонку с Плоскими торцами, достаточно отрубить кусок квадратной стали определенного размера, а затем. Опилить по размерам, указанным на чертеже. Заготовки для деталей машин Поступают на обработку в механические цех и в виде Отливок, поковок и проката. В процессе обработки с поверхности заготовки снимается слой. металла, называемый припуском. В зависимости от величины припуска его можно снимать сразу или постепенно на токарных, фрезерных и других станках или Путем слесарной обработки. Величины припусков, снимаемых на определенных операциях обработки, называются операционными припусками. Разработаны расчетно-аналитические методы определения припусков, на основании которых с учетом опыта передовых заводов составлены данные по припускам, позволяющие в зависимости от характера заготовки или детали (материала, размера, веса), типа, производства правильно определять размер припуска для данного вида заготовки сведены в специальные таблицы которыми пользуются технологи. Для плоских поверхностей припуски обычно даются на сторону, для тел вращения — на диаметр. для того чтобы при обработке снять с, заготовки только припуск и получить деталь с соответствующими чертежу формой и размерами, в ряде случаев заготовку до обработки размечают, т.е. на поверхностях заготовки с помощью специальных инструментов (масштабной линейки, циркуля, чертилки и др.) откладывают размеры по чертежу детали и проводят линии, указывающие границы, до которых надлежит снимать припуск. Линии, нанесенные на поверхности детали, называют рисками; по разметочным рискам производят обработку заготовок. Обработку по разметке нельзя, однако, считать совершенным способом. Как бы аккуратно ни наносили разметочные риски и как бы тонки они ни были, точность обработки по рискам (по разметке) невелика и колеблется от 0,2 до 0,5 мм. Разметка отнимает довольно много времени и требует высококвалифицированного труда. Поэтому в современном машиностроении, где это возможно и рационально, стараются отказаться от разметки. При обработке без разметки необходимо применение различных приспособлений (кондукторов, упоров, шаблонов и др.) и повышение точности изготовления заготовок. Стоимость этих приспособлений окупается только при обработке значи — тельного количества одинаковых деталей, т.е. в условиях массового и серийного производства. В индивидуальном же производстве, при изготовлении единичных деталей, их выгоднее размечать, нежели изготовлять для обработки специальные приспособления. На всех машиностроительных заводах, в том числе и на предприятиях массового и крупносерийного производства, разметка применяется при изготовлении приспособлений, инструментов, штампов, шаблонов, моделей и пр., а также при изготовлении различных деталей для ремонтируемого оборудования. Наконец, значительное место в народном хозяйстве занимают специальные ремонтные предприятия на стройках, транспорте и в сельском хозяйстве, характер производства которых близок к индивидуальному и где без разметочных операций практически обойтись нельзя. Разметку применяют также для проверки основных размеров наиболее ответственных отливок и поковок. Такая проверка позволяет своевременно вносить необходимые исправления в модели и штампы. Кроме того, такая проверка дает возможность непосредственно отбраковать негодные заготовки и не допускать ненужных затрат на их обработку. Таким образом, разметка применяется: 1) для указания границ, до которых надлежит обрабатывать поверхности деталей; 2) для контроля правильности обработки; 3) для проверки заготовок. Проверку заготовок должны осуществлять контролеры от дела технического контроля. Однако проверить размеры сложной заготовки часто можно только на разметочной плите при помощи специальных инструментов. В таких случаях контролер ОТК ограничивается проверкой качества металла, а в обязанности разметчика входит проверка размеров и формы заготовки. Разметчик должен выкроить из заготовки деталь с надлежащими припусками на обработку. При проверке отливок особое внимание следует обращать на те места, которые получены при помощи стержней, а также на места, в которых расположены всякого рода выступы, бобышки, буртики и т.п., так как в этих местах чаще всего имеются различные дефекты. При проверке поковок необходимо обращать особое внимание на форму поковки; проверяют главным образом, не погнута ли она. Иногда после проверки поковки приходится возвращать в кузницу для исправления. Хотя припуски на поковки (при свободной ковке) очень большие, они не всегда равномерно расположены по всей поверхности заготовки. Поэтому до окончательной разметки сложных поковок необходимо произвести «выкраивание» детали, т.е. убедиться в том, что все основные размеры детали укладываются в поковке и что припуски на обработку при этом достаточны. Проверка заготовок из проката никаких трудностей не представляет. Разметчик должен только проверить соответствие основных размеров заготовки размерам будущей детали и наличие припусков на обработку. Для проверки размеров сложных заготовок и выкраивания из них деталей приходится предварительно размечать их. Если при этом окажется, что все основные размеры детали могут быть выдержаны по чертежу и что припуски на обработку достаточны, то приступают к окончательной разметке. Если же будет обнаружено, что в этом положении заготовки несколько основных размеров не выдержано от центровых рисок или что припуски на обработку малы, то надо сместить центровые риски и продолжать выкраивание детали. Если после нескольких таких попыток основные размеры на заготовке не укладываются или припуски на обработку получаются слишком незначительными, то заготовку бракуют или посылают на исправление, если оно возможно. Чтобы не браковать дорогие заготовки, можно допускать в виде исключения некоторые незначительные отступления от чертежа в неответственных местах при условии, что это не будет влиять на дальнейшую работу детали в машине, частью которой является данная деталь. Такие отступления возможны только с разрешения конструкторского бюро, выпустившего чертеж детали, или ОТК, причем в каждом отдельном случае об этом делается соответствующая надпись на чертеже детали. Разметка является одной из наиболее ответственных операций, так как от ее качества зависит точность дальнейшей обработки или изготовления детали. Неправильная разметка может привести к браку дорогостоящей заготовки. Поэтому слесарь, прежде чем приступить к разметке, должен тщательно проверить заготовку и убедиться в том, что имеющиеся припуски достаточны. При разметке нужно пользоваться исключительно размерами, проставленными на чертежах. Каждый прочитанный на чертеже размер слесарь обязан предварительно отложить по измерительной линейке специальными инструментами и уже затем перенести его на размечаемую заготовку. Убедившись, что форма заготовки правильна и что размеры ее достаточны, можно переходить к разметке. 3.2 Виды разметочных работ. Применяемые в настоящее время различные, виды разметки можно разделить на три основные группы: разметку машиностроительную, котельную и судовую. Разметка машиностроительная является самой распространенной операцией слесарной обработки. Котельная и судовая разметки имеют некоторые особенности, и им посвящена специальная литература в зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную). Разметка плоскостная применяется для геометрических построений на плоских поверхностях листов, заготовок или деталей. В этих случаях можно ограничиться нанесением рисок только на одной плоскости. Кроме того, к плоскостной разметке можно отнести разметку отдельных плоскостей деталей более сложной формы, но только в том случае, если взаимное расположение размечаемых элементов детали не оговорено особо на чертеже. Разметка пространственная применяется для графических построений, осуществляемых на поверхностях заготовок и деталей, расположенных в разных плоскостях под различными углами друг к другу. По своим приемам пространственная разметка существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что слесарю приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой. 3.3 Приёмы плоскостной разметки. Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого наклонные и последними — окружности, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямых линий: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными. Прямые линии наносят чертилкой, которая должна быть наклонена в сторону от линейки и по направлению перемещения чертилки, углы наклона должны соответствовать указанным на рисунке и не изменяться в процессе нанесения рисок, иначе риски будут не параллельными линейке. Чертилку все время прижимают к линейке, которая должна плотно прилегать к детали. Отыскание центров окружностей осуществляют при помощи центроискателей и центронаметчиков. Простейший центроискатель представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник-центроискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол (около 900), проводят вторую прямую. На их пересечении и находится искомый центр. При малом диаметре размечаемого торца центроискателями пользоваться неудобно. В этом случае используют кернер-центроискатель. Глава 4.Сборка неразъемных соединений. Соединения деталей бывают подвижные и неподвижные. В подвижных соединениях составные части могут перемещаться относительно друг друга, в неподвижных соединениях такие перемещения отсутствуют. Соединения подразделяются на разъемные и неразъемные. Неразъемным называют такое соединение деталей и узлов, разборка которого невозможна без повреждения соединительных элементов и деталей. Часто неразъемные соединения используют для получения деталей сложной формы и геометрии из простых дешевых элементов. К неразъемным относят заклепочные, сварные, паяные, с гарантированным натягом, клеевые и формовочные соединения. 4.1. Сварные соединения Сваркой называют процесс соединения металлических и пластмассовых деталей путем установления межатомных связей между соединяемыми частями при местном нагреве, пластической деформации или одновременном действии того и другого. Различают термическую, термомеханическую и механическую сварки. Наиболее распространенными видами сварки являются электродуговая, электронно-лучевая, газовая (термические); контактная и термокомпрессионная (термомеханические); трением, холодная и ультразвуковая (механические). При электродуговой сварке электрической дугой в месте контакта электрода и соединяемых деталей расплавляется металл деталей и электрода и образуется прочный шов. При газовой сварке для нагрева и плавления металлов используют теплоту газового пламени при сжигании ацетилена в кислороде. Такую сварку часто применяют для тонкостенных и легко окисляющихся деталей из металлов, обладающих различными температурами плавления, в частности, для сварки деталей из конструкционных сталей толщиной до 2 мм, меди – до 4 мм. Газовая сварка вызывает небольшие деформации и структурные изменения. Электронно-лучевую (лазерную) сварку производят потоком электронов (частиц света) большой энергии. Этим способом обычно сваривают тугоплавкие и сильно окисляющиеся металлы и сплавы. Сварку производят в вакууме или в атмосфере аргона. Контактная сварка – самый производительный способ сварки в массовом производстве. Различают точечную, стыковую и роликовую (шовную) контактные сварки. Разновидностью контактной сварки является конденсаторная – ток к месту сварки подается в виде короткого импульса при разряде конденсаторов. Контактная сварка позволяет сваривать разнородные материалы, детали малых толщин и сечений (сварка в «шарик» монтажных приводов) и детали различных сечений. стыковой сварке соединяемые детали сжимают, и в зоне контакта при прохождении электрического тока выделяется большое количество теплоты. Стыковой сваркой соединяют детали различных форм и сечений (круг, квадрат, труба, уголок и т.д.). Шовную сварку осуществляют вращающимися дисковыми электродами. При этом получается непрерывный сварной шов, обеспечивающий герметичное соединение тонкостенных деталей. Термокомпрессионная сварка – это сварка под давлением с местным нагревом участка соединения за счет теплопередачи от нагретого электрода. Применяется для присоединения металлических проводников толщиной в десятки микрон к полупроводниковым кристаллам, к напыленным пленкам, т.е. при монтаже элементов микросхем. При сварке трением нагрев в месте соединения осуществляется за счет теплоты, выделяемой в месте контакта прижатых друг к другу и вращающихся по отношению друг к другу деталей. Холодная сварка осуществляется без нагрева соединяемых деталей за счет их сжатия с помощью механических и гидравлических прессов до появления пластических деформаций. Холодной сваркой сваривают металлы с хорошими пластическими свойствами – алюминий и его сплавы, медь и ее некоторые сплавы; никель; олово; серебро; разнородные металлы, например, алюминий и медь. Для получения прочных и плотных швов необходимо предварительно очистить поверхности контакта от окислов. Прочность соединения при точечной холодной сварке может быть выше, чем при точечной контактной сварке, но при этом значительно хуже внешний вид соединения из-за вмятин и пластической деформации. Ультразвуковая сварка основана на создании в месте соединения деталей переменных напряжений сдвига с частотой ультразвуковых генераторов, преобразующих колебания электрических величин в механические колебания. Ультразвуковая сварка позволяет сваривать металлы с различными, в том числе неметаллическими покрытиями, пластмассы. 4.2. Соединения пайкой Пайкой называют процесс соединения металлических или металлизированных деталей с помощью дополнительного связующего материала – припоя, температура плавления которого ниже температуры плавления материала соединяемых деталей. В отличие от сварки пайка сохраняет неизменными структуру, механические свойства и состав материала деталей, вызывает значительно меньшие остаточные напряжения. Прочность паяного соединения определяется прочностью припоя и сцепления припоя с поверхностями соединяемых деталей. 4.3. Соединения заформовкой и запрессовкой Заформовка заключается в соединении металлических элементов (арматуры) со стеклом, пластмассами, резиной, легкоплавкими цинковыми, алюминиевыми и магниевыми сплавами путем погружения этих элементов в формуемый материал, находящийся в вязкотекучем пластичном или жидком состоянии. После застывания формуемого материала образуется неразъемное соединение.Таким способом получают различные рукоятки, крышки, клеммовые держатели, детали для электроизмерительных, оптико-механических и электронных приборов. Заформовка является единственным способом получения газонепроницаемого соединения металлических электродов со стеклянными баллонами электровакуумных устройств.Соединения заформовкой имеют следующие достоинства: не требуются высокие точность и чистота обработки погружаемых частей арматуры; можно получить необходимые, часто не совместимые местные свойства элементов узла – электро- и теплопроводность арматуры при сохранении изоляционных свойств узла; уменьшаются масса изделий и расход металла, стоимость.Соединения запрессовкой получают путем создания гарантированного натяга между охватываемой и охватывающей поверхностями при сборке. После сборки вследствие упругих и пластических деформаций на поверхности контакта возникает удельное давление и соответствующие ему силы трения, препятствующие взаимному смещению деталей.Сборка при соединении запрессовкой может осуществляться одним из трех способов: прессование без нагрева, с нагревом втулки или с охлаждением вала. Наиболее распространены соединения запрессовкой по цилиндрическим поверхностям. Они применяются для соединения зубчатых колес на валиках, при соединении зубчатого венца червячного колеса со ступицей. Для облегчения сборки на деталях выполняют направляющие фаски. Сборка с нагревом втулки может вызвать изменение структуры, коробление детали. Предпочтительнее сборка с охлаждением вала. Для охлаждения используют жидкий азот (–196 °С), сухой лед (–72 °С).При малых размерах соединяемых деталей часто используют запрессовку на валик с накаткой, что значительно уменьшает стоимость соединения за счет снижения точности изготовления соединяемых поверхностей. На валу накатывают треугольные выступы (шлицы), при этом часть материала вала выдавливается инструментом и первоначальный диаметр вала увеличивается. Прочность соединения зависит от глубины вдавливания накатанных зубцов в цилиндрическую поверхность сопряженной детали. В процессе запрессовки материал втулки деформируется и заполняет впадины вала. Соединение с накаткой применяют для сборки стальных или латунных валиков с алюминиевыми или пластмассовыми деталями. Этот вид соединения хуже прессовых центрирует детали, но при этом не требуются высокие точность и чистота обработки поверхностей, упрощается сборка. Чем больше натяг и параметры шероховатости поверхности, тем выше надежность соединения. К соединениям с гарантированным натягом относятся соединения с применением посадок H7/u7; H7/r6; Н7/p6 и др. Выбор необходимой посадки осуществляют из условий прочности по величине удельного давления. Достоинствами соединений запрессовкой являются: отсутствие дополнительных креплений, простота конструкции, хорошая центровка сопрягаемых деталей, возможность передачи значительных осевых усилий и крутящих моментов. К недостаткам соединений относятся: высокие точность и стоимость изготовления соединяемых деталей, сложность сборки, влияние величины натяга, коэффициента трения и рабочих температур на прочность соединения. 4.4. Клёпка Клёпкой называется процесс соединения двух или нескольких деталей с помощью заклёпок. Этот вид соединения относится к группе не разъёмных, так как разъединение склёпанных деталей возможно только путём разрушения заклёпки. Клепка разделяется на холодную, т.е. выполняемою без нагрева заклепок, и горячую, при которой стальные заклепки перед подстановкой их на место нагревают до 1000-1100`C. Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от диаметра заклепок : до d =10 мм – только холодная клепка; при d >10 мм – только горячая. Преимущества горячей клепки заключается в том, что стержень лучше заполняет отверстие в склепываемых деталях, а при охлаждении заклепка лучше стягивает их . Образование замыкающей головке может происходить при быстром (ударная клепка) и при медленном (прессовая клепка) воздействии сил. Клепка может быть ручная и машинная при которой используются стацилнарные клепательные машины. Заклепочные соединения в настоящее время в значительной степени вытеснены другими видами прочных и плотных соединений и оставлены для сравнительно небольшого класса изделий (котлы, краны, экскаваторы, монтажные конструкции и др.). Достоинствами заклепочных соединений являются возможность соединения различных материалов, хорошая сопротивляемость вибрационным и ударным нагрузкам, удобство и надежность контроля качества соединения. К недостаткам относятся трудоемкость (разметка, сверление отверстий, закладка и клепка заклепок) и высокая стоимость; ослабление соединяемых деталей отверстиями; дополнительный расход материала на накладки. Глава 5.Обработка на металлорежущих станках. Деталь, как объект изготовления на металлорежущих станках, характеризуется параметрами качества. Эти параметры определяются служебным назначением, конструктивными особенностями и технологией изготовления детали. Например при анализе служебного назначения деталей типа станин устанавливаются следующие группы параметров: требуемое относительное положение присоединяемых неподвижных сборочных единиц и деталей допустимые статические и динамические нагрузки допустимые типовые воздействия допустимые внешние воздействия и воздействия окружающей среды требуемый период эксплуатации до ремонта и общий срок эксплуатации регламент обслуживания эргономические, эстетические, экономические требования требования по габаритам, массе и т.п. При анализе служебного назначения для каждой конкретной детали определяется необходимый и достаточный качественный состав параметров по всем группам, а по каждому параметру качества — полная количественная оценка (номинальные значения, допускаемые отклонения, а в некоторых случаях и вероятностные характеристики) Точность движения характеризуется: точностью направления, положения и формы траектории, например, отклонения от прямолинейности; точностью позиционирования (выхода в заданную точку); постоянством скоростей, ускорений и т.п. величин. Рабочие нагрузки характеризуются силами и моментами сил, вызывающими упругие деформациями как следствие изменения относительного положения и движения устанавливаемых деталей и сборочных единиц. Тепловые воздействия при работе изделия могут приводить к изменению относительного положения и движения устанавливаемых деталей и сборочных единиц. Внешние воздействия и воздействия окружающей среды характеризуются физико-химическими свойствами среды (влажность, запыленность, концентрация химически активных элементов), а также температурой, давлением, наличием тепловых, магнитных, электрических полей, вибрациями. Чтобы обеспечить требуемые показатели качества детали, станина, например, должна обладагь совокупностью определенных свойств, в том числе: геометрической точностью поверхностей основных и вспомогательных баз и точностью их относительного положения; стабильностью этой точности во времени, отсутствием коробления; статической и динамической жесткостью (форма детали, размеры, параметры шероховатости поверхностей); износостойкими направляющими (форма, материал, размеры, параметры шероховатости поверхностей); малым и стабильным коэффициентом трения по направляющим (материал, параметры шероховатости поверхностей). Необходимые свойства обеспечиваются техническими требованиями к детали. Техни- ческие требования регламентируют допустимые отклонения размерных параметров и характеристик свойств материалов, соблюдение которых гарантирует выполнение деталью служебного назначения при минимальных затратах.Требования к свойствам материала детали включают требования к марке материала, его химическому составу и физико-механическим свойствам, однородности, плотности, иногда к микроструктуре и твердости по всему объему или отдельным поверхностям (частям) детали.Требования по размерным параметрам относятся как правило к поверхностям вспомогательных и основных баз деталей, их рабочим поверхностям, поверхностям технологических и измерительных баз. Эти требования обуславливают состав поверхностей деталей, подлежащих механической обработке резанием, а также технологический процесс получения отдельных поверхностей и их совокупности. Деталь на чертежах представляют в виде сочетаний идеально точных объемов, ограниченных цилиндрическими, плоскими, винтовыми и другими номинальными поверхностями. В процессе изготовления деталей и эксплуатации механизмов возникают отклонения размеров, расположения и формы номинальных поверхностей. Кроме того, режущие элементы любого инструмента оставляют на образуемых поверхностях следы чередующихся выступов и впадин, т.е. создают шероховатость и волнистость поверхностей. В чертежах форму и размеры задают с отклонениями от идеально правильных поверхностей и размеров, т.е. с отклонениями, обеспечивающими служебное назначение. Реальные поверхности деталей отличаются от номинальных как по размерам, так и по форме, расположению, шероховатости и волнистости поверхности.Степень приближения детали к геометрически правильному прототипу, описанному чертежом и техническими требованиями, характеризует его точность. Стандартами установлены следующие показатели точности деталей: точность размеров, т.е. расстояний между различными элементами; отклонения формы поверхности, т. е. отклонение формы реальной поверхности (реального профиля) от номинальной поверхности (номинального профиля). В общем случае в отклонение формы входит волнистость поверхности и не входит шероховатость Отклонения формы поверхностей (профилей) отсчитывают от точек реальной поверхности (профиля) до прилегающих поверхностей (профиля) по нормали к ним.Конструктивные формы деталей, их размеры бесконечно многообразны. Однако все детали от миниатюрных деталей часов и приборов до многометровых деталей судов, самолетов, турбин включают относительно небольшую номенклатуру обрабатываемых поверхностей, в том числе: плоские поверхности, цилиндрические и конические поверхности, винтовые поверхности, зубчатые поверхности. Обычно рабочие и базовые поверхности деталей формируют из указанных номинальных поверхностей и их сочетаний.Как правило, рабочие и базовые поверхности в процессе изготовления детали обрабатывают несколько раз. В зависимости от технических требований к соответствующей поверхности эта обработка может проводиться «металлическим» инструментом, (инструментом из твердого сплава, керамики), абразивным инструментом; различными методами доводки и электрофизикохимическими и лазерными методами. |