213493_б-МНСТипу-11_2022_5. Дуговая сварка угольным электродом без защиты
 Скачать 273.8 Kb. Скачать 273.8 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РФ Федеральное государственное бюджетное образовательное учреждение высшего образования Саратовский государственный технический университет имени Гагарина Ю.А. Институт машиностроения, материаловедения и транспорта Кафедра «Сварка и Металлургия» Направление 15.03.01 "Машиностроение" профиль «Оборудование и технология сварочного производства» Отчёт по учебной практике тема: Дуговая сварка угольным электродом без защиты Выполнил: студент гр. б-МНСТипу-21 Захаров А.Д. зач. книжка №213493 Руководитель практики: ст. преподаватель Вавилина Н.А. Саратов 2023 Место прохождения и время практики: НПФ «Прибор-Т» СГТУ имени Гагарина Ю.А. с 24.06.2022 г. По 07.07.2022 г. Цель: Исследование ручной дуговой сварки угольным электродом без защиты Задание: Посетить НПФ «Прибор-Т» СГТУ имени Гагарина Ю.А. рассмотреть технологический процесс ручной дуговой сварки угольным электродом без защиты Провести аналитический обзор литературы и патентной документации на тему: ««Дуговая сварка угольным электродом без защиты» Содержание Введение 5 1.Дуговая сварка угольным электродом без защиты 6 1.1 Сущность и техника сварки плавлением 6 1.2 Угольный электрод 9 10 1.3 Виды угольных электродов 10 1.4 Режим сварки 11 1.5 Особенности сварки угольным электродом 13 1.6 Особенности процесса дуговой сварки угольным электродом без защиты 15 1.7 Работа с алюминием 17 1.8 Техника ручной дуговой сварки угольным электродом 24 1.9 Техника безопасности при проведении сварочных работ при сварке угольным электродом 26 Заключение 33 - Виды угольных электродов 33 - Режим сварки 33 - Особенности сварки угольным электродом 33 - Особенности процесса дуговой сварки угольным электродом без защиты 33 - Работа с алюминием 33 - Техника ручной дуговой сварки угольным электродом 33 - Техника безопасности при проведении сварочных работ при сварке угольным электродом 33 Список использованной литературы 35 1.Акулов, А.И. Технология и оборудование сварки плавлением: учебник для вузов / А.И. Акулов, Г.А. Бельчук, В.П. Демянцевич. - М.: Машиностроение, 197 35 ВведениеУчебная практика проходила в НПФ «Прибор-Т» СГТУ имени Гагарина Ю.А. в период с 24 июня по 7 июля 2022 года. Практика направлена на: -Глубокое изучение технологических процессов производства сварных конструкций, оснастки, источников питания дуговой сварки угольным электродом без защиты - приобретение навыков практического решения инженерных задач с технико-экономическим анализом и обоснованием принятых решений; приобретение навыков в проектировании и отладке технологических процессов, технологической оснастки, механизированных и автоматизированных установок, средств механизации и автоматизации производства сварных и паяных конструкций. -формирование умений и навыков научно-исследовательской деятельности для последующего освоения ими общих и профессиональных компетенций по избранному направлению подготовки. Цели практики: - исследования практического опыта дуговой сварки угольным электродом без защиты -проектирования технологических процессов изготовления сварных конструкций, выпускаемых предприятием с учетом их особенностей. Закрепление умений: -пользоваться справочной литературой для производства сварных изделий с заданными свойствами; -составлять схемы основных сварных соединений дуговой сварки угольным электродом без защиты; -проектировать различные виды сварных швов; -составлять конструктивные схемы металлических конструкций различного назначения; -производить обоснованный выбор металла для различных металлоконструкций; -разрабатывать маршрутные и операционные технологические процессы. 1.Дуговая сварка угольным электродом без защиты1.1 Сущность и техника сварки плавлениемВ настоящее время сварку угольным электродом применяют редко - при изготовлении изделий из низкоуглеродистой стали толщиной до 3 мм, при сварке или ремонте изделий из цветных металлов и сплавов или чугуна. Для сварки используют графитовые или угольные электроды, рабочий конец которых в зависимости от диаметра на длине 10 ... 20 мм затачивают на конус с притуплением 1,5 ... 2 мм. Дуга горит (рис. 3.24) между рабочим концом электрода и изделием - дуга прямого действия. Дуга косвенного действия горит между двумя электродами. Графитовый или угольный электрод в процессе сварки не расплавляется, его расход незначителен и связан только с испарением. Шов образуется за счет расплавления кромок основного металла или присадочного прутка (если он используется). Сварку дугой прямого действия обычно ведут на постоянном токе прямой полярности, что обеспечивает достаточную устойчивость дуги, меньший расход электрода и предохраняет металл от науглероживания при коротких дугах. 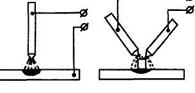 а) б) Рис.1. Сварка угольной дугой прямого (а) и косвенного (б) действия 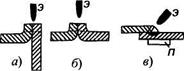 Рис.2. Соединения, свариваемые угольной дугой: а - односторонняя отбортовка; б - двусторонняя отбортовка; в - угловой шов в нахлесточном соединении; Э - электрод; П - подкладка Кромки под сварку обычно имеют отбортовку (рис. 3.25); собирают их с помощью точечной сварки, струбцин, зажимов, прихваток и т.д., обеспечивающих плотное прилегание отбортованных участков во избежание прожогов. При сварке кромки расплавляют без присадочного металла. Однако при повышенных зазорах или случайных прожогах следует использовать проволоку диаметром 1,5 ... 2 мм, подавая ее в дугу для подварки. При необходимости использования присадочного металла его можно предварительно укладывать на свариваемые кромки. Сварку угольным электродом обычно выполняют только в нижнем положении. При ручной сварке дуга возбуждается касанием электродом кромок, электрод перемещают с короткими поперечными колебаниями. При автоматической сварке дугу возбуждают замыканием дугового промежутка угольным или графитовым стержнем. Электрод перемещается без поперечных колебаний. Вылет электрода из держателя обычно не превышает 75 мм. Для стабилизации дуги применяют пасты или порошки, содержащие легкоионизирующиеся компоненты, наносимые на кромки. В некоторых случаях для улучшения качества швов можно использовать флюсы, по составу такие же, как и при газовой сварке. Величину сварочного тока для угольных и графитовых электродов выбирают в зависимости от диаметра электрода: Диаметр электрода, мм................ Сварочный ток, А, для электродов: Сварку угольной дугой обычно выполняют без защиты зоны сварки от атмосферного воздуха. Однако в некоторых случаях можно применять углекислый газ или флюс. Угольной дугой косвенного действия сваривают значительно реже. Для ее питания используют переменный ток. Проплавление свариваемых кромок зависит от силы тока дуги и скорости ее перемещения. В настоящее время сварку угольным электродом применяют редко — при изготовлении изделий из низкоуглеродистой стали толщиной до 3 мм, при сварке или ремонте изделий из цветных металлов и сплавов или чугуна. Для сварки угольным электродом используют графитовые электроды или угольные, рабочий конец которых в зависимости от диаметра на длине 10—20 мм затачивают на конус с притуплением 1,5—2 мм. Дуга горит между рабочим концом электрода и изделием — дуга прямого действия. Дуга косвенного действия горит между двумя электродами. Графитовый или угольный электрод в процессе сварки угольным электродом не расплавляется, его расход незначителен и связан только с испарением. Шов образуется за счет расплавления кромок основного металла или присадочного прутка (если он используется). Сварку дугой прямого действия обычно ведут на постоянном токе прямой полярности, что обеспечивает достаточную устойчивость дуги, меньший расход электрода и предохраняет металл от науглероживания при коротких дугах. Кромки под сварку обычно имеют отбортовку, собирают их с помощью точечной сварки, струбцин, зажимов, прихваток и др., обеспечивающих плотное прилегание отбортованных кромок. При сварке угольным электродом кромки расплавляют без присадочного металла. Однако при повышенных зазорах или случайных прожогах следует использовать проволоку диаметром 1,5—2 мм, подавая ее в дугу для подварки. При необходимости использования присадочного металла его можно предварительно укладывать на свариваемые кромки. Сварку угольным электродом обычно выполняют только в нижнем положении. При ручной сварке дуга возбуждается касанием электродом кромок, электрод перемещают с короткими поперечными колебаниями. При автоматической сварке угольным электродом дугу возбуждают замыканием дугового промежутка угольным или графитовым стержнем. Электрод перемещается без поперечных колебаний. Вылет электрода из держателя обычно не превышает 75 мм. Для стабилизации дуги применяют пасты или порошки, содержащие легко-ионизирующиеся компоненты, наносимые на кромки. В некоторых случаях для улучшения качества швов можно использовать флюсы, по составу такие же, как и при газовой сварке. Величину сварочного тока (А) для угольных и графитовых электродов выбирают в зависимости от диаметра электрода. |