|
|
тех карта. УЗК- 377х13. Оао атомэнергопром
ОАО «АТОМЭНЕРГОПРОМ»
ОАО «Энергоспецмонтаж»
|
ЭСМ
|
СТК
|
Технологическая карта ультразвукового
контроля
|
Лист
|
Листов 7
|
|
УТВЕРЖДАЮ
ОАО «ЭСМ»
Начальник СТК МСУ-4
______________А.Ю. Логвин
«__» _____ 2014 г.
|
Аттестация технологии сварки
Сварные соединения из углеродистой стали
Стыковое сварное соединение
Ø377х13
Разработал
|
Проверил
|
Ведущий инженер СТК
«___»_______2014г.
________ Черкасов Р.И.
Удостоверение СПВЗ
№_025-10_ до _27.01.2015_г.
|
Начальник лаборатории
«___» ________ 2014г.
_______ Беляев А.Ю.
Удостоверение СПВЗ
№_208-10_ до _02.09.2016_г.
|
1 Объект контроля
|
1.1 Объект контроля
|
Аттестация технологии сварки
|
1.2 Контролируемое оборудование
|
Труба Ø377х13
|
1.3 Контролируемый элемент
|
Стыковое сварное соединение
|
1.4 Тип сварного соединения
|
1-25-1 (С-42)
|
1.5 Способ сварки
|
РАДС
|
1.6 Основной металл
|
Сталь 20
|
1.7 Объем контроля
|
100%
|
1.8 Степень контроледоступности
|
1С
|
|
2 Нормативная и методическая документация
|
2.1 Нормативная
|
ПНАЭ Г-7-010-89, категория III
|
2.2 Методическая
|
ПНАЭ Г-7-030-91
|
3 Средства контроля
|
3.1. Дефектоскоп (тип)
|
USM 35Х или аналог
|
3.2. Ультразвуковые преобразователи (ПЭП):
- размеры (диаметр) пьезопластины (n × m);
- длина стрелы (l);
- длина (диаметр) контактной поверхности (L).
|
MWB 70-4 или аналог
6×9
12
25
|
3.3. Стандартный образец
|
СО-1; СО-2; СО-3
|
3.4. Настроечный образец
|
СОП – 13 - 4х2.5 Ст 3
|
3.5. Образец шероховатости поверхности (сравнения)
|
√Rz40
|
Рисунок 1 - Эскиз кольцевого сварного соединение.
|
4 Подготовка к контролю
|
4.1 Требования к подготовке контролируемого элемента:
- поверхность контролируемого элемента в зоне перемещения ПЭП должна быть очищена от пыли, грязи, окалины, должны быть удалены забоины и неровности;
- шероховатость поверхности должна быть не хуже √Rz 40, волнистость - не более 0,015;
- ширина подготовленной зоны контроля (Lзач, мм) для УЗК сварного соединения должна соответствовать размерам Lзач = 114мм;
- кольцевое сварное соединение разбивается на участки по аналогии с часовым циферблатом. Обозначение начала отсчета координат наносится кернением цифры «0». Направление отсчета – от 0 часов по ходу часовой стрелки
|
4.2 Проверить работоспособность средств контроля, точку выхода и угол ввода ПЭП по СО-1, СО-2, СО-3.
|
4.3 Выполнить настройку режимов работы дефектоскопа в соответствии с таблицей 1 и
рисунком 2, включающую в себя:
- настройку глубиномера;
- настройку задержки и длительности развертки;
- настройку рабочей зоны контроля;
- настройку уровней чувствительности
|
4.3.1. Настройку глубиномера дефектоскопа провести по настроечному образцу (СОП-13-4х2,5)
|
4.3.2 Настройку задержки и длительности развертки провести по глубиномеру дефектоскопа, при этом границы рабочей зоны экрана (контроля) устанавливаются по значениям минимально и максимально возможной глубины залегания несплошностей
|
4.3.3 Провести настройку браковочного уровня чувствительности для ПЭП, в зависимости от максимально допустимой эквивалентной площади и номинальной толщины сварного
соединения (см. таблица 1, рисунок 2)
Контрольный уровень (уровень фиксации) по чувствительности выше браковочного уровня на 6 дБ. Поисковый уровень по чувствительности выше браковочного уровня на 12 дБ
|
Таблица 1 - Настройка чувствительности
Поисковый уровень, Апоиск
|
Контрольный уровень
(уровень фиксации), Аконтр
|
Браковочный уровень, Абр
|
Максимально допускаемая эквивалентная площадь
S1, мм2
|
Размер зарубки,
мм х мм
|
Абр – 12дБ
|
Абр – 6дБ
|
7
|
4 х 2,5
|
|
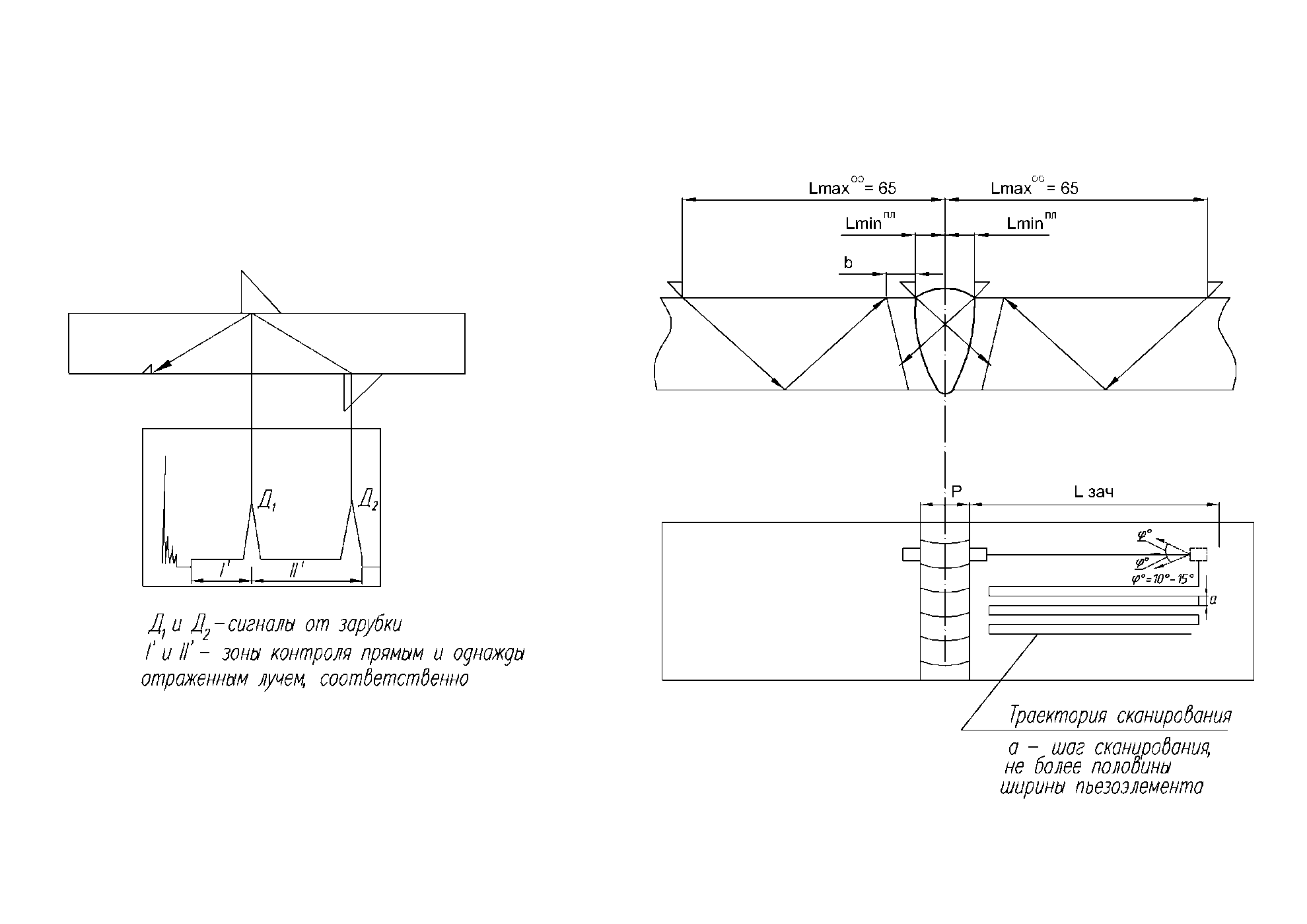
Рисунок 2 - Схема настройки режимов работы дефектоскопа
|
|
5 Условия проведения контроля
|
Проведение контроля
|
- место производства работ – на месте производства работ;
- температура окружающего воздуха и контролируемой
поверхности от 5°С до 40°С;
- не допускается проводить контроль - от 0 до 6 часов.
|
|
6 Схема и параметры контроля сварного соединения
|
Таблица 2 - Параметры контроля сварного соединения
Схема
прозвучи-вания
|
ПЭП
|
Номинальная толщина сварного
соединения Н, мм
|
Ширина
усиления
сварного
соединения Р, мм
|
Зона
перемещения
ПЭП
|
LminПЛ*, мм
|
LmaxОО*, мм
|
Lзач, мм
|
Околошовная
зона b, мм
|
С наружной поверхности
|
MWB 70-4
|
13
|
18
|
От LminПЛ
до LmaxОО
|
18
(рисунок 3)
|
101
|
114
|
13
|
Примечание - * ПЛ – прямой луч; ОО – однажды отраженный
|
|
Рисунок 3 - Схема контроля.
|
7 Порядок проведения контроля
|
Сканирование
|
- нанести контактную среду, обладающую достаточными
смачивающими свойствами;
- провести УЗК сварного соединения путем поперечно – продольного сканирования на поисковом уровне чувствительности наклонным ПЭП (с углом ввода 700) прямым и однократно отраженным лучом с обеих сторон, зона перемещения ПЭП указана в таблице 2 и схематично
представлена на рисунке 3;
Шаг (а) перемещения ПЭП не более половины ширины пьезоэлемента в соответствии с рисунком 3
Скорость сканирования - не более 150 мм/с
|
8 Измерение и расшифровка характеристик несплошностей
|
При обнаружении несплошностей с амплитудой эхо-сигнала, равной или большей
контрольного уровня (уровень фиксации) измеряют и записывают:
- максимальную амплитуду эхо-сигнала (максимальную эквивалентную площадь) по показаниям аттенюатора при заданной высоте на экране дефектоскопа;
- условную протяженность ∆L как расстояние между крайними положениями преобразователя при перемещении его вдоль несплошности (крайние положения преобразователя – при
которых амплитуда эхо-сигнала уменьшается до контрольного уровня (уровень фиксации)). Если несплошность обнаруживается и прямым и однажды отраженным лучами, оценка ∆L - по прямому лучу;
- координаты h, х, L (по максимальной. амплитуде эхо-сигнала от несплошности). Глубину залегания несплошности h и расстояние от точки выхода преобразователя до несплошности хопределяют по показаниям дефектоскопа. Замеряется также место расположения
несплошности L вдоль продольной оси шва относительно принятого начала отсчета;
- расстояние по поверхности сканирования между двумя соседними несплошностями
измеряют как кратчайшее расстояние между положениями преобразователя, где амплитуды эхо-сигналов от несплошностей уменьшаются на 6 дБ;
- несплошности две или более учитываются раздельно, если эхо-сигналы от них при
перемещении преобразователя разделены интервалом, где амплитуда уменьшается на 6дБ или более относительно меньшего сигнала. Если это условие не выполняется, то
несплошности рассматриваются как одна
|
9 Оценка качества
|
Качество сварного соединения считается удовлетворительным, если:
- характеристики и количество несплошностей удовлетворяют требованиям таблицы 3:
Таблица 3 - Оценка качества по ПНАЭ Г-7-010-89, категория III.
Номинальная толщина, мм,
|
Эквивалентная площадь
одиночных несплошностей, мм2
|
Допускаемое число фиксируемых
одиночных несплошностей n на
любые 100 мм протяженности
сварного соединения
|
минимально
фиксируемая S0
|
максимально
допускаемая S1
|
7
|
3,5
|
7
|
8
|
При проведении контроля фиксируют дефекты эквивалентной площадью S0 и более.
Не допускаются:
- дефекты, эквивалентной площадью более S1, мм2;
- дефекты эквивалентной площадью от S0 до S1 включительно, если они оценены как
протяженные (ΔL > 10 мм);
- непротяженные дефекты эквивалентной площадью от S0 до S1 включительно, если их
количество на 100 мм длины сварного соединения превышает значение n
|
10 Операции после контроля
|
По окончании контроля провести оформление результатов УЗК, составив заключение по форме, принятой на предприятии. Описание несплошностей проводить в сокращенной форме согласно приложения 11 ПНАЭ Г-7-030-91.
|
Разработал
|
Проверил
|
«__» ______2014г.
_________Р.И.Черкасов
|
«__» ________2014г.
__________А.Ю.Беляев
| |
|
|
 Скачать 0.98 Mb.
Скачать 0.98 Mb.