Нпее. Документ (3). 5. Примеры промышленных сау прокатными станами фактические положения плунжеров цилиндров гну
 Скачать 92.97 Kb. Скачать 92.97 Kb.
|

 5. Примеры промышленных САУ прокатными станами фактические положения плунжеров цилиндров ГНУ клети; сила прокатки в клети; давления рабочей жидкости в цилиндрах системы изгиба валков; логические сигналы блокировок от различных систем. От измерительного ролика САРП получает фактические значения распределения сил натяжения полосы по зонам, измеренные в режиме реального времени. САРП пересчитывает полученные значения сил в удельные натяжения по зонам. В дальнейшем при выполнении всех необходимых расчетов и визуализации плоскостности полосы САРП работает с отклонениями измеренных величин от среднего удельного натяжения полосы. Заданная кривая распределения натяжений сравнивается с кривой фактического распределения натяжений по ширине полосы (см. рис. 5.4). Результатом сравнения является кривая ошибки (отклонения плоскостности от задания). Ошибка плоскостности поступает на входы регуляторов системы САРП, которые формируют задания для отработки ошибки плоскостности на исполнительные механизмы: Для регулирования плоскостности полосы могут использоваться следующие воздействия на исполнительные механизмы: задание перекоса валков в СУ ГНУ (рис. 5.5); задание изгиба рабочих валков в СУ изгибом через задание давления в гидроцилиндрах системы изгиба валков (рис. 5.6); задание расхода подаваемого на рабочие валки охладителя в системе зонного охлаждения валков для регулирования теплового профиля рабочих валков (рис. 5.7). Рис. 5.5. Одностороннее отклонение плоскостности (длинная кромка). Регулирование плоскостности посредством перекоса валков Регуляторы рассчитывают свое выходное воздействие, исходя из диапазона регулирования соответствующего исполнительного механизма. Для первого исполнительного механизма (в данном случае – ГНУ), основываясь на диапазоне регулирования этого устройства, регулятор определяет его долю ошибки в общей ошибке плоскостности и по ней рассчитывает управляющее воздействие. Эта доля ошибки вычитается из общей ошибки, и регулятору следующего исполнительного устройства (системе изгиба валков) передаётся уже уменьшенная на предыдущем шаге ошибка. 57 Автоматизированное управление процессами прокатки Рис. 5.6. Отклонения плоскостности 2-го порядка – длинные кромки (а) или длинная середина полосы (б). Регулирование плоскостности посредством изгиба рабочих валков 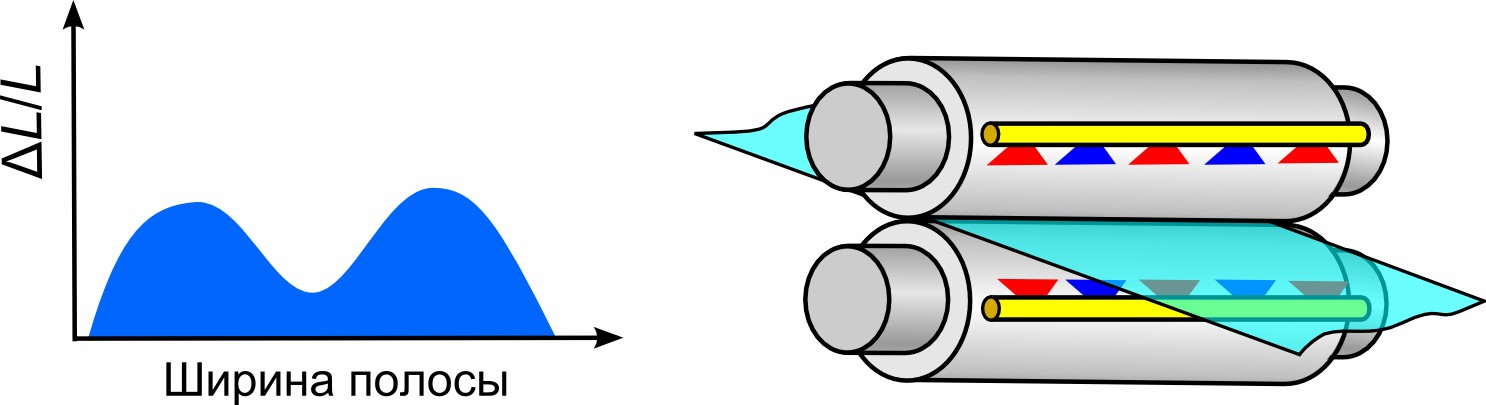 Рис. 5.7. Нерегулярные дефекты плоскостности – отклонения 3-го порядка. Регулирование плоскостности посредством зонного охлаждения валков Этот алгоритм действует согласно заданной очерёдности для всех механических исполнительных устройств. Нерегулируемая механическими устройствами остаточная ошибка устраняется системой зонного охлаждения рабочих валков. Текущая информация о фактической плоскостности полосы и работе САРП отображается на АРМ, установленном на посту управления (см. рис. 5.4). Система визуализации АРМ САРП на базе промышленного персонального компьютера решает следующие задачи: предоставление оператору необходимой технологической информации о плоскостности полосы в реальном времени, состоянии исполнительных механизмов, а также индикация работы САРП. Для этой цели имеются несколько видеокадров, которые доступны всем операторам стана; сервисное обслуживание, установка параметров и настройка контуров управления САРП и тестирование отдельных узлов. Видеокадры, 58 |