3. Карта технологического процесса. 3. Разработка карты технологического процесса ремонта масляного насоса дизеля 10Д100
 Скачать 154.5 Kb. Скачать 154.5 Kb.
|

 3. Разработка карты технологического процесса ремонта масляного насоса дизеля 10Д100 Технологическая карта – документ, предназначенный для описания технологических процессов, методов и приемов, повторяющихся при изготовлении или ремонте изделий (составных частей изделий), правил эксплуатации средств технологического оснащения, применяемый в целях установления единообразия технологических процессов и регламентирования требований при их проведении. При разработке технологической карты (далее – ТК) необходимо учитывать действующие технологические процессы, технологические решения, проверенные в производстве. При разработке ТК должно быть учтено: рациональная последовательность операций; минимальная длительность производственного цикла; всемерное использование достижений науки и техники; максимальная механизация и автоматизация; применение передовых форм организации производства; полная загрузка по времени и по мощности основного оборудования и оснастки; типизация технологических процессов и операций; использование унифицированной технологической оснастки; применение принципов «Бережливого производства»; применение технологий ресурсосбережения. В карте указываются: номер карты и наименование работы с конкретным определением существа операции; вид ремонта, при котором выполняется данная операция (если операция выполняется на подъемочном и периодических ремонтах, то в строке «Вид ремонта» поставлено «Текущий»); название узла или сборочной единицы, к которой относится выполняемая операция; номер чертежа сборочной единицы, узла или агрегата; единица измерения нормируемой операций; тарифный разряд работы; расчет нормы на нормируемую работу по категориям затрат времени; норма времени на единицу измерения нормируемой операции в нормо-минутах и нормо-часах; содержание работы по элементам в принятой Технологической последовательности ее выполнения с указанием по каждому элементу операции основного применяемого инструмента, приспособлений и их характеристик, учтенного объема работы на единицу измерения нормы и оперативного времени на выполнение этого объема работы. Единица измерения нормы времени характеризуется определенным, относительно постоянным содержанием элементов операции в каждой нормируемой работе. Это означает, что в каждую работу включены не только постоянно повторяющиеся элементы операции, но и те, которые встречаются периодически. Если в графе «Учтенный объем работы» записано «Компл.», это свидетельствует о том, что при разработке нормы на заданную единицу измерения учтен полный объем работы по данному элементу; если указана величина, большая или меньшая единицы (например, 0,4 комплекта, 0,5 привода, 2,5 болта и т. п.), это значит, что в учтенный объем включена только та доля выполняемой работы или то количество деталей (в шт.), которые в среднем повторяются в нормируемом элементе. Доля оперативного времени (tn) на нерегулярно. повторяющийся элемент, включаемая в норму на операцию, рассчитана по формуле tri=a,-jjK, оперативное время на выполнение нерегулярно повторяющегося элемента (если бы он повторялся постоянно) ; количество операций, в которых повторяется данный эле-мент; ' общее количество операций, принятых при расчете нормы времени; , коэффициент для изменения табличного значения времени по нормативам. 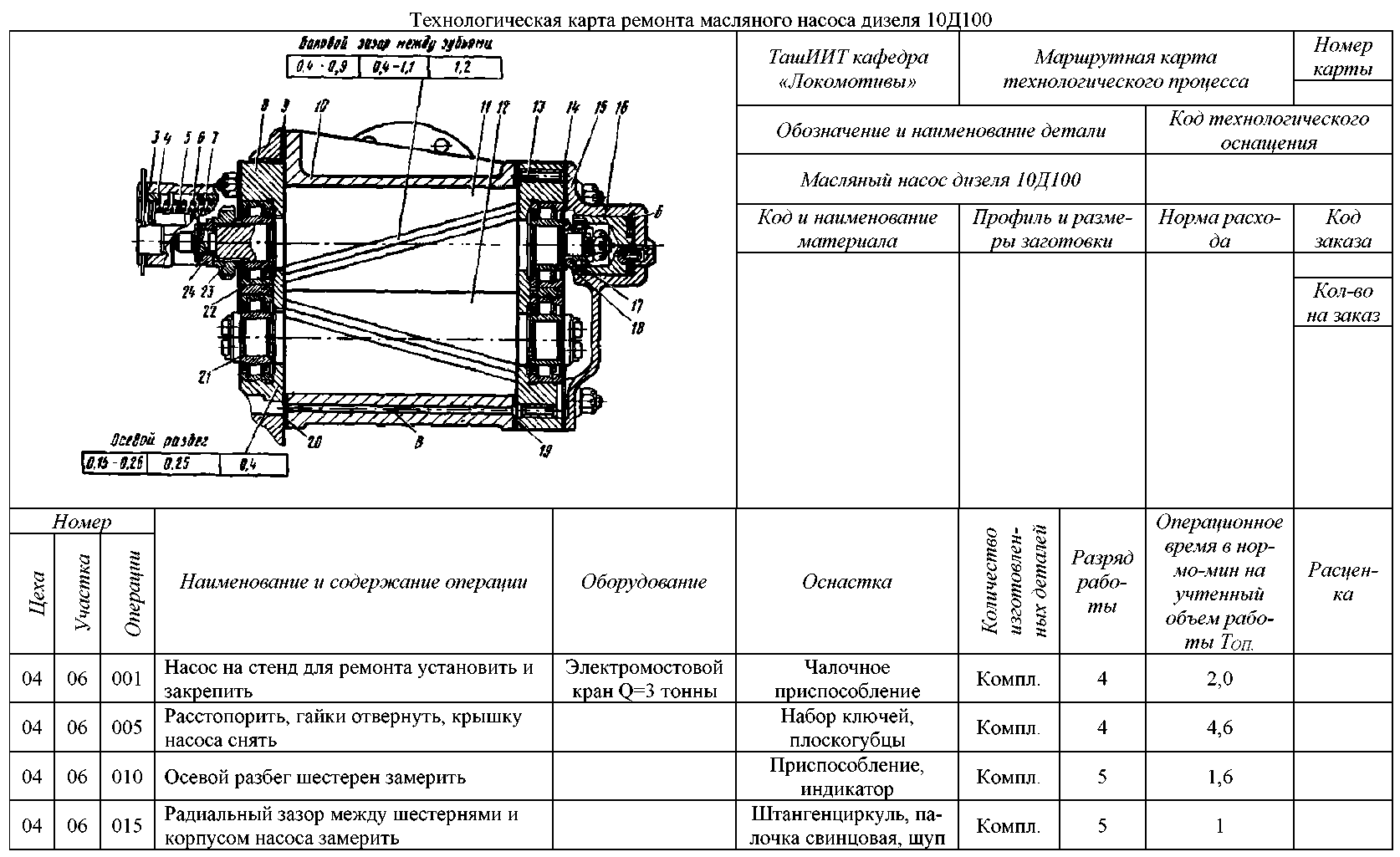 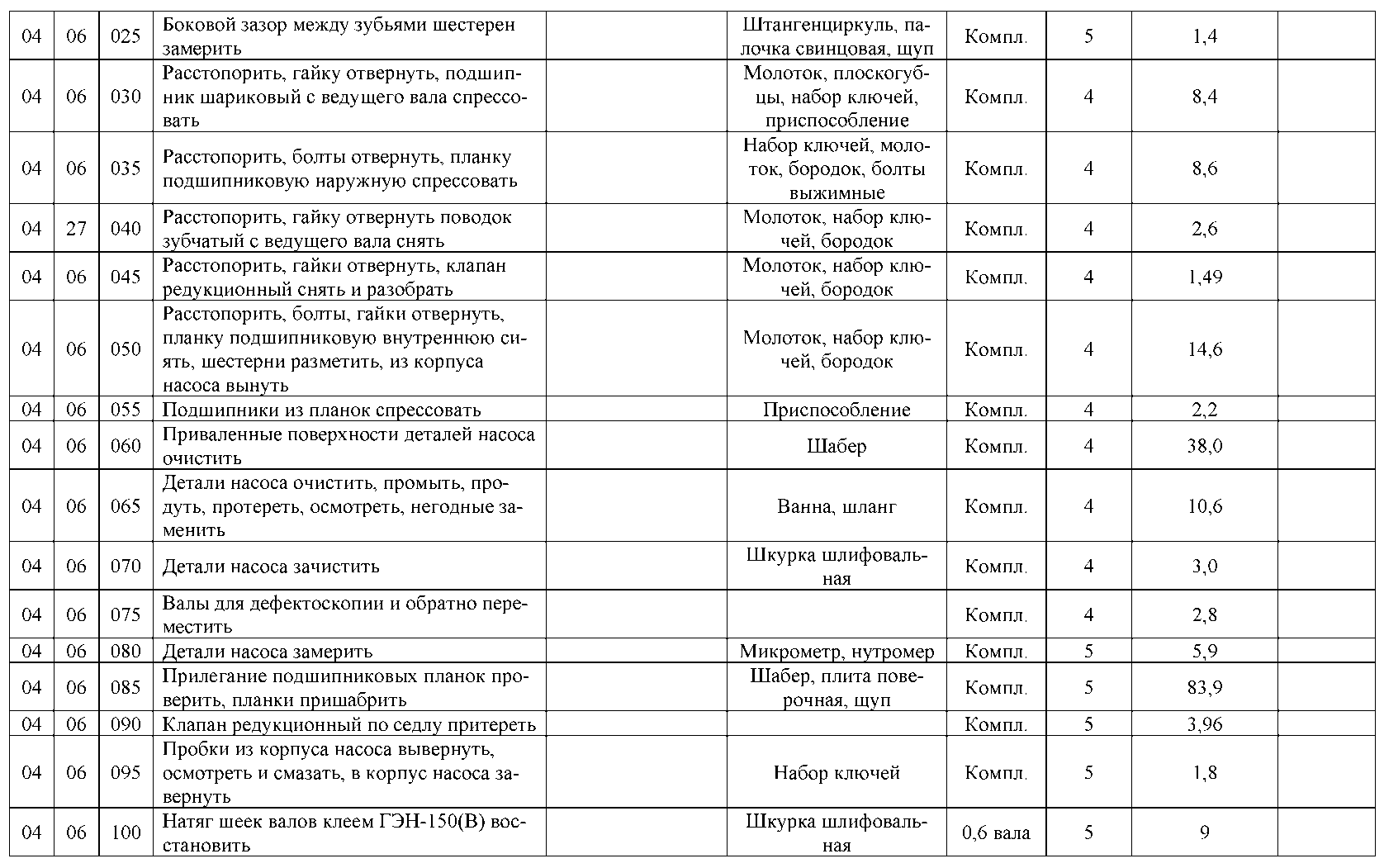 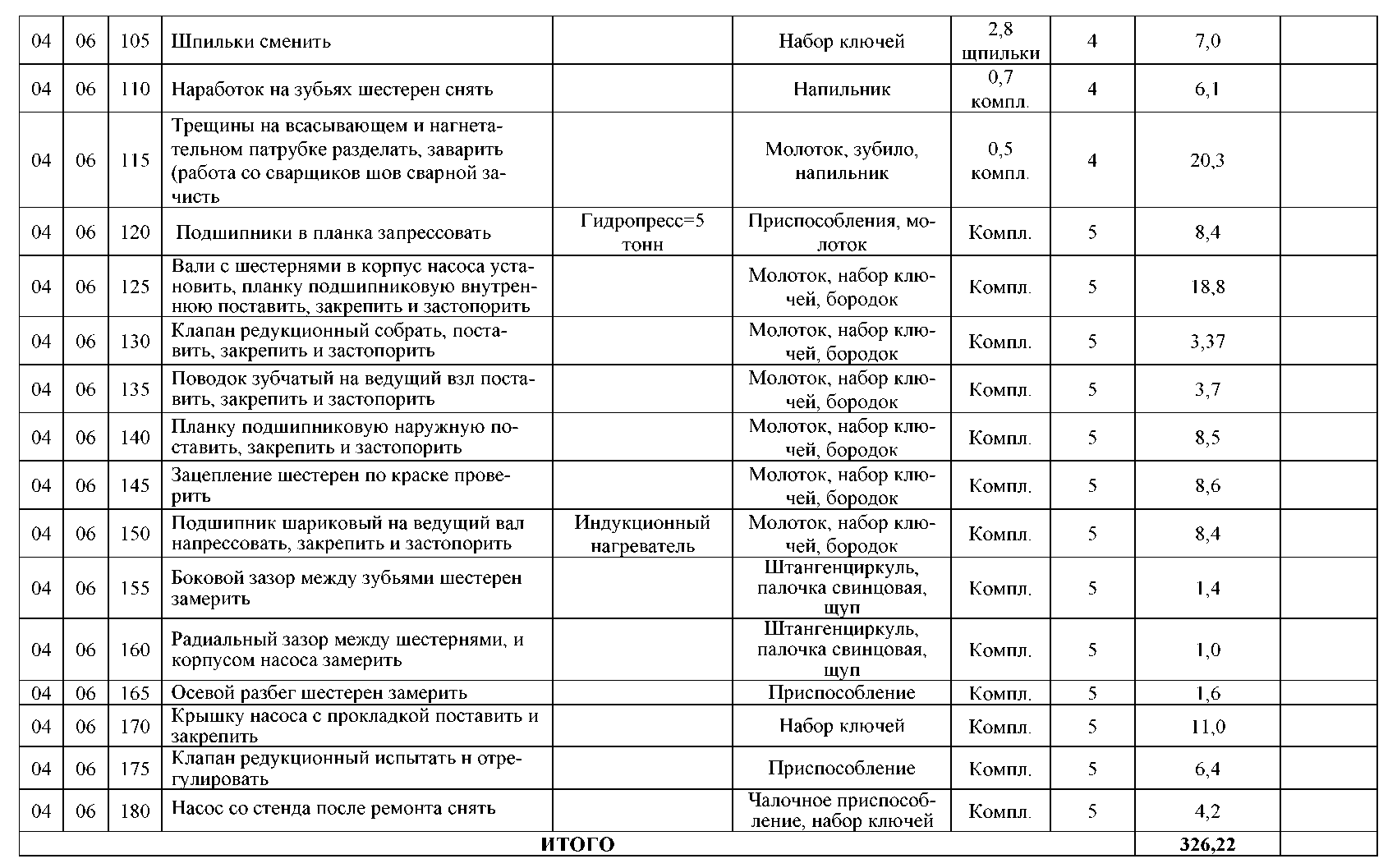
|