Отчет по эксплуатационной практики. Отчет. 3D модель чертежа детали. 5 Анализ чертежа детали. 7
 Скачать 1.14 Mb. Скачать 1.14 Mb.
|

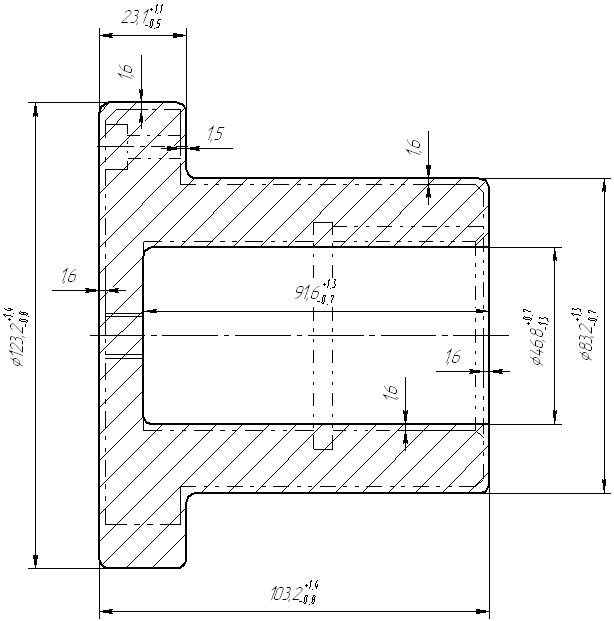
97%.Введение. 2 3D Модель чертежа детали. 5 Анализ чертежа детали. 7 Назначение детали с описанием требований к точности обработки каждой поверхности. 8 Марка детали. 9 Тип получения заготовки. 10 Последовательность обработки заготовки до готовой детали. 12 Заключение. 14 Список литературы. 16 ознакомление студентов с основными рабочими профессиями механосборочного производства; формирование у студентов умений и навыков выполнения работ по рабочим профессиям механосборочного производства, связанным со станочной, слесарной обработкой деталей, программированием и выполнением процесса обработки деталей на станках с программным управлением, выполнением контроля точности и качества поверхностей изготовленных деталей машин; формирование у студентов способности к освоению содержания теоретического и практического обучения рабочих, а также развитие личностных качеств, необходимых в практике организации учебно-производственного процесса в учебных мастерских. представлять процессы слесарной обработки и сборки изделий машиностроения; понимать сущность, порядок, правила и способы выполнения операций слесарной обработки деталей машин; представлять основные и вспомогательные производственные процессы при выполнении механической обработки металла на различном металлорежущем оборудовании; понимать сущность, порядок, правила и способы выполнения механической обработки деталей различной сложности на универсальном оборудовании и оборудовании с ЧПУ; изучение нормативных и методических документов, регламентирующих вопросы качества изготавливаемых изделий в машиностроительном производстве; формирование умений выбирать методы и средства контроля, а также использовать средства измерения для проведения контроля параметров изделий с целью определения соответствия техническим требованиям; формирование умений анализировать нормативную, конструкторскую и технологическую документацию, а также оформлять производственно-техническую документацию; развитие способности анализировать, принимать решения в различных производственно-педагогических ситуациях. ступенчатое отверстие – 3 отв.; резьбовое отверстие; канавка; шпоночный паз; фаски. допуск радиального сечения (0,02); допуск параллельности (0,02); допуск симметричности (0,08). Тип получения заготовки.Исходя из свойств стали 45Х и габаритов детали, то заготовку можно получить способом: штамповка на горизонтально-штамповочных машинах (ГКМ). Деталь имеет несложную геометрическую форму, поэтому для уменьшения расхода материала применим поковку, получаемую штамповкой на горизонтально-ковочной машине (ГКМ). Класс точности в поковки устанавливается зависимости от технологического процесса и оборудования для ее изготовления, а также исходя из предъявляемых требований к точности размеров поковки. Для принятого метода поковки можно принять класс точности Т3. При назначении группы стали, определяющим является среднее массовое содержание углерода и легирующих элементов (Si, Mn, Cr, Ni). В соответствии с можно принять для рассматриваемой стали группу М2. Принимаем степень сложности поковки С2. Исходный индекс по ГОСТ 7505-89 принимаем равным 11. Для заготовок из ГКМ наружный диаметр заготовки: d пр.расч. = dд max +2Побщ. d , где dд max – наибольший диаметр проката, Побщ. d - общий припуск на диаметр этой ступени на механическую обработку (по ГОСТ 7505-89).
Длина заготовки: Lр. = Lд +Побщ. L
 Последовательность обработки заготовки до готовой детали.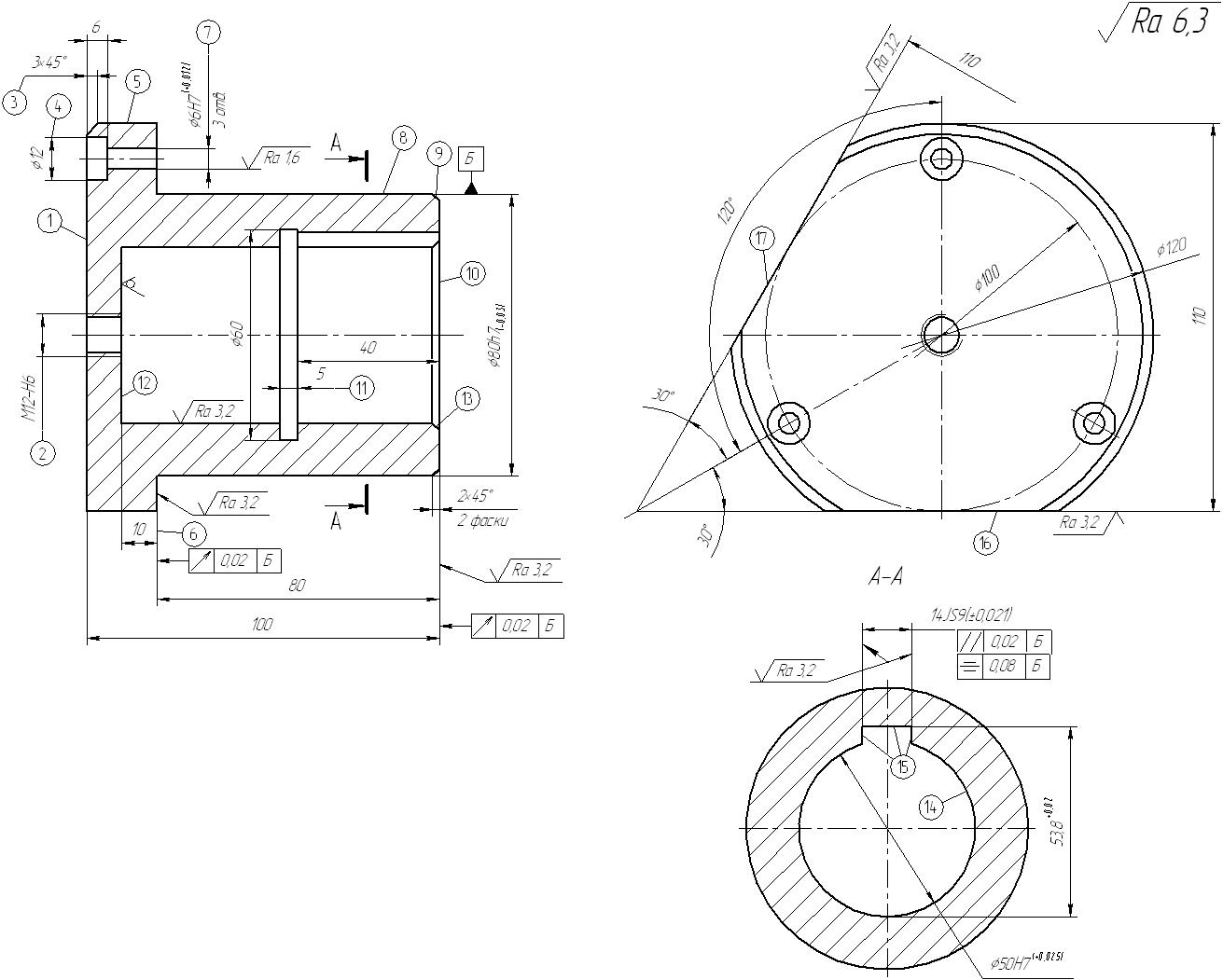
Заключение.В процессе эксплуатационной практики я узнала, как работать с «Компас 3D», строила различные чертежи деталей, изучила операции станков ЧПУ, применяла знания и навыки на практических работах. Все задачи были выполнены: представлять процессы слесарной обработки и сборки изделий машиностроения; понимать сущность, порядок, правила и способы выполнения операций слесарной обработки деталей машин; представлять основные и вспомогательные производственные процессы при выполнении механической обработки металла на различном металлорежущем оборудовании; выполнять подготовку управляющих программ обработки деталей и наладки станков с программным управлением; понимать сущность, порядок, правила и способы выполнения механической обработки деталей различной сложности на универсальном оборудовании и оборудовании с ЧПУ; изучение нормативных и методических документов, регламентирующих вопросы качества изготавливаемых изделий в машиностроительном производстве; формирование умений выбирать методы и средства контроля, а также использовать средства измерения для проведения контроля параметров изделий с целью определения соответствия техническим требованиям; формирование умений анализировать нормативную, конструкторскую и технологическую документацию, а также оформлять производственно-техническую документацию; развитие способности анализировать, принимать решения в различных производственно-педагогических ситуациях. Эксплуатационная практика дала мне новую информацию о различных программах, которые помогают и упрощают работу людей, связанных с механической обработкой и различными станками. Эта информация будет полезна в будущей профессиональной деятельности. Список литературы.Марочник сталей и сплавов / В. Г. Сорокин, А. В. Волосникова, С. А. Вяткин и др; Под общ. ред. В. Г. Сорокина. — М.: Машиностроение, 1989. — 640 с. ГОСТ 7505-89. ПОКОВКИ СТАЛЬНЫЕ ШТАМПОВАННЫЕ. Допуски, припуски и кузнечные напуски Обработка металлов резанием: Справочник технолога / Под ред. А.А. Панова. - М.: Машиностроение, 1988. Балла, О.М. Обработка деталей на станках с ЧПУ. Оборудование. Оснастка. Технология: Учебное пособие [Электронный ресурс] : учеб. пособие — Электрон. дан. — Санкт-Петербург : Лань, 2018. — 368 с. — Режим доступа: https://e.lanbook.com/book/99228. — Загл. с экрана. Должиков, В. П. Разработка технологических процессов механообработки в мелкосерийном производстве : учебное пособие / В. П. Должиков. — 3-е изд., стер. — Санкт-Петербург : Лань, 2019. — 328 с. — ISBN 978-5-8114-4385-7. — Текст : электронный // Лань : электронно-библиотечная система. — URL: https://e.lanbook.com/book/119289 Сурина Н. В. Технологические процессы в машиностроении: учебное пособие / Сурина Н. В., Сизова Е. И. — Москва : МИСИС, 2017. — 162 с. — Режим доступа: http://e.lanbook.com/book/108119. Оборудование машиностроительных производств: практикум. - Ставрополь: Северо-Кавказский федеральный университет, 2015. - 92 с. - Режим доступа: http://www.iprbookshop.ru/63106. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||