Определение геометрических параметров роботизированного технологического комплекса. Лабораторка по АПП. Отчёт По лабораторной работе 1 Определение геометрических параметров роботизированного технологического комплекса
 Скачать 169.22 Kb. Скачать 169.22 Kb.
|

|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ ТАТАРСТАН АЛЬМЕТЬЕВСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ИНСТИТУТ Кафедра технологии нефтегазового оборудования и технологии машиностроения Отчёт По лабораторной работе №1 Определение геометрических параметров роботизированного технологического комплекса Работу выполнил: ___________________________________________ Работу принял : _____________________________________________ Альметьевск 2018 г. Цель и задачи работы Цель работы:Ознакомление с начальным этапом проектирования РТК - определением геометрических параметров компоновочно-кинематической схемы манипулятора. Задачи работы: I. На основании плана размещения технологического оборудования и предложенной кинематической схемы манипулятора определить варианты установки ПР; 2. определить предельные значения обобщенных координат манипулятора; 3. построить рабочую зону и рабочее пространство манипулятора ПР; 4. предложить варианты траекторий для перемещений в заданные точки позиционирования.  Робототехнический комплекс: ТО- технологическое оборудование, ПР - зона установки промышленного робота, СЗ - стол для транспортировки заготовок, СД – стол для транспортировки обработанных деталей, А, В,С, D - точки позиционирования Параметры технологического оборудования и его размещения:
 Кинематическая схема манипулятора промышленного робота  Выбор расположения промышленного робота  Рабочее пространство манипулятора и рабочая зона (зона обслуживания) 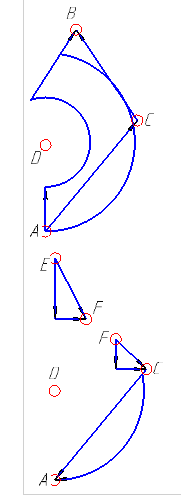 Варианты траекторий МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ ТАТАРСТАН АЛЬМЕТЬЕВСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ИНСТИТУТ Кафедра технологии нефтегазового оборудования и технологии машиностроения Отчёт По лабораторной работе №2 Исследование точности позиционирования промышленного робота Таблица 2.2
Работу выполнил: ___________________________________________ Работу принял : _____________________________________________ Альметьевск 2018 г. Таблица2.3
В качестве оценки математического ожидания используют среднее значение х:  где n - число опытов, хj значение случайной величины X в j-ом опыте. В качестве оценки среднеквадратичного отклонения используют рассеяние s:   где n - число экспериментов для проверки однородности экспериментов; m - средняя ошибка среднего значения эксперимента для проверки однородности; m¢ - средняя ошибка среднего значения, исходя из необходимой точности эксперимента.  s  - среднее квадратичное отношение эксперимента, т.е., разброс показаний относительно среднего значения. - среднее квадратичное отношение эксперимента, т.е., разброс показаний относительно среднего значения. МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ ТАТАРСТАН АЛЬМЕТЬЕВСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ИНСТИТУТ Кафедра технологии нефтегазового оборудования и технологии машиностроения Отчёт По лабораторной работе №3 Определение кинематической точности промышленного робота  Кинематическая схема промышленного робота РФ – 202 Промышленный робот типа РФ–202 предназначен для автоматизации процессов загрузки–разгрузки технического оборудования (металлорежущих станков, конвейерных линий, литейных машин, прессов и т.п.). Работу выполнил: ___________________________________________ Работу принял : _____________________________________________ Альметьевск 2018 г. Проверку «нормальности» распределения составляющей погрешности проводят на основании x - критерия. Вероятность попадания случайной величины Х в заданный интервал(х1,х2) определяется выражением:  где:  и и  Принимаем Вычисленное значение x необходимо сопоставить с регламентным значением, зависящим от числа степеней свободы Случайная величина имеет ненормальный закон распределения, если точка с координатами (x , Вывод: В результате выполнения лабораторной овладели методикой экспериментального исследования точности позиционирования промышленного робота, выявили соотношения между составляющими погрешности позиционирования, приобрели практических навыков проведения экспериментов и обработки результатов измерений. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||