Монтаж Теплообменного аппарата. Монтаж насоса, монтаж теплообменника, монтаж колонного аппарата
 Скачать 187.28 Kb. Скачать 187.28 Kb.
|

|
Реферат ТЕМА: Монтаж насоса, монтаж теплообменника, монтаж колонного аппарата. Выполнил: ___________ ( Ф.И.О) Проверил: __________. (Ф.И.О) 2022 Содержание Введение…………………………………………………………………………3 Монтаж насоса…………………………………………………………………..4 Монтаж теплообменника……………………………………………………….6 Монтаж колонного аппарата………………………….......................................8 Заключение……………………………………………………………………..12 Литература……………………………………………………………………...13 Введение Реферат посвящен теме монтажа насоса, теплообменника и колонного аппарата. В реферате рассматривается подробно монтаж данного оборудования, так же подводятся риски к эксплуатации критерии монтажа и т.д. Реферат Главные усилия автора направленны на легкое донесение и восприятие информации. Монтаж насоса Насосы - это гидравлические машины, которые, используя энергию двигателей, осуществляют всасывание, перемещение, подачу или циркуляцию необходимых жидких сред в самых различных современных отраслях и в быту. Одна часть потребляемой ими энергии обеспечивает перемещение жидких сред от места их всасывания до места потребления за счет создаваемого насосом избыточного давления, а другая часть компенсирует возникающие в процессе эксплуатации системы механические и гидравлические сопротивления. В зависимости от поставленных конкретных целей рекомендуется использование насосной техники с соответствующей условиям конструкцией и комплектацией. Так, роторные и поршневые насосы объемного типа наиболее востребованы там, где необходим высокий напор и точная дозированная подача жидких сред. А более универсальными и чаще всего используемыми считаются центробежные, вихревые и осевые насосы с лопастями. Центробежные насосы предпочтительны в эксплуатации благодаря простоте конструкции, в которой двумя основными деталями являются неподвижный спиралевидный корпус и закрепленное на его валу рабочее колесо с изогнутыми лопатками. Через всасывающие и нагнетательные патрубки корпус насоса подключается к соответствующим трубопроводам. Предотвратить возникновение циркуляции перекачиваемой жидкости внутри насоса позволяет лабиринтное уплотнение между всасывающим патрубком и рабочим колесом. Плотность перекачиваемой жидкости выше плотности воздуха, и центробежной силе, возникающей вследствие вращательного движения рабочего колеса, не удается получить нужное разрежение при пуске центробежного насоса. В связи с этим, перед началом работы корпус насоса и всасывающий трубопровод надо предварительно заливать жидкостью, а чтобы она не смогла просочиться в резервуар, предусматривается приемный клапан. От проникновения в насос посторонних предметов и в качестве защиты от любого загрязнения служит специальная сетка. Центробежная сила, создаваемая вращением рабочего колеса воздействует на залитую в насос перед пуском жидкость. Эта жидкость, увлекаемая лопатками, продвигается вдоль них от центра к краям корпуса, направляясь в нагнетательный трубопровод через спиральную камеру. В результате на месте соединения корпуса с всасывающим трубопроводом образуется разряжение, благодаря которому в насос начинает поступать рабочая жидкость из резервуара, и обеспечивается ее дальнейшая непрерывная подача в нагнетательный трубопровод через задвижку и обратный клапан. Контроль параметров безопасной эксплуатации насоса осуществляется по показаниям манометра и вакуумметра. Так же чаще всего к месту монтажа насосы доставляются полностью укомплектованными. Перед монтажом производится лишь внешний осмотр соответствия комплектации и проверка исправности. Горизонтальные центробежные насосы монтируют на рамах или плитах, установленных на отдельных фундаментах. Допуски фундамента по высоте не более 10 мм., и уклон по горизонтали не более 0,1 мм./ 1 метр. Все узлы насоса крепятся на одной или нескольких рамах. Рамы через прокладки прикрепляют к фундаменту анкерными или глухими болтами. Все соединения должны иметь прокладки с двух сторон. В зависимости от жесткости рамы точки крепления делают по всему периметру с интервалом 300—1000 мм. Количество прокладок на одну точку не должно быть более пяти, независимо от толщины прокладки. Окончательную затяжку болтов производят после затвердевания бетона заливки рамы, в соответствии с требованиями проекта. При помощи прокладок делается и центровка узлов насосного агрегата. Прокладки при этом располагают только на болтах крепления двигателя к опорной раме. На других узлах прокладки применяют в исключительных случаях и только при наличии разрешения изготовителя. Проверяют зазор между прокладками и опорными точками крепления щупом 0,05 мм. толщиной. Зазоры между сопрягаемыми крепежными деталями должен быть не более 0,05 мм. При монтаже насоса отдельными узлами без редуктора, центровку двигателя производят к прикрепленному на раме насосу. При наличии редуктора производят центровку двигателя к нему. Если имеются трубопроводы и гидромуфты, то они тоже подлежат центровке с другими узлами насосного агрегата. Центровку производят перемещением двигателя с насосом по отношению к закрепленному трубопроводу или гидромуфте. Особое внимание уделяют центровке агрегатов имеющих клиноременную передачу. Оси двигателя и насоса должны быть параллельны, а шкивы должны быть установлены без смещения соответствующих канавок во избежание перекоса ремней. Прежде чем делать подливку бетоном фундаментной рамы или раздельных плит, необходимо сделать выверку, относительно репера, высотных отметок, расположение по осям и горизонтальным плоскостям в соответствии с проектом. Чтобы сделать это, необходимо натянуть струны продольно-поперечно в горизонтальной плоскости. Над насечками, сделанными на фундаменте, подвешивают на струны отвесы. Первый отвес должен быть совмещен с центром подающего патрубка и соответствующей насечкой фундамента. Другой должен быть совмещен с осью двигателя и соответствующей ему насечкой на фундаменте. При одновременной установке в ряд нескольких насосов делают натяжку поперечной струны. Отвесы на этой струне должны быть совмещены по центрам подающих патрубков. Если планируется работа насосов с горячими веществами, то необходимо сделать выверку технологических зазоров шпонок и зазоров между отверстиями лап насоса и дистанционными втулками, в соответствии с паспортными данными на насос. Монтаж насоса на раздельных плитах или рамах требует строгого внимания при установке зазоров на торцах полумуфт в соответствии с чертежами проекта. Особое значение, во время монтажа, придается центровке валов по муфтам насосов. Центруют валы в два этапа: сначала предварительно, а потом окончательно. Предварительная центровка делается либо при помощи линейки и щупа, либо только щупом, в зависимости от конструкции муфты. Технология проведения окончательной центровки предусматривает применение индикаторов на магнитных присосках или специальным приспособлением, устанавливаемых на полумуфтах. В отдельных случаях ее делают с использованием щупа и скобы. Степень перекоса и параллельности осей определяют четырьмя замерами полумуфт при повороте их через каждые 90°. Далее по специальным формулам делают расчет перекоса и параллельности. После проведения данных вычислений и устранении, при необходимости, выявленных отклонений, делают подливку бетона, подготовку сальников, заливку смазки, подсоединяют трубопроводы. Выполнив все указанные виды работ, приступают к испытаниям на холостом ходу, а затем с нагрузкой. Монтаж теплообменника Монтаж - теплообменников зависит только от веса и пространственного расположения. Вес и размеры выпускаемых в настоящее время теплообменников позволяют транспортировать их к месту монтажа полностью в собранном на заводе-изготовителе виде. Для транспортирования используют железнодорожные платформы, трейлеры, автомашины, сани и др. Теплообменники устанавливают в соответствии с проектом горизонтально или вертикально на различных отметках. Опорной конструкцией для них могут служить: фундаменты в виде двух бетонных или железобетонных столбов с анкерными болтами (при низком горизонтальном расположении) и балки высотных металлоконструкций (при вертикальном расположении и горизонтальном расположении на больших высотах). К корпусу аппарата привариваются две опоры, расстояние между которыми соответствует нормалям. Для установки теплообменника на уже существующий фундамент расстояние между опорами можно изменять в небольших пределах. Между корпусом и опорами аппарата должны помещаться подкладки из листовой стали, предотвращающие вмятины на корпусе. К корпусу вертикально расположенных теплообменников вместо опор приваривают лапы с ребрами жесткости. В подавляющем большинстве случаев теплообменники устанавливают в проектное положение с помощью самоходных кранов. Если в конкретных условиях подъема грузоподъемность кранов недостаточна, практикуется установка теплообменников с помощью двух кранов, работающих строго согласованно. Теплообменники, размещаемые в два яруса и больше, целесообразно поднимать крупными блоками из нескольких аппаратов после их взаимной трубопроводной обвязки. При подъеме блок обвязанных теплообменников заключают в решетчатый жесткий контейнер, за который и производят строповку. 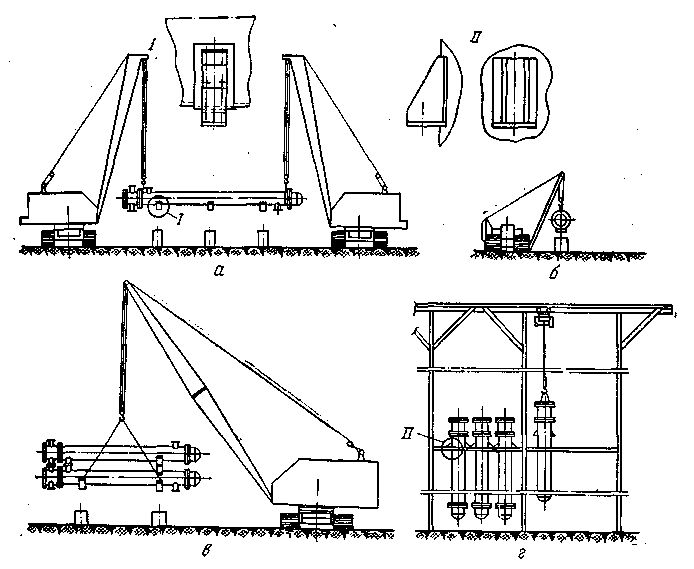 Рисунок – Способы монтажа теплообменных аппаратов а – с помощью двух кранов; б – трубоукладчиком; в – блока теплообменников краном; г – вертикальных теплообменников монобалкой; I – опора горизонтальных теплообменников; II – опора вертикальных теплообменников. К трубопроводной обвязке приступают после окончательной проверки положения корпуса и закрепления болтов, соединяющих его опоры или лапы с постаментом. Положение теплообменника выверяют уровнем или отвесом, подкладывая, если это необходимо, под опорные плоскости стальные планки. При выверке теплообменных аппаратов отклонения от проектных осей и отметок. При горизонтальном расположении теплообменников температурные деформации корпуса между опорами могут достигать нескольких миллиметров, поэтому одна из опор должна быть подвижной. Неподвижная опора, обычно устанавливаемая со стороны неподвижной трубной решетки, закрепляется намертво; гайки болтов подвижной опоры, имеющей овальные вырезы, не затягиваются на 1 – 1,5 мм, но фиксируются контргайками. Зазор между болтами и овальными вырезами должен располагаться в сторону возможного удлинения теплообменника. Поверхности скольжения зачищаются так, чтобы исключить защемление. Монтируемые теплообменники должны быть опрессованы на пробное давление на заводе-изготовителе, поэтому на монтажной площадке их в одиночку не опрессовывают, ограничиваясь проверкой общей системы теплообмена вместе с трубопроводной обвязкой после завершения монтажных работ. Монтаж колонного аппарата Аппараты колонного типа (декомпозеры, скрубберы, абсорберы и ректификационные колонны различных видов) устанавливают на бетонные фундаменты, металлические подставки или балочные перекрытия. От высоты опоры, на которую устанавливают аппараты, во многом зависит способ монтажа. Основным видом износа колонных аппаратов является забивка и коррозия ее элементов. Корпуса и внутренние устройства колонных аппаратов изнашиваются в результате коррозионного, эрозионного и термического воздействия среды. Колонные аппараты ремонтируют при планово-предупредительных ремонтах технологической установки. Подготовка колонных аппаратов к ремонту заключается в следующем. Доводят давление в колонне до атмосферного, удаляют из аппарата рабочую среду, после чего его пропаривают водяным паром, который вытесняет оставшиеся в колонне пары и газы. После пропарки колонну промывают водой. В некоторых случаях пропарку и промывку чередуют несколько раз. Промывка колонн водой способствует также более быстрому их остыванию. Нельзя приступать к ремонтным работам, если температура промывной воды превышает 50° С. Пропаренную и промытую колонну отсоединяют от всех аппаратов и коммуникаций глухими заглушками, устанавливаемыми во фланцевых соединениях штуцеров. Установку каждой заглушки и последующее ее снятие регистрируют в специальном журнале. Ремонт аппарата начинается со вскрытия, которое следует производить, строго соблюдая следующие правила. Вначале открывают верхний люк, причем перед этим в аппарат в течение некоторого времени подают водяной пар, чтобы избежать возможного подсоса воздуха, в результате которого может образоваться взрывоопасная смесь. Далее последовательно (сверху вниз) открывают остальные люки. Категорически запрещается одновременно открывать верхний и нижний люки. Нельзя также открывать сначала нижний, а затем верхний люк, так как за счет разности температур происходит сильный приток воздуха в колонну, что может привести к образованию взрывоопасной смеси. После открывания люков колонна некоторое время проветривается в результате естественной конвекции воздуха. После окончания проветривания нужно провести анализ проб воздуха, взятых из колонны на разных высотных отметках. К работам внутри колонны разрешается приступать только тогда, когда анализ покажет, что концентрация вредных газов и паров в ней не превышает предельно допустимых санитарных норм. Корпус колонны и ее внутренние устройства подвергают тщательному осмотру. Тарелки разбирают внутри колонны, выносятся через люки на обслуживающие площадки и транспортируются для чистки и ремонта. Спуск секций тарелок производится установленной в верхней части колонны поворотной кран-укосиной нужной грузоподъемности. 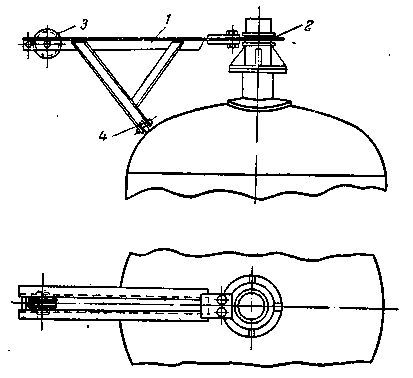 Рисунок – Кран-укосина на корпусе аппарата 1 – кронштейн; 2 – стойка; 3 – блок; 4 – ролик. Ремонт тарелок связан в основном с их очисткой и заменой изношенных элементов. При чистке тарелок пользуются лопаточками, скребками, пневматическими отбойными молотками. После чистки производят замену части колпачков. Детали колпачков изготавливают заново и собираются. Наиболее ответственной операцией является приварка шпильки к корпусу колпачка, так как при несоосности этих деталей правильная установка колпачка оказывается невозможной. Соосность деталей обеспечивается специальной оправкой, которая позволяет также изменять высоту шпильки путем ее частичного разгибания при затяжке гайки. 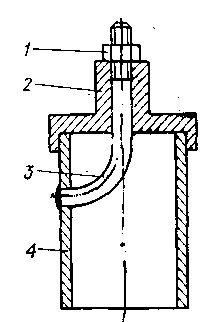 Рисунок – Приварка шпильки к корпусу колпачка 1 – гайка; 2 – оправка; 3 – шпилька; 4 – корпус колпачка После ремонта тарелки проверяют на барботаж и монтируют в корпус. Ремонт корпуса колонных аппаратов проводят в зависимости от выявленных дефектов. Дефекты корпуса выявляют путем визуального осмотра и ультразвуковой дефектоскопии. Неплотные сварные швы вырубают, зачищают и заваривают соответствующим электродом. Изношенные штуцера и люки вырезают и заменяют новыми с обязательной установкой укрепляющих колец. Наиболее изношенные участки корпуса колонны вырезают, а на их место ставят новый участок, заранее свальцованный по радиусу колонны. Сварку производят встык. Вырезание больших участков корпуса может привести к ослаблению сечения и нарушению устойчивости. Поэтому до вырезания дефектного участка его укрепляют стойками, устанавливаемыми внутри или снаружи. Число и сечение стоек, размеры опорных лап рассчитывают, исходя из условия равенства их сопротивлений сопротивлению вырезанного сечения. С помощью таких стоек можно заменить весь поврежденный пояс колонны несколькими частями. 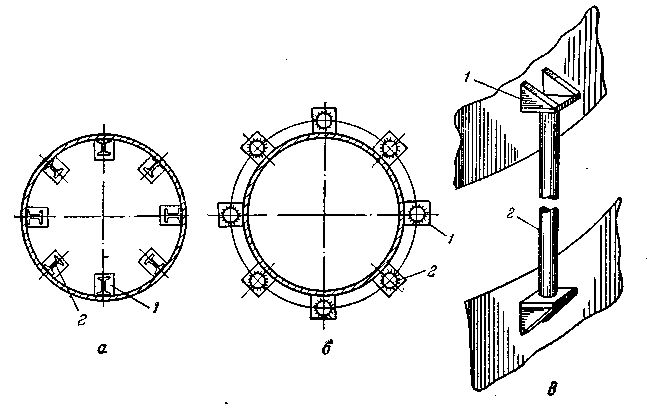 Рисунок – Усиление колонны в местах вырезаемых поясов а – внутренними стойками; б – наружными стойками; в – схема крепления стойки;1 – лапа; 2 – стойка. Рисунок – Усиление колонны в местах вырезаемых поясов а – внутренними стойками; б – наружными стойками; в – схема крепления стойки;1 – лапа; 2 – стойка.Ремонт колонны заканчивается ее испытанием. При гидравлическом испытании колонна заполняется водой при открытой воздушке, устанавливаемой на верху колонны. Появление воды в воздушке свидетельствует о заполнении колонны. После закрытия воздушки давление в колонне медленно повышается до контрольной величины. При этом давлении аппарат выдерживается 5 мин, затем давление снижается до рабочего значения, при котором осуществляется обстукивание сварных швов молотком и осмотр корпуса колонны. При проведении пневматического испытания обстукивание сварных швов не допускается. Заключение В работе приведены определения и пояснения по темам. Предоставлены эскизы и определения к ним. Рассказано, что делать допустимо, а что нет во время монтажа и во время эксплуатации. Предоставлено описание нормы конструкций и опор, вплоть до сварных швов. Предоставлен поэтапный монтаж оборудования. Список литературы Спасский К. Н., Шаумян В. В. Новые насосы для малых подач и высоких напоров. М., «Машиностроение», 1972, 160 с. Горшков А. М. Насосы. М.-Л.: Госэнергоиздат., 1947, 188 с.Ахметов С.А. Технология глубокой перерлбоки нефти и газа: Учебное пособие для вузов. - Уфа.: Гилем, 2002. - 672 С.Молоканов Ю. К., Харас 3. Б. Монтаж аппаратов и оборудования для нефтяной и газовой промышленности. Учебник для вузов.-- Изд. 2-е, перераб. и доп. -М.: Недра, 1982.-391 с.Колонные аппараты. Каталог-справочник. - М.: Цинтинефхиммаш, 1966. - 56 с.;Основные процессы и аппараты химической технологии. Пособие по курсовому проектированию./ Под ред. Дытнерского Ю.И. - М.: Химия, 1983. - 272 с.; |