К.Р._сварка плавлением. Контрольная работа по дисциплине Технологии и оборудование сварки плавлением
 Скачать 0.58 Mb. Скачать 0.58 Mb.
|

|
КОНТРОЛЬНАЯ РАБОТА По дисциплине «Технологии и оборудование сварки плавлением» Вариант №6 Рассчитать режим (dэ, Iсв, vсв, Uд, vпп) двухсторонней автоматической сварки под флюсом стыкового соединения листов. Сварной шов должен соответствовать ГОСТ 8713-79. Исходные данные: сталь – 30ХМ; толщина – 22 мм. На рисунке 1 представлен выбранный шов С15 по ГОСТ 8713-79. 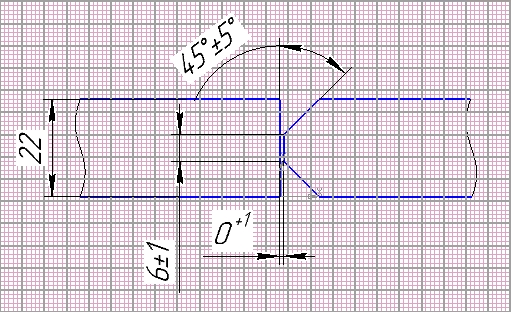 а) а)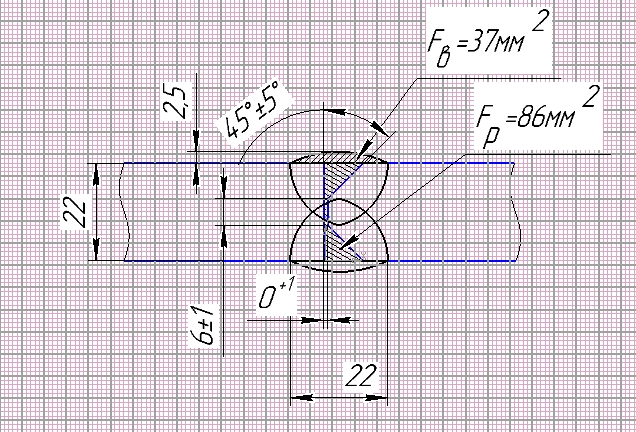 б) б)Рисунок 1 – Конструктивные элементы С15 ГОСТ 8713-79 Расчет режима двусторонней автоматической сварки под флюсом. 1. Определение глубины проплавления:  Где S – толщина листов, мм.  2. Расчетный сварочный ток:   3. Диаметр проволоки определяется из таблицы 1. Таблица 1 – Допустимый ток в электродной проволоки
Итак, для сварочного тока 1120 А соответствует диаметр электрода – 6 мм. 4. Уточним расчетное значение тока.  Где  – коэффициент, зависящий от марки флюса и рода тока (табл.2) [1]. – коэффициент, зависящий от марки флюса и рода тока (табл.2) [1].Флюс для стали 30ХМ – АН-348А [2]. Род тока – постоянный, обратная полярность. Значение – 1,05. Однако, автор рекомендует первое значение, с учетом таблицы 1. Итак, значение тока – 1120 А. 5. Скорость сварки:  Где  - коэффициент, зависящий от диаметра электрода (табл.3). - коэффициент, зависящий от диаметра электрода (табл.3).Таблица 2 – Значения
Таблица 3 – Коэффициент А
 6. Напряжение дуги:   Примем Uд = 42 В. 7. Скорость подачи проволоки:  Где  – коэффициент расплавления, равный при сварке на постоянном токе обратной полярности 10-12 г/(А·ч); – коэффициент расплавления, равный при сварке на постоянном токе обратной полярности 10-12 г/(А·ч); – площадь поперечного сечения электрода, см2. – площадь поперечного сечения электрода, см2.  – плотность металла электрода, 7,85 г/см3. – плотность металла электрода, 7,85 г/см3. Список использованных источников: 1. Методические указания к выполнению контрольной работы по дисциплине «Технологии и оборудование сварки плавлением»/ Северо-западный открытый технический университет». – Санкт-Петербург, 2016. 2. Сварка и свариваемые материалы: В 3-х т. Т. 1. Свариваемость материалов. Справ.изд./ Под ред. Э.Л. Макарова – М.: Металлургия, 1991. – 528 с. 3. Быковский О.Г., Петренко В.Р., Пешков В.В. Справочник сварщика. – М: Машиностроение, 2011. – 336 с. 4. Справочник сварщика/ Под ред. В.В. Степанова. – 3-е изд. – М.: «Машиностроение», 1974. – 520 с. | ||||||||||||||||||||||||||||||||||||||||||||||||||