шпг пд1м. кр ремонт пс 1часть. Дизели пд1М
 Скачать 1.5 Mb. Скачать 1.5 Mb.
|

|
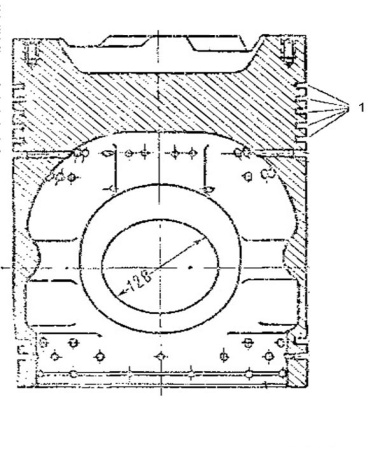
ВВЕДЕНИЕ Дизели ПД1М — это последняя модификация дизелей типа Д50, которые проектировались и строились на Харьковском тепловозостроительном заводе, а затем на Пензенском дизельном заводе. Дизели этого ряда четырехтактные, однорядные, шестицилиндровые с наддувом и электрическим пуском, имеют мощность от 736 до 880 кВт. Эти дизели много раз подвергались модернизации и нашли широкое применение на маневровых тепловозах. Дизель ПД1М по некоторым показателям превосходит дизель 2Д50М мощностью 736 кВт, устанавливаемый на тепловозах ТЭМ1. На дизеле ПД1М установлены охладитель наддувочного воздуха, фильтр центробежной очистки масла, насос для подачи его в фильтр, изменены некоторые параметры турбокомпрессора. Повышение мощности дизеля ПД1М до 880 кВт и снижение расхода топлива до 225 г/(кВт-ч) достигнуто за счет проведения следующих мероприятий: вместо турбокомпрессора ТК-30 на дизель установлен турбокомпрессор ТК-30 с уменьшенной площадью проходного сечения соплового аппарата. Это позволило: увеличить подачу воздуха в дизель с 1,7 до 2,0 кг/с, повысить давление наддувочного воздуха с 0,135 до 0,155 МПа, повысить к.п.д. воздушного нагнетателя с 0,5 до 0,56; применено охлаждение наддувочного воздуха; повышена частота вращения коленчатого вала с 740 до 750 об/мин, а средняя скорость поршня с 8,14 до 8,25 м/с; повышено среднее эффективное давление с 0,773 до 0,915 МПа. Удельный расход топлива дизелем ПД1М снижен за счет увеличения угла предварения выпуска газов с 57° до 66° до н.м.т., повышения степени сжатия воздуха с 11,5 до 12,5, сокращения периода впрыскивания топлива на 2,5° по углу поворота коленчатого вала и ликвидации подвпрыскивания его, применения нового нагнетательного клапана, увеличения выхода носка распылителя форсунки из крышки цилиндра на 6,0—7,33 мм вместо 4,5— 5,83 мм, увеличения диаметра иглы форсунки около конуса с 4,0 до 4,8 мм и увеличения подъема ее с 4,5 до 6,0 мм, изменения формы днища поршня, уменьшения числа уплотнительных колец с пяти до четырех, а числа канавок, отводящих масло, в 2 раза. 2.Описание конструкции узла и объемы работ, выполняемых на ТР-3. 2.1 Описание конструкции узла Шатунно-поршневая группа вместе с коленчатым валом являются основным рабочим механизмом поршневого двигателя внутреннего сгорания. Поступательное движение поршня преобразуется во вращательное движение коленчатого вала при помощи шатуна, сочлененного шарнирно с верхней головкой поршневым пальцем и нижней головкой с шейкой колена вала. Рабочая поверхность располагается над поршнем в цилиндре закрытом крышкой. Поршень – наиболее ответственная и напряженная часть двигателя. Он выполняет следующие функции: - обеспечивает требуемую форму камеры сгорания и герметичность внутрицилиндрового пространства; - передает силу давления газов на шатун и систему цилиндра; - управляет открытием и закрытием окон (выполняет функции золотника). В процессе работы на поршень действуют механические нагрузки давления газов и сил инерции, а так же высокие тепловые нагрузки в период непосредственного соприкосновения его с горячими газами при сгорании топлива и расширении продуктов сгорания. Дополнительно поршень нагревается от трения о стенки цилиндра. При нагреве поршня понижаются механические свойства его материала и возрастают термические напряжения в нем. К тому же ухудшается наполнение цилиндра свежим зарядом, из-за чего уменьшается мощность двигателя, появляются условия для заклинивания поршня в цилиндре, ухудшается работа кольцевого уплотнения. Поршни ДВС, наряду с достаточной прочностью и жесткостью, должны иметь возможно меньшую массу для уменьшения сил инерции, обладать высокой теплопроводностью и износостойкостью. Конструкция поршня должна обеспечивать свободное перемещение его в цилиндре и достаточную герметичность для предотвращения прорыва газа из камеры сгорания в картер и попадания масла со стороны картера в рабочую полость цилиндра, что наблюдается при больших зазорах между кольцом и канавкой поршня. Существенным недостатком поршней из алюминиевых сплавов является высокий коэффициент линейного расширения по сравнению с чугунными. Поэтому поршни из этих сплавов устанавливают в цилиндры с большим зазором, который затрудняет пуск дизеля, вызывает стук при работе непрогретого двигателя и на малых оборотах коленчатого вала. Поршень дизеля ПД1М Поршень дизеля (рис.1) отлит из алюминиевого сплава (силумина) ПС-12, твердость которого HB = 80 – 100.  Рис. 1 Поршень дизеля ПД1М.1 - втулка цилиндра; 2, 5 - маслосъемные кольца; 3 - заглушка; 4 - поршневой палец; 6,7 - компрессионные кольца; 8 - поршень Коэффициент теплопроводности силумина в 4,25 раза больше, а удельный вес в 2,75 раза меньше, чем у чугуна. Использование сплава ПС-12 позволило не применять охлаждения поршня, несмотря на сравнительно большую мощность (167 л.с.), развиваемую в каждом цилиндре. Сверху поршни хорошо охлаждаются воздухом, поступающим через впускные каналы, а снизу – брызгами масла, образующимися в картере во время работы дизеля. К достоинствам поршня относятся: -Значительное уменьшение его веса; -Уменьшение удельного давления на подшипники и шейки коленчатого вала; -Увеличение срока службы их из-за уменьшения сил инерции. Головка поршня выполнена тонкостенной с плавным переходом от верхней части к стенкам. Вверху торец головки (днище) имеет вогнутую поверхность. Такая форма днища способствует лучшему смешиванию распыленного топлива с воздухом, а следовательно лучшему его сгоранию. На днище выфрезерованы четыре выемки для открывания впускных и выпускных клапанов при верхнем положении поршня. Два отверстия имеющие резьбу, служат для крепления скобы при выемке и постановке поршня в цилиндр. На головке поршня расположены четыре уплотнительных кольца. Головка поршня на длине 170 мм проточена на конус, вершина которого направлена в сторону камеры сгорания. Такая форма головки исключает возможность заклинивания поршня при нагревании во время работы, так как верхняя часть головки нагревается сильнее, а следовательно и расширяется больше. На юбке поршня расположены три маслосрезывающих кольца, причем одно из колец находится выше, а два других ниже отверстия под поршневой палец. У пятого и седьмого ручьев сняты фаски. В ручьях для масло срезывающих колец в поршне просверлены радиальные отверстия, а на фасках – наклонные отверстия, через них стекает масло, снятое маслосрезывающими кольцами со стенок цилиндровой гильзы. Внутри поршень имеет приливы (бобышки), в которых расточены отверстия для поршневого кольца. Снаружи с двух сторон поршня в отверстиях сделаны выточки, в которые вставляются с натягом заглушки, удерживающие палец от осевого перемещения во время работы поршня. Заглушки изготовлены из сплава ПС-12, их наружная поверхность имеет такую же форму, как поверхность юбки, что не дает им возможности поворачиваться вокруг своей оси. В центре заглушки имеется отверстие с резьбой для винта приспособления, при помощи которого выпрессовывается заглушка. По упорному пояску заглушек снизу сделаны прорези, соединенные с отверстиями в выточках. Масло после смазки пальца через прорези в заглушках и отверстия в бобышках сливается в картер. Юбка поршня снаружи вокруг отверстий под палец имеет с обеих сторон прямоугольные углубления. Необходимость в этих углублениях вызывается тем, что при сильном нагревании юбка принимает овальную форму, причем большая ось вала располагается по оси пальца, так как в этих местах сосредоточена основная масса метала. Если не делать холодильников, то неизбежно произойдет защемление поршня в местах наибольшего расширения юбки, то есть по оси пальца. По нижнему краю юбки с внутренней стороны имеется поясок, служащий базой при обработке и проверке поршня по диаметру. Торцовая плоскость юбки является базой при обработке и проверке поршня на станке. Юбка поршня по длине обработана на конус. Уплотнительные кольца. На головке поршня расположены четыре уплотнительных кольца, из которых два верхних имеют трапецеидальное сечение (рис.2б) и хромированы по образующей, а два последующих кольца – прямоугольное сечение (рис. 2а). Применение двух первых колец трапецеидального сечения позволило устранить пригорание колец на поршнях, что достигается особенностью работы трапецеидальных колец. При конусных торцовых поверхностях кольцо работает как клин. Во время боковых и радиальных перемещений трапецеидального кольца в канавке зазор между канавкой и кольцом изменяется и образующиеся там отложения выжимаются прежде, чем они успевают затвердеть и сделать кольцо неподвижным. 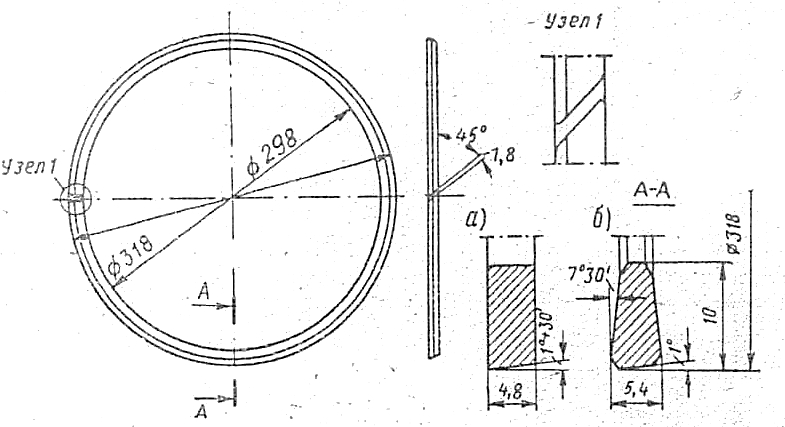 Рис. 2 Уплотнительные кольца поршня дизеля ПД1М: а- прямоугольного сечения; б- трапецеидального сечения Наружная цилиндрическая поверхность прямоугольного кольца выполнена с конусом в один градус тридцать минут на высоте 3,5 мм. Конусность делается для быстрейшей приработки кольца к цилиндровой гильзе. С этой же целью уплотнительные кольца покрывают тонким слоем полуды толщиной не более 0,01 мм. Боковые (торцовые) поверхности тщательно шлифуют. Замок кольца имеет косой срез под углом 45. Твердость кольца должна быть HB = 97 – 102. На верхней плоскости колец электрографом делается надпись “верх”. Кольцо устанавливают вершиной конуса вверх к камере сгорания. Для повышения срока службы уплотнительных колец наружную образующую часть двух трапецеидальных колец покрывают пористым хромом. В этом случае скос не делается, а замок хромированных колец выполняется прямым. Срок службы хромированных колец повышается в три-четыре раза, при этом увеличивается так же и срок службы обычных цилиндровых гильз. По наружной поверхности маслосрезывающего кольца (рис.3) посередине проточена кольцевая канавка, в которой профрезерованы двадцать радиальных сквозных пазов. Таким образом, кольцо состоит как бы из двух частей – верхней и нижней, соединенных узкими перегородками, которые остаются после фрезеровки сквозных отверстий. Как верхняя, так и нижняя часть кольца имеет конусный срез в одну сторону. Такая конструкция дает возможность маслосрезывающему кольцу при движении поршня вверх скользить по маслу, а при движении вниз острыми кромками соскабливать масло со стенок цилиндровой гильзы по направлению к картеру. 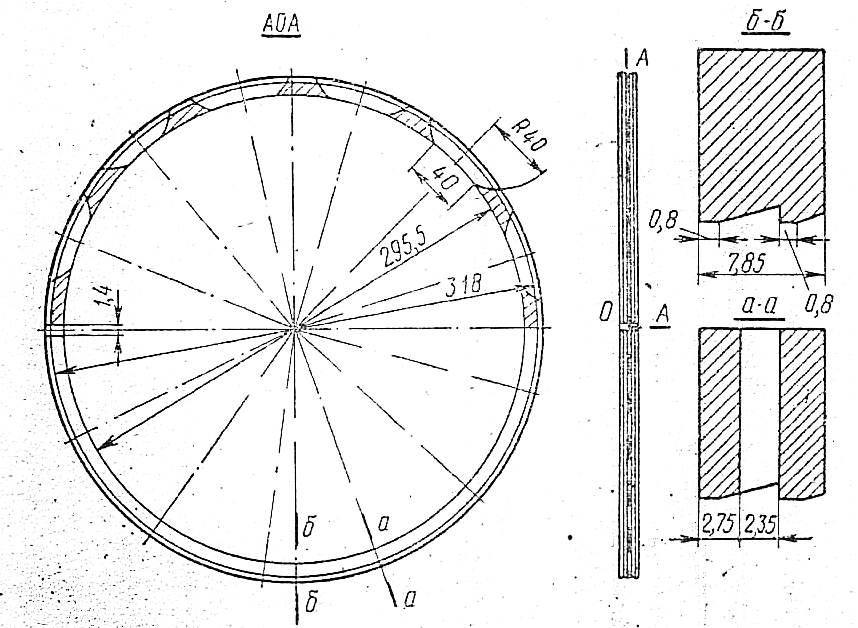 Рис.3 Маслосрезывающее кольцо поршня дизеля ПД1М При постановке кольца необходимо следить, чтобы вершина конуса была направлена вверх к камере сгорания. Маслосрезывающие кольца имеют прямой замок. Уплотненные и маслосрезывающие кольца покрывают слоем полуды толщиной не более 0,01 мм. Шатун. Шатун поршня дизеля ПД1М (рис.4) штампуют из высококачественной стали марки 20ХН4А. Шатун состоит из стержня двутаврового сечения и двух головок – верхней и нижней. Вдоль стержня шатуна сделано утолщение, внутри которого имеется канал для прохода смазки от нижней головки к верхней. Нижняя головка шатуна разъемная, она имеет крышку, которая прикрепляется к шатуну четырьмя шатунными болтами. Точная установка крышке относительно верхней половинке головки обеспечивается двумя контрольными штифтами. По выступам наносят удары при снятии крышки. Верхняя головка шатуна при помощи пальца соединяется с поршнем. Палец своей средней частью опирается на головную втулку (рис.4б), запрессованную в верхнюю головку шатуна, а концами – на бобышки в поршне ( 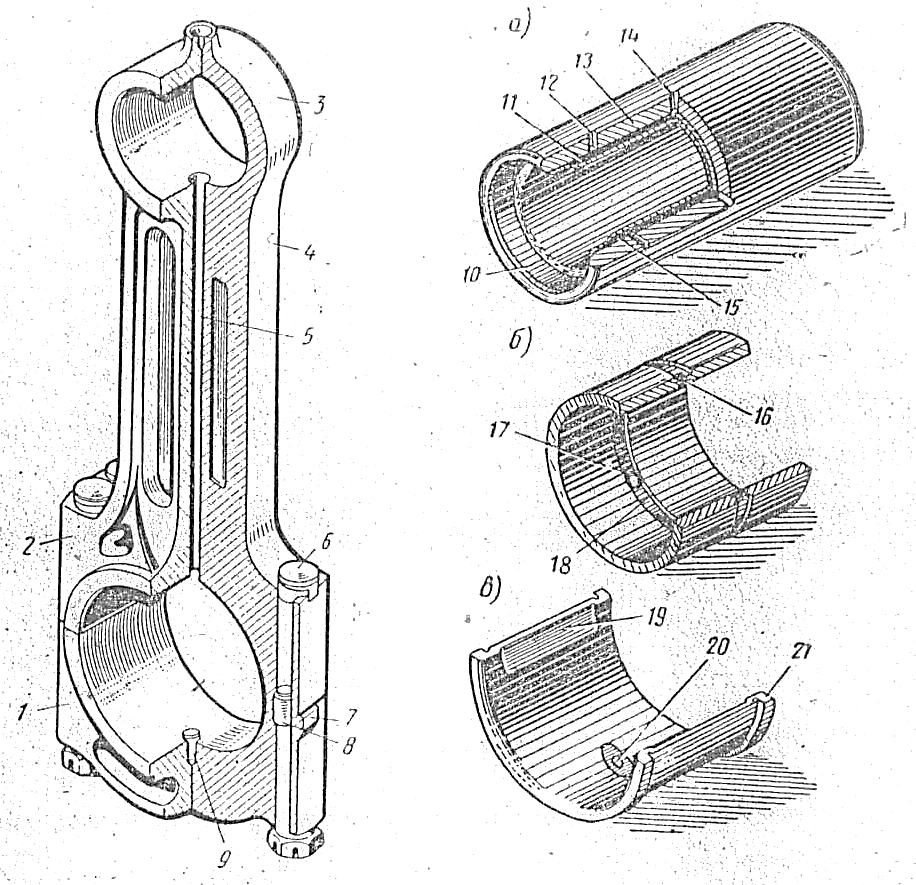 рис.1). рис.1).Рис. 4 Шатун поршня дизеля ПД1М: а-поршневой палец; б-головная втулка; в-вкладыш шатунного подшипника; 1-крышка нижней головки шатуна; 2-нижняя головка; 3-верхняя головка; 4-стержень; 5-осевой канал; 6-шатунные болты; 7-выступы на крышке; 8-контрольный штифт; 9-штифт для удержания вкладыша от проворачивания; 10-развальцованные концы втулок; 11-втулка; 12 и 14-отверсите для смазки; 13-тело пальца; 15-масляная камера; 16 и 18-кольцевые канавки; 17-радиальные отверстия для смазки; 19-холодильники; 20-смазачное отверстие; 21-бурты Давление от поршня через палец передается шатуну и затем через его нижнюю головку на шатунную рейку коленчатого вала, приводя вал во вращение. Материалом для поршневого пальца служит сталь марки 12ХН2А. Наружная поверхность поршневого пальца цементирована, шлифована и полирована. Внутрь пальца вставлена стальная втулка (рис.4а), развальцованная по концам. Таким образом, между телом пальца и втулкой образуется камера, в нее по четырем радиальным отверстиям, расположенным по окружности в средней части пальца, поступает масло из кольцевой вытачки во втулке верхней головке шатуна. Из камеры масла по восьми отверстиям, расположенным по краям пальца, вытекает на его поверхность. Палец дизеля ПД1М плавающего типа во время работы может свободно поворачиваться как относительно верхней головки шатуна, так и в отверстиях бобышек, а так же свободно удлиняться при нагревании. От соприкосновения пальца с цилиндровой гильзой и задира ее предохраняют заглушки. Благодаря такой конструкции увеличивается срок службы пальца, износ его происходит равномернее. Головная втулка запрессована в отверстие верхней головки шатуна. Она отлита из бронзы. Для подвода смазки к пальцу на наружной и внутренней поверхностях имеются кольцевые канавки (рис.4б) с четырьмя радиальными отверстиями. Кольцевая канавка на наружной поверхности втулки совпадает с осевым каналом в шатуне. Нижняя головка шатуна через шатунный подшипник соединяет поршень с коленчатым валом. Шатунный подшипник состоит из двух взаимозаменяемых вкладышей (рис.4в). они заготовлены из бронзы. Внутренняя поверхность вкладыша залита слоем баббита БК2. Около стыков вкладыша с одной и с другой стороны выфрезерованы холодильники. Для прессовой посадки вкладышей в головку шатуна торцы каждого вкладыша должны возвышаться относительно постели на 0.11-0.13 мм (оба торца), то есть имеют натяг. В средней части вкладышей имеют отверстие, которое с внутренней стороны заканчивается продолговатой выемкой, а с наружной цилиндрической раззенковкой. Отверстие в верхней половинке совпадает с осевым каналом в стержне шатуна и служит для прохода смазки. Нижняя половинка этим отверстиям устанавливается на штифт (рис.4), предохраняющий вкладыши от проворачивания. От осевого смещения вкладыши удерживаются буртами. Прокладки между вкладышами не ставятся; зазор на смазку между шейкой вала и вкладышами устанавливается за счет толщины вкладыша. Шатунные болты изготовляют из высококачественной стали марки 18ХН4ВА. Поверхность болта тщательно шлифуют и полируют. От проворачивания болт удерживается штифтом, запрессованным в шатун под головкой шатунного болта и входящим в выточку в нижнем торце головки. На цилиндрической поверхности корончатой гайки каждого шатунного болта нанесено на равном расстоянии и по окружности 36 рисок, одна из которых (длинная) – контрольная. Болт и гайка является комплектной парой. Не разрешается переставлять болт с одного шатуна на другой или из одного отверстия в другое даже на одном шатуне. Каждый комплект (шатун с крышкой, шатунные болты и гайки) имеет свою маркировку. При сборке все детали комплекта должны быть поставлены на свои места по метками. 2.2 Объемы работ выполняемых на ТР-3 Шатунно-поршневая группа разбирается, детали очищаются. Шатуны осматриваются, проверяются овальность и конусность отверстий. Овальность отверстия нижней головки шатуна свыше браковочных размеров устраняется с соблюдением следующих условий: в случае расположения овальности вдоль оси шатуна допускается торцовка с шабровкой по плите крышки и тела шатуна с последующей расточкой отверстия, а при необходимости и его шабровкой. Допускается уменьшение высоты тела шатуна не более 0,4 мм и крышки шатуна – не более 2 мм. При необходимости устанавливаются гайки увеличенной высоты; при расположении овальности вдоль линии разъема головки нижняя головка и крышка шатуна осталиваются в проточном электролите с последующей механической обработкой. Шатуны, имеющие трещины в любом месте, заменяются. Втулка верхней головки шатуна заменяется при ослаблении в посадке или достижении предельного зазора в сочленении. Кернование или наплавка наружной поверхности втулки запрещается. Втулка в головку шатуна запрессовывается с натягом в пределах 0,04-0,11 мм. Допускается устранение овальности или конусности верхней головки шатуна расточкой до 1 мм на диаметр. Разрешается правка шатунов без подогрева при их изгибе по осям головок не более 0,5 мм с последующей проверкой дефектоскопом. После правки шатуна проверяется непараллельность (скручивание) осей отверстий и расстояние между их осями. Запрещается производить какие-либо сварочные работы на шатуне. Шатунные болты проверяются дефектоскопом. Болты и гайки, имеющие трещины, а также изъяны резьбовой части (срыв ниток, вытянутость, неправильный профиль, дробленность, заусенцы, риски), заменяются. Запрещается производить сварочные работы на болтах или гайках и проточку болтов. Проверяется правильность нанесения рисок окончательной затяжки гаек, для чего повторить всю последовательность затяжки гаек в соответствии с действующей инструкцией завода-изготовителя. При необходимости удаляются старые риски и наносятся новые. В случае торцовки крышки или шатуна и замены шатунных болтов проверяется прилегание гаек и головок болтов к крышке и шатуну. Между гайкой и крышкой, головкой болта и шатуном щуп 0,03 мм не должен проходить. Производится ревизия вкладышей шатунных подшипников. Проверяется натяг и прилегание каждого вкладыша к постели шатуна. Заменяются вкладыши, имеющие натяг, выходящий за пределы допускаемых размеров, наклеп на поверхности стыков, трещину в теле, риски шириной более 3 мм, выкрашивание баббитовой заливки более 10% рабочей площади, предельный износ, при котором зазор "на масло" выходит за пределы допускаемой нормы. Измерение толщины вкладыша производится по одной линии средней части с каждой стороны на расстоянии 30 мм от торцов. Минимальный размер принимается за действительную толщину вкладыша. Разрешается оставлять на поверхности постели шатунного подшипника до двух забоин общей площадью до 120 мм2, причем площадь одной забоины допускается не более 70 мм2, а глубина – не более 2 мм. Проверяется прилегание по краске вкладышей к постели нижней головки шатуна, которое должно быть не менее 70% поверхности. Каждый вкладыш, устанавливаемый в постели нижней головки шатуна или его крышке, должен иметь натяг 0,11-0,25 мм. Поршни очищаются, осматриваются и обмеряются. Очищенные поршни должны иметь белую матовую поверхность. Определяется путем измерения зазор между поршнем и цилиндровой втулкой, поршневым пальцем и втулкой верхней головки шатуна и отверстиями в бобышках поршня. Если зазор в сочленениях более допускаемых размеров, детали заменяются или ремонтируются. Разработанные ручьи поршня протачиваются под ремонтный размер кольца. Допускается устанавливать на дизель поршни, имеющие риски на направляющей части глубиной до 1 мм, общей площадью не более 50 мм. Проверяется состояние поршневых колец. Измеряется зазор в стыке кольца, зазор между ручьем и кольцом, износ маслосрезывающей кромки. При условии отсутствия трещин, раковин в кольцах и если упругость кольца в допускаемых пределах разрешается их установка на поршни. Трапецеидальные кольца заменяются независимо от состояния. Поршневые пальцы осматриваются и измеряются, изношенные пальцы заменяются новыми или восстановленными до чертежного размера. Разрешается восстановление пальцев хромированием, осталиванием или раздачей. На пальцах, восстановленных раздачей, электрографом на торцевой части наносится знак “р”; повторная раздача пальцев запрещается. Чистота, твердость, геометрические размеры обработанной поверхности пальца должны соответствовать требованиям чертежа. Разновес поршней у одного дизеля допускается не более 200 г. Подгонку поршней по весу производить торцовкой нижней поверхности поршня до размера 448 мм. Разновес шатунов в сборе с поршнями и поршневыми кольцами на одном дизеле допускается не более 400 г. Снятие металла с тела шатуна при подгонке по весу производится в местах, указанных в чертеже. При сборке деталей шатунно-поршневой группы соблюдаются следующие требования: все детали тщательно промываются и продуваются сухим сжатым воздухом, проверяется чистота маслоотводящих отверстий в поршне и отверстия в шатуне; установка поршневых пальцев и заглушек производится с соблюдением допустимых посадок. Пальцы и заглушки устанавливаются в нагретый поршень без выступания заглушек над его поверхностью; овальность направляющей части поршня до и после запрессовки заглушек не должна превышать 0,08 мм; овальность контролируется по второму-третьему поясам и в плоскости поршневого кольца; поршневые кольца устанавливаются на поршень при помощи приспособления, ограничивающего развод замка. 3. Технологию съемки, очистки и разборки узла 3.1 Технология съемки и разборки узла Поршень устанавливают в верхнее положение. У шатунных болтов вынимают шплинты, отвёртывают гайки. Для отвёртывания и завёртывания гаек пользуются ключом-звёздочкой. Снимают нижнюю крышку шатуна с нижним вкладышем. К поршню привёртывают съёмную скобу и вместе с шатуном приподнимают его краном, после чего вынимают верхний вкладыш нижней головки шатуна. Далее поршень вместе с шатуном вынимают из цилиндра и устанавливают на стеллаж. У поршней снимают все кольца, для чего используют клещи (рис. 5), представляющие собой ленту концы которой укреплены на рукоятках, снабжённых выступами, упирающимися в концы снимаемого кольца.  Рис. 5. Клещи для снятия и надевания поршневых колец: 1 - лента; 2 - рукоятки; 3 - выступы; 4 - кольцо Далее при помощи приспособления (рис. 6) снимают заглушки поршневого пальца. Оно состоит из скобы с запрессованной втулкой, в которой вращается винт, снабжённый гайкой и маховичком. Маховичок служит для ввёртывания винта в нарезанное отверстие заглушки. Гайка снабжена рукоятками, укреплёнными штифтами. После выпрессовки заглушек из поршня удаляют палец, для чего обычно пользуются приспособлением (рис. 7). Тарелка приспособления выжимает палец при помощи винта, снабжённого рукояткой, и стакана.  Рис. 6. Приспособление для выпрессовки заглушек поршня: 1 - скоба; 2 - втулка; 3 - винт; 4 - гайка; 5 - маховичок; 6 - рукоятка; 7 - штифт; 8 – заглушка.  Рис. 7. Приспособление для выпрессовки пальца поршня: 1 - тарелка; 2 - палец; 3 - винт; 4 - стакан; 5 – рукоятка. 3.2 Технология очистки узла Очистка в процессе ремонта преследует следующие цели: - обеспечение качества ремонта, высокой производительности труда ремонтников, культуры производства и выполнение санитарно-гигиенических требований; - подготовка деталей для их дефектации, контроля геометрических размеров и физико-механических параметров; - исключение или значительное сокращение коррозии деталей в период нахождения машин в ремонте; - обеспечение требуемой чистоты поверхностей деталей при сборке агрегатов, узлов и систем. Очистка машин, сборочных единиц и деталей заключается в удалении с поверхностей загрязнений до такой степени, при которой оставшиеся загрязнения не препятствуют проведению ремонтных операций. При организации процесса очистки учитываются свойства материала деталей, поскольку эти свойства могут изменяться при использовании разных способов очистки, что может стать причиной коррозионного разрушения при воздействии агрессивных моющих и очищающих сред или при механическом повреждении поверхности в результате соударения частиц твердой очищающей среды с поверхностями деталей. Значительное влияние на выбор способа очистки оказывает остаточная загрязненность очищаемой поверхности. Значение остаточной загрязненности определяется технологическим процессом ремонта. Очистка абразивами заключается в обработке загрязненной поверхности детали твердыми или мягкими абразивными материалами, направляемыми струей воздуха или жидкости. Частицы абразива, ударяясь о поверхность детали, разрушают слой загрязнения и уносит с собой грязевые частицы. К мягким абразивным материалам относятся порошок оксида алюминия, опилки твердых пород деревьев, косточковая крошка (дробленая скорлупа косточек различных фруктов), гранулы пластмасс и т.д. Мягкие абразивы используют главным образом для очистки узлов с электрической изоляцией от прочно приставшей тонкой пленки загрязнения и дюралюминиевых деталей от различных загрязнений. Для очистки поршней от нагара ранее использовали косточковую крошку, но из-за ее высокой себестоимости в настоящее время практикуется использование крупнозернистых опилок деревьев твердых пород. Опыт использования крупнозернистых опилок показывает, что происходит качественная наружная очистка поршней от нагара без царапин или матовых пятен, характеризующих разрушение очищаемой поверхности. Эффективность этого способа очистки достигается не только за счет исключения ручного труда, но и за счет снижения себестоимости работ по сравнению с очисткой косточковой крошкой на 60-70%.  Рис.8 Установка для очистки поршней от нагара. 1-Конусная емкость для опилок деревьев; 2-Рабочая камеры; 3,17-Дисковые заслонки; 4-Смотровое окно; 5,8-гибкие рукава; 6-Инжекторные смесители; 7-Гофрированные рукава; 9,10-Конусные кольца; 11- Конусный бункер; 12- Круглого вращающего стола; 13-Размещение очищаемого объекта (поршня); 14-Электролампы; 15-Электровибратор; 16- Вытяжной вентилятор; 18- Технологическая тележка. Перед сборкой все детали шатунно-поршневой группы должны быть чистыми и иметь состояние, соответствующее техническим условиям постановки их на двигатель. Комплектованию этой группы уделяют серьезное внимание, добиваясь уравновешенности вращающихся масс. Масса шатуна выбивается на нижней головке, а масса поршня — на его холодильнике в правом углу. При сборке длину поршня с шатуном регулируют прокладками между поршнем и вставкой. Линейный размер камеры сжатия у дизеля ПД1М устанавливается в пределах 4,0—5,83 мм. Регулировку этой величины производят за счет съема металла с торца крышки цилиндра. После сборки и установки комплектов опрессовывают дизель водой давлением 0,3 МПа. Затем производят опрессовку маслом давлением 0,15 МПа, при которой проверяют поступление масла к шатунным подшипникам, к пальцам прицепных шатунов, к верхним головкам шатунов, к гидротолкателям и осям рычагов. Подбирают комплект поршней, шатунов и пальцев по весу и по размерам: а) подборку по весу производят в случае замены шатуна или поршня; б) вес шатуна выбивают на нижней головке, а поршня на его холодильнике в правом углу; в) разновес поршней на одном дизеле допускают не более 200 граммов, поршней в сборе с шатунами и пальцами не более 450 граммов. Подгонку по весу поршней производят съёмом металла с нижней торцевой поверхности поршня, при этом высота поршня должна быть не менее 448 мм. Уменьшение веса шатунов производить за счёт съёма металла со стержня шатуна в углублённых местах. 4. Технология контроля состояния деталей и устранения дефектов Таблица 4.1 – Карта технических требований на дефектацию детали
Таблица 4.2 – Способы восстановления в зависимости от дефекта
Заключение. В контрольной работе был рассмотрен вопрос о неисправностях шатунно-поршневой группы дизеля ПД1М, решение устранение неисправности, технологию контроля состояния деталей устранение дефектов шатунно-поршневой группы дизеля ПД-1М. Список литературы. Кузьмичев Е.Н. Технология производства и ремонта подвижного состава: метод. пособие по выполнению контрольных работ / Е.Н. Кузьмичев., Д.Н. Никитин –– Хабаровск: Изд-во ДВГУПС. – 19 с. Кокошинский, И.Г. Справочник по ремонту тепловозов / И.Г. Кокошинский, В.А, Горбатюк, Е.Г. Стеценко. – М.: Транспорт, 1976.– 304 с. Рахматуллин М.Д. Технология ремонта тепловозов. – М.: Транспорт, 1983. – 319 с. Правила технического обслуживания и текущего ремонта тепловозов ТЭМ1, ТЭМ2, ТЭМ2А. – М.: Транспорт, 1980. – 134 с. Руководство по ТО и ТР тепловозов ТЭМ2. – М.:ОАО «РЖД», 2004.- 135 с. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||